
锻造索具切边退料及出飞边复合装置研究与设计
2022-08-06 07:57张体学张科刘运斌王秀刚马兆申山东神力索具有限公司
锻造与冲压 2022年15期
我司现有各类锻造索具产品2000 余种,涉及各类锻造与切边模具6000 余种,之前全部采用单工序切边,飞边往往会粘附在切边模框上或卡在冲头上,必须由工人再进行清理,费事费力,增大了劳动强度。面对公司众多的产品规格、此工步已严重制约了企业的生产效率,而在去除过程中,由于锻造件温度较高,工人操作负担大,清理时存在一定危险。我们通过对不同规格和类别的产品进行模拟研究和分析后,最终确定采用切边退料及出飞边复合装置,能有效解决飞边粘附冲头的问题,同时可集成切边与落料收集多工序的同步自动化。
由于自然资源贫乏,90%的能源需进口,发展核电自20世纪70年代中期以来一直是日本能源政策的基石。福岛事故前,日本共有54台在运核电机组,满足全国约30%的电力需求,并计划将核电份额进一步提升至50%以上。
装置运行准则
进行复合装置设计前,需要先设计锻造切边及出飞边工序的各工步,主要设定以下几步。
环境问题不仅威胁着人类的身心健康,还成为吞噬经济成果的恶魔,影响着中国的可持续发展。在日益恶化的环境面前,人们越来越清楚地认识到环境教育的重要性。作为教师,应当担负起对少年儿童进行环境保护教育的职责,让孩子从小就了解人类环境的构成和环境问题的严重性,学习环境保护的法律法规,不断增强环境保护的意识,自觉履行保护环境的义务。纵观小学阶段的教材,各门各科或多或少都涉及环境教育的相关内容,而在这些学科中,语文课堂成为环境教育的主阵地。教师应该充分利用语文教学资源,寻找环保教育切入点,相机渗透环保教育,帮助学生从小掌握环保知识,培养正确的环境态度。
⑴上料:机械臂夹口夹住毛坯,放入切边模具。
⑵切边:机械臂离开后,在切边模具的保护下,冲床自动下行切边。
当前太湖流域正处在工业化、城镇化快速发展的特殊阶段,与河湖争地、违法设障、地方保护等问题比较突出,河湖执法任务依然十分艰巨。下一步太湖流域管理局将按照深化水利改革的总体部署,陈雷部长重要批示精神和全国水政工作会议严肃查处水事违法案件、严厉打击违法侵占河湖水域等违法行为,加强水生态文明建设的要求,围绕中心,服务大局,继续深入贯彻实施《太湖流域管理条例》,以增强队伍执法能力为核心,进一步加大直接查处力度,深化联合执法机制,强化层级监督,不断加强流域河湖水域岸线保护,为流域水生态文明建设提供法治保障。
孙子认为:“寡者,备人者也。众者,使人备己者也。”在篮球场上,优势往往掌握在拥有主动权的一方。想要战胜对手,就应当让对方跟着自己的节奏和打法走。他认为“进而不可御者,冲其虚也;退而不可追者,速而不可及也。故我欲战,敌虽高垒深沟,不得不与我战者,攻其所必救也;我不欲战,画地而守之,乖其所之也。”在篮球场上,也应当善于通过隐藏实力和技战术的变化来迷惑对手,调动对手。使对方疏于设防,疲于奔命并暴露弱点,从而“以利动之,以卒待之”。
⑴冲裁力计算。本次冲裁采用垂直冲床落料,属无剪切角冲裁,冲裁力为P,则:P=K×L×t×σ
,其中,P——冲裁力(N);L——冲裁轮廓长度(mm);t——飞边厚度(mm);σ
——抗拉强度,取400MPa;K——安全系数,一般取1.2 ~1.4。
⑸出料:产品切边后向下掉入切边模框底板上,经横向变矩器推送入周转框内。
装置模具设计
组成
⑴根据索具锻造件毛坯大小,冲切线的大小和位置,保证冲裁力中心与模具中心重合,结合冲裁力P值及冲床的工作台尺寸,计算出模具的长度和宽度。
冲裁力、退料力、冲裁间隙的确定
⑷出飞边:切边后飞边经过退飞边,使停留在切边模上的飞边,经翻板转移到冲床的滑道内,并滑入收纳盒中。
⑶退飞边:大部分情况飞边能够留在切边模上,偶有飞边留在冲头上的情况,则在工装提车至最高点时,使其脱离冲头,落于切边模上。
⑵退料力P
计算。退料力Ps 按冲裁轮廓长度×飞边厚度×静摩擦系数×压紧力计算,根据索具锻造后的飞边厚度和产品结构,锻件产品形状复杂,飞边厚度t 可达到2mm ~4.5mm,由于压紧力基本无法计算,为便捷计算,可按P
=0.08P 选取。
⑶确定冲裁间隙。根据索具锻造后的飞边厚度和产品结构,经查锻造手册表后,选间隙为0.5mm。
观照人类中心主义思维困境本身就是一道哲学元命题。正是因为人类中心主义遮蔽了物的本质,表露出对物的无度索取以及深藏其中的“人的此在的形而上学”倾向,最终导致生态危机从预感征兆变成了残酷现实。如何才能调适人和自然的关系,是否能够把自然对人类社会影响作为唯一的考量基准呢?众多哲学流派及其代表性人物曾经为此孜孜以求,给出了诸如物之追问、超验主义、生态伦理等化解方案。
确定运动行程
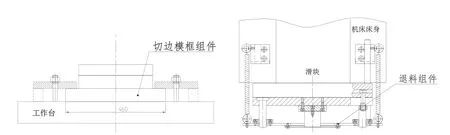
⑴切边模框组件;⑵退料组件;⑶翻板气缸组件;⑷推料组件。
⑶根据所切飞边厚度和退料装置行程确定上冲头的高度。
⑵根据毛坯的大小和厚度,计算出切边模具的高度。
⑷根据冲头和切边模具高度,计算整个装置的闭合高度,并和已确定的冲床行程进行对比,确保冲床行程参数足够。
设计各组件成形图
根据运动行程和毛坯尺寸,完成切边模组件、退料组件、翻板气缸组件及横向变矩推料组件的设计加工与组装,各部分如图1 所示。
编排并调整各组件运动过程
冲切及退料复合运动工步
利用冲床的下行进行冲切飞边,切边后产品向下掉落,飞边留在翻板上,滑块开始上行,会出现飞边挂在切边冲头上,飞边随滑块上行至退料板时,打料杆顶停退料安装板和退料板,滑块继续上行,飞边被退料板顶出冲头,掉落在翻板上,同时变矩器横向推送掉落的产品进入滑道,继而复位,为下一次推送做准备,如图2 所示。

翻板退飞边复合运动工步
在变矩器横向推送产品的同时,翻板气缸组件启动,由气缸的往复运动转化为轴向旋转运动,使翻转模框翻转到设定角度,同时启动气阀吹入强力气体,使飞边自动滑落入滑道,从而进入收纳盒。在吹气后约0.5 秒,翻板气缸带动翻转模框复位,完成一次循环,如图3 所示。

结束语
经实践验证,切边退料较为理想,在气动装置的配合下,翻板出飞边工序较为顺畅,有效克服了飞边会粘附上冲头或切边模具上下不来的现象。产品切边轮廓线较均匀平顺,切出的坯料各尺寸符合设计要求。通过变矩器的助推,实现了产品自动推出切边模而落入滑道,进而滑入收纳盒。结合机械臂配合操作,该切边出飞边复合装置工序,完全可实现无人操作。
考察关键词的使用频次可以了解某一领域的学术研究倾向、研究主题、侧重问题、研究视角与方法等特征。本文利用CNKI提供的EndNote和Refworks软件导出选定的559篇期刊论文的题名、摘要、关键词、作者、机构单位、发表时间等文献记录,结合人工统计确定了15年来国内女性主义翻译研究的关键词使用情况,见表3。
通过本次切边退料及出飞边复合装置模具设计与研究,使公司实现了切边、退料、出飞边、自动收纳产品多工序的集成,辅以机械臂,真正实现了无人自动化操作。实践表明,切边退料及出飞边复合装置模具的设计与应用,可以实现替代人工,减少用工成本,能有效避免退飞边时危险的发生,且同吨位锻造设备在锻造不同产品时,只需要更换少量核心部件即可使用,大大提高生产效率,从而实现单工序生产向集成复合工序生产的转变,为公司节能降耗、精益生产、绿色锻造奠定了基础。
猜你喜欢
教练机(2022年1期)2022-08-18
计算机与网络(2021年8期)2021-06-20
电子乐园·中旬刊(2021年6期)2021-05-16
发明与创新·中学生(2021年4期)2021-04-20
小猕猴智力画刊(2021年2期)2021-02-22
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
大经贸(2018年12期)2018-02-20
科技视界(2016年24期)2016-10-11
