
一种45 钢调质法兰盘裂纹分析及技术对策
2022-08-06 07:57:16党小荔陕西法士特齿轮有限责任公司
锻造与冲压 2022年15期
我司生产的某法兰盘零件材质为45 钢,其主要加工工艺为:锻造+调质+粗车+精车+镀锌+入库。该零件的锻件毛坯图如图1 所示,锻件内外具有较大的厚度差异。

对我司生产的一批约500 余件该法兰盘锻件进行调质,调质工艺为:淬火保温温度825℃,保温时间85 分钟,淬火介质为10%NaCl 盐水,在盐水中冷却15 秒,4 小时内回火,回火温度520℃~530℃,保温2.5 小时。该批锻件调质后发现大量件出现裂纹。
配置静态LACP协议同样也需要网络管理人员手工加入成员端口,但是它可以通过主动端设备来完成链路聚合中相关端口的参数协商,可以实现对端口的活动管理,比如选择其中的两条链路转发数据,另一条链路实现备份。
图2 为该锻件薄壁端面上下的裂纹,可以看出裂纹沿着法兰盘薄壁端面呈周向分布,在薄壁端面处已经裂透,裂纹贯穿整个薄壁端面。据统计,该批锻件调质后出现裂纹274 件,废品率超过50%,已经严重影响后续生产加工。

实验分析
为保证后续生产,针对该批法兰盘锻件调质后裂纹发生的原因展开分析。
材质分析
由于45 钢的淬透性较差,为保证能够获得合格的调质硬度和组织,通常情况下采用盐水作为淬火介质。由于该锻件结构较为特殊,采用盐水作为单一的淬火介质尽管能够满足硬度和组织的要求,但却无法杜绝淬火裂纹的发生。
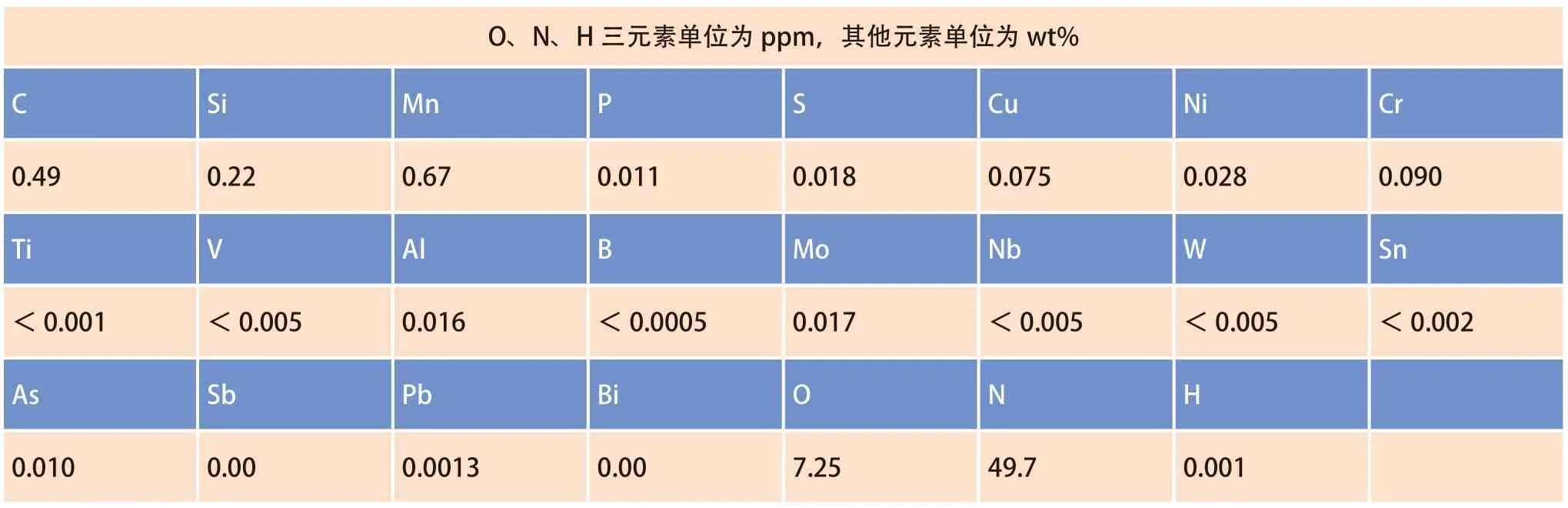
该批锻件实际检测的化学成分如表2 所示。
将表2 中的45 钢化学成分与表1 标准对比,可以看出该批次法兰盘锻件的化学成分符合要求。

硬度检测
因此,针对该锻件,制定新的调质工艺为淬火保温温度820℃,保温时间60 分钟,淬火介质为10%NaCl 盐水和淬火油,盐水温度20℃~40℃,淬火油温度30℃~60℃,在盐水中冷却3 ~5 秒后迅速放入淬火油中油冷,4 小时内回火,回火温度520℃~530℃,保温2.5 小时。新的调质工艺与原始工艺对比,主要改变淬火介质,由单一的盐水改变为水-油双介质。这样做可以在高温区用盐水的快速冷却抑制过冷奥氏体的分解,在低于400℃时,立即转入油中缓慢冷却,以减少淬火内应力,防止淬火裂纹。
金相分析
从图3 中可以看出,远离裂纹的基体组织为:回火索氏体,1 级,符合国标GB 13320-2007 调质钢调质组织的要求。而在裂纹附近,没有观察到脱碳组织,说明裂纹不是在淬火前造成的,而应该是淬火时出现,结合裂纹宏观形貌,裂纹为淬火裂纹。

将图2 所示锻件沿着垂直于裂纹开裂方向锯断进行金相分析,结果如图3 所示。
美方语料在构建IDC元素时,大量应用指示“特朗普”的名词词组及辅助词项“特朗普政府”“USTR”,突出特朗普及本届政府推行的政策与往届政府不同,宣称其更符合美国人民利益,试图增强特朗普的声望,赢得选民支持。因而,“美国人民”“我们”都成为IDC的重要元素,努力构建特朗普亲民的形象,通过人民的支持获得其政策的合法性。复数名词“农民们”“工人们”“消费者们”通过转喻机制指代美国人民,但将其具体化的话语优势在于引导民众相信总统在给予人民真切的人文关怀。
讨论
通过上述分析,该批锻件调质后出现裂纹主要是淬火时所致。锻件的调质是热处理加热和冷却的过程,由于热胀冷缩和发生组织相变时新旧组织比容的差异,必然发生体积的变化。需要特别注意的是,零件在冷却的过程中表面和心部存在温度的差异,加上组织相变的不同时性和相变量的不同,钢铁零件表面和心部的体积变化无法同步进行,因此产生内应力。
通过上述分析,针对该法兰盘锻件,可以采取增加薄壁厚度的方法,减少锻件内外的厚度差,促使淬火时内外组织转变速度趋于一致,从而降低淬火开裂所造成废品率。但锻件毛坯是基于产品零件添加余量而设计的,其整体结构是由零件结构决定的。增加该零件薄壁处的余量,一方面增加原材料用料成本,导致锻件生产成本增高;另一方面会造成随后的机加工工作量显著增大,降低生产效率。因此,仅仅通过增加零件薄壁处余量寻求改善淬火过程是不可取的。需要从调质工艺的角度进行改变,从而提高调质合格率。
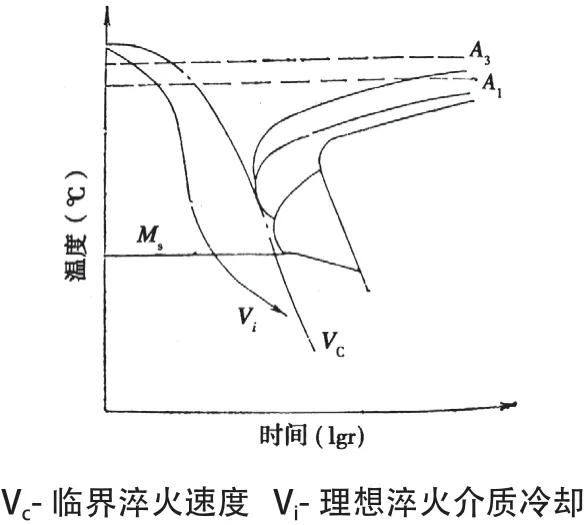
为减少淬火开裂,从冷却特性角度讲,希望淬火介质在冷却初期,冷却速度慢一些,避免处于奥氏体和过冷奥氏体状态的工件因冷却速度快,收缩急剧而发生弯曲畸变。在过冷奥氏体最不稳定的区间(珠光体转变曲线“鼻子”处,600℃~400℃),希望快冷,避免发生珠光体转变。又希望进入马氏体转变区(M
点以下),冷却速度愈慢愈好,缓解马氏体转变体积膨胀而产生的应力,防止开裂和减少畸变。图4 为理想淬火介质的冷却曲线。但由于各种钢过冷奥氏体稳定性不同及实际工件尺寸、形状的差异,要求同时适合各种钢材的淬火介质是不现实的,所以,理想淬火介质是不存在的。
针对该法兰盘锻件,不同部位厚度具有较大差,锻件内孔附件厚度远远大于外侧薄壁的厚度,从图可以看出薄壁处厚度仅为10mm,淬火时薄壁处完全可以淬透。淬火时,薄壁处由于冷却较快,首先发生冷却和马氏体转变,而内孔附近由于厚度较大,散热和冷却较慢,随后才发生马氏体转变,由于两者尺寸差异较大,因而产生较大的内应力,当内应力超过锻件的断裂强度时,锻件发生开裂。一种钢在同一种介质中淬火时,在淬透情况下存在一个危险截面尺寸。45钢的易裂尺寸范围为5mm ~11mm。该锻件薄壁处厚度为10mm,处于易裂尺寸范围内,在调质时容易发生淬火开裂。
改进措施
针对科技服务机构、技术转移人才服务能力不足等问题,充分发挥省科技创新服务联盟、省技术转移联盟、省技术产权交易市场等作用,集聚科技创新服务资源,开展综合性、专业化一站式服务。提升大学科技园、科技企业孵化器、加速器、众创社区等各类孵化载体技术转移转化功能。引导咨询、评估、法律、创业投资等各类服务机构跨界发展,集成技术转移全链条服务[8]。建立技术转移人才培育机构,培养一批懂技术、懂法律、会经营管理、懂市场运作、复合型、专业化的技术转移人才队伍。
一是组建扫黑除恶专用微信群,拓宽宣传载体。群内涵盖38个成员单位的主管领导和一名联络员,扫黑办第一时间发布中央和市区有关会议精神,并要求各单位各部门及时将开展活动的图文发送到群里,大家时时在群里交流经验做法。同时区扫黑办择优编发简报上报市扫黑办并报送区领导,不断激发大家的工作热情,有效营造了一种扫黑除恶众人挑,人人肩上有责任的氛围。
45 钢原材料需符合我厂要求的S78002-2016 标准,其标准化学成分如表1 所示。
按照内应力产生的原因和机理的差异,可将其分为两种,即热应力和组织应力。热应力是指钢件在热胀状态下快速冷却,进入冷却状态,不同部位体积缩小不同时,从而产生热应力;组织应力,是指在冷却过程中零件由奥氏体转变为马氏体组织,马氏体比容大于奥氏体比容,同一零件不同部位由于冷却能力不同,造成组织转变动力不同,从而导致奥氏体组织转变成马氏体组织速度也不相同,不同部位组织转变具有不同时性。内应力为热应力和组织应力两者的复合作用。
不过,可以采取接近于理想冷却介质的双介质淬火方式进行淬火。双介质淬火是将加热好的工件先淬入冷却能力较强的介质中,待工件温度降至C曲线“鼻温”以下温度时,再淬入冷却能力较弱的介质中继续冷却,以获得马氏体组织。
法兰盘锻件调质后硬度要求为25HRC ~30HRC,抽取一件已经开裂的锻件,在薄壁端面检测硬度,结果为26.5HRC,符合工艺要求。
通过采用双介质淬火,首批试验200 件,随后进行粗车,仅发现9 件出现裂纹,调质合格率大于95%。而该9 件的出现,可能与工人操作的熟练程度有关(注:锻件是在外协厂家进行双介质调质)。双介质淬火时,工件在第一种介质中的停留时间,是双介质淬火时至关重要的一个参数。在第一种介质中停留时间过长,就变成单液淬火,起不到减少变形和防止开裂的作用。若过早的置入第二种介质中,则由于工件的温度尚高,介质的冷却速度又慢,在冷却过程中则发生非马氏体型组织转变。由于试验锻件是在外协厂家调质,在盐水中冷却时间仅有3 ~5 秒,因此工人由于人为因素在操作时不能完全精确保证每件锻件的冷却时间,在盐水中停留时间稍长,就会造成锻件开裂。后续需进一步严格要求操作程序。
结论
本文通过对本司一种法兰盘锻件调质裂纹产生原因的分析,提出了相应的改进措施。具体结论如下:
将橡胶草胚性愈伤组织按梯度接种至50 mL的液体培养基中进行培养,在培养悬浮细胞的过程中,定时对培养液进行检测,收集数据,绘制相应的曲线,橡胶草悬浮培养细胞的生长呈S型曲线,在0~8 d,细胞生长速度缓慢,处于滞后期;在 8~12 d橡胶草悬浮细胞的增长趋势明显上升,处于对数生长期,在12~16 d细胞增长趋势明显下降,处于减慢期,在16~20 d平均生长量保持稳定,处于静止期(图2)。
⑴该锻件厚度尺寸差异较大,在调质时容易发生淬火开裂,裂纹为淬火裂纹;
本文的研究对学生的汉语习得与汉语交际运用有着十分积极的促进作用。在汉语的教授过程中,注重对学生进行使用致歉言语行为的操练,对教师自身以及汉语学习者来说,都是十分有必要的。只有学习者了解汉语致歉言语行为的实际情况,才能更好地掌握更地道的汉语。
⑵采用水-油双介质淬火方式降低淬火内应力,可减少淬火开裂,提高了该锻件调质合格率。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05 07:20:42
山东冶金(2022年1期)2022-04-19 13:40:20
汽车实用技术(2021年16期)2021-09-09 02:15:40
装备制造技术(2021年4期)2021-08-05 07:39:54
装备制造技术(2020年1期)2020-12-25 05:18:00
山东冶金(2019年3期)2019-07-10 00:54:00
宇航材料工艺(2017年5期)2017-11-02 03:15:30
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
饲料工业(2016年1期)2016-03-22 03:14:39
