
切削加工TC4 表层特性研究与分析*
2022-08-05 06:31李金泉
制造技术与机床 2022年8期
张 浩 李金泉
(沈阳理工大学机械工程学院,辽宁 沈阳 110159)
高速切削加工技术,因其切削速度更快,加工更高效,能极大提高加工效率,已成为先进制造技术的主流方向。钛合金材料由于其优异的性能被广泛应用在航空航天领域[1],然而由于钛合金材料自身特性,导致其加工效率低,属于难加工材料,高速切削钛合金成为学者们研究的热点问题。在钛合金切削过程中,伴随着高温、高应变、刀具磨损以及热力耦合作用,导致表面残余应力的产生,容易造成工件表面产生裂纹、疲劳破坏等现象,严重影响加工质量和工件性能[2-3]。
很多学者通过有限元仿真切削模拟对钛合金进行了研究,徐江毅等[4]基于JC 本构模型、JMAK理论建立的车削仿真研究表层微观组织发现,切削表层产生较大的应变和应变率,表层晶粒细化。马浩骞等[5]利用ABAQUS 对TC4 材料进行切削仿真模拟分析,得到刀具的前角对切削力影响显著,当前角为负前角时,切削力大幅度增加。为了得到更准确的仿真结果,邓云飞等[6]通过一系列力学性能测试,得到材料在不同条件下的力学性能参数,基于测量的结果,将本构模型修正后模拟发现,仿真结果更贴近于试验。
切削过后的工件表层容易疲劳破坏,切削表层温度、残余应力和表层微观结构对疲劳寿命至关重要,采取合理的加工参数,对提高加工质量有重要意义。在高应力水平下产生疲劳裂纹较低应力水平增多,且存在大量的独立裂纹,这些裂纹的产生与疲劳失效存在密切关系[7]。杨成云等[8]研究发现钛合金切削后距离加工表面越远,应力值由正值先变为负值,残余应力会由拉应力向压应力转变,距离表面0.15 mm之后,应力慢慢恢复,其值接近于为0。Tan G 等[9]通过观测铣削钛合金过程温度变化,发现在切削后12 s,温度趋于稳定。钟鑫等[10]为研究切削加工后,钛合金表层晶粒的变化,仿真模拟了钛合金切削过程,发现切削层表层晶粒尺寸变小。
学者们对切削表层温度、切削表层残余应力和切削表层材料晶粒变化等切削过程表层特性的相关研究还需要进一步的完善。本文以钛合金TC4 为研究对象,通过切削加工试验获工件已加工表层金相组织,观察与分析了表层晶粒随进给量变化规律。通过有限元仿真的方式获得切削后工件表层的温度场与应力场,分析了切削表面温度、切削表面应力与进给量的关系。将仿真试验与切削试验结果相结合,探究了切削表面温度与应力对TC4 切削表层晶粒的影响,分析随进给量变化的表层晶粒变形机理。
1 切削加工试验设计
1.1 车削试验
切削试验材料为TC4,其化学成分如表1 所示。采用普通车床CA6140 进行切削,刀片使用山特维克公司的硬质合金刀片,参数如表2 所示。
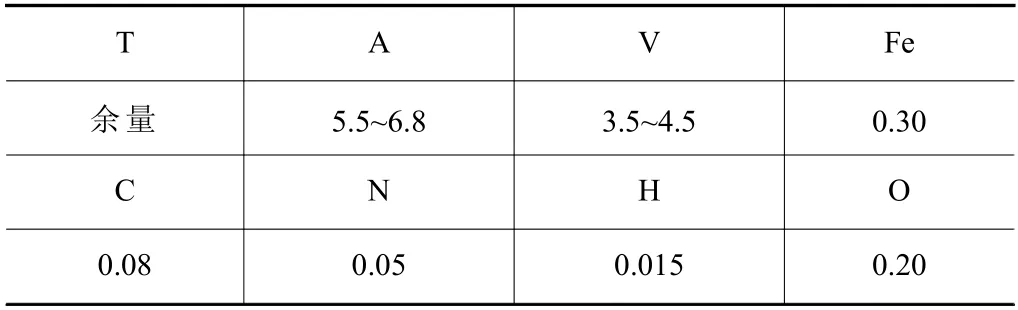
表1 TC4 材料化学成 (%)

表2 刀具几何参数
试验在切削速度v=98.14 m/min,切削深度ap=0.20 mm 一定的条件下,选择不同的进给量车削,参数如表3 所示。为了避免切削加工过程中刀具磨损等因素对试验结果的影响,每改变一次切削参数更换一次新的刀片。

表3 试验参数
1.2 金相试验
切削完成后,采用线切割方式,对应不同进给量,将工件沿轴向方向分割成小块,尺寸为10 mm×10 mm×2 mm,并进行镶嵌、研磨及侵蚀等处理,制备成金相试样,制备过程如图1 所示。之后,在金相显微镜下对表层金相组织进行观察,测量塑性变形层厚度,分析晶粒的变化情况。
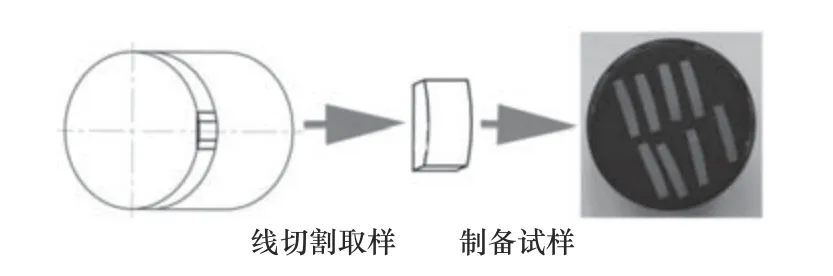
图1 金相制备过程
2 切削加工试验结果与讨论
不同进给量下表层微观组织金相图如图2 所示,晶粒发生弯曲拉长细化的部分为塑性变形层,由图可以很明显地看出,塑性变形层厚度随进给量增大而增大,越靠近表面,晶粒弯曲程度越大,伴随着晶粒细化现象,排列紧密。当进给量f=0.10 mm/r和0.15 mm/r 时,塑性变形层厚度分别约10 μm 和12.5 μm,如图2a、b,接近表面的晶粒略有细化,晶粒弯曲变形不明显。当进给量为0.20 mm/r 时,塑性变形层厚度约17.5 μm,如图2c,能够看出晶粒出现较为明显弯曲现象,存在晶粒细化。当进给量f=0.24 mm/r 时,塑性变形层厚度达到35 μm 左右,如图2d,晶粒弯曲现象明显,并且都朝向切削速度方向,越靠近表面晶粒被拉长越厉害,出现纤维化,靠近表面处堆积在一起。由图2 可以看出,变形层厚随进给量成增长趋势,并且增长速度逐渐增大,这说明进给量越大,表层塑性变形越明显,影响区域也越来越深。
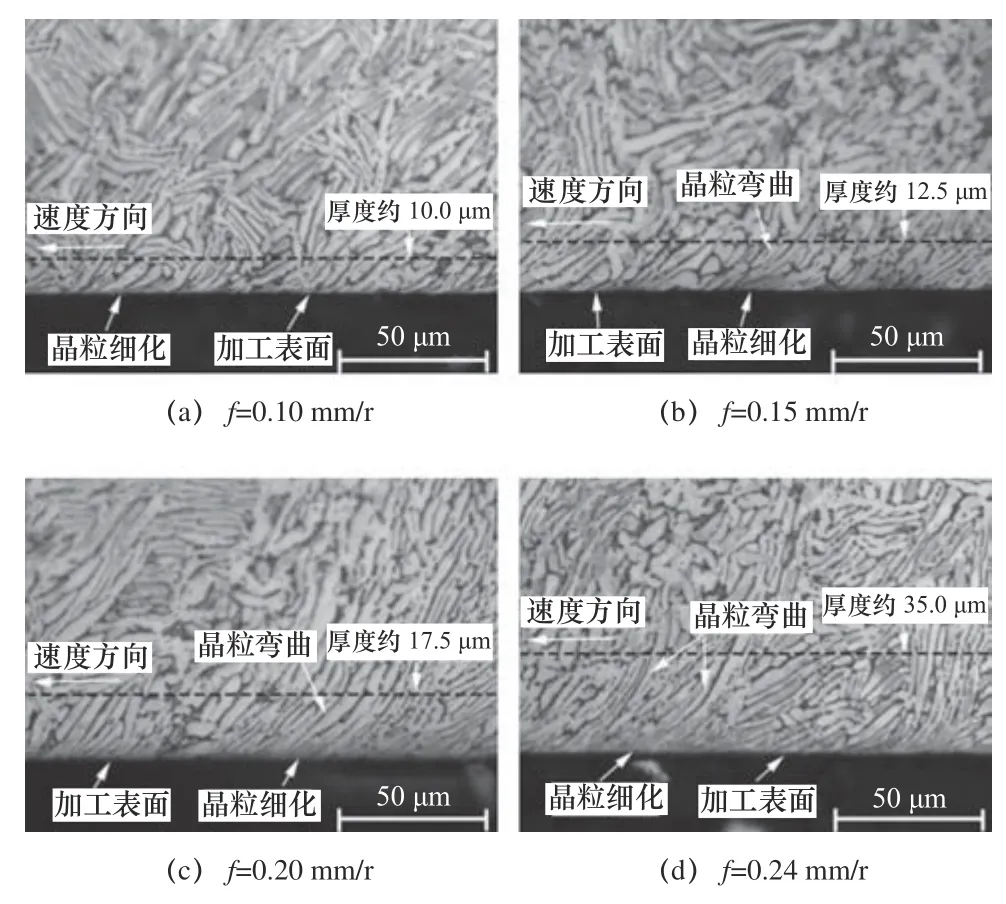
图2 不同进给量下表层微观组织金相图
表层金属在切削过程中产生强大的温度场和应力场。受切削热影响,表层温度会升高,材料出现热软化现象,容易发生塑性变形;受切削力影响,单位面积上的力随进给量增大,即表面受到的应力会增大,内部晶粒受到力作用产生抗力,容易出现错位和滑移。在热-力耦合作用下,原子受热活性增强,热运动加剧,处于不稳定状态,当晶粒遇到大的力,原子会沿应力场梯度方向转移到新的平衡态,产生热塑性变形。
3 有限元仿真试验设计
3.1 仿真模型建立
3.1.1 材料本构模型
在切削过程中,工件被高强度挤压摩擦,会有切削热和应力产生。为了探讨切削温度和应力对表层的影响,通过有限元仿真,模拟切削过程,得到不同进给量变化下表面温度和应力的变化规律[11]。有限元仿真过程经常用到材料本构模型,其中最常见的有幂函数本构方程、Zerilli-Armstrong 本构方程、Bodner-Parton 本构方程和Johnoson-Cook 本构模型。本次仿真通过ABAQUS 有限元软件完成,选用在材料应变、温度等方面具有强关联性且能够综合反映变形热力参数之间关系的Johnson-Cook 本构模型,其表述形式为

式中:σ为材料流动应力;A为初始屈服应力;B为硬化模量;C为应变系数;ε为塑性应变;为塑性应变率;为参考应变率;T0为室温;Tm为材料熔点;n为加工硬化指数;m为热软化系数。
试验材料的Johnson-Cook 本构模型参数如表4所示。

表4 TC4 的Johnson-Cook 模型参数
3.1.2 切屑分离准则
仿真分析切削过程,为保证切屑与工件的分离,选择ABAQUS/Explicit 动态断裂失效模型处理,选取Johnson-CooK 失效准则,该模型适合连续的金属切削,其模型可表示为
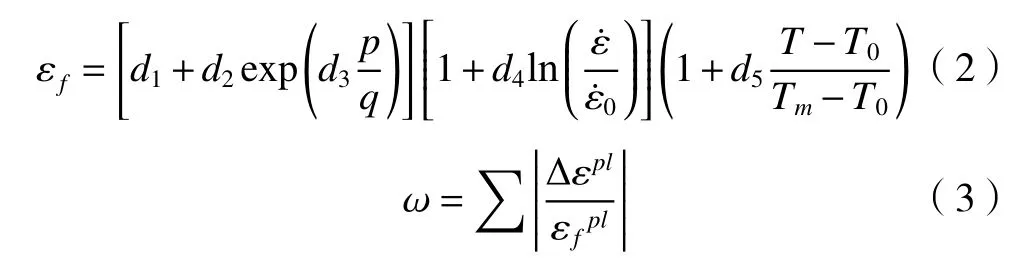
式中:εf为失效初始等效塑性应变;d1~d5为失效准则参数(如表5 所示);p为压应力;q为应力;ω为失效参数,当 ω值达到1 后,材料开始失效,直到完全断裂。

表5 TC4 的Johnson-Cook 失效准则参数
3.1.3 摩擦模型
刀具与工件材料摩擦会产生切削热,其中切削过程摩擦是一个复杂过程,其中主要为刀-工件摩擦和刀-屑摩擦。这个摩擦过程不仅存在表面的外摩擦,还有由于材料剪切滑移流动摩擦,因此采用最为广泛Colomb 摩擦模型,其表达式为

式中:τf为摩擦应力;μ为滑动摩擦系数;τmax工 件最大剪切应力;σn为法向应力。
3.2 几何模型建立
切削方式采用正交切削,刀具与工件二维仿真切削几何模型如图3a 所示,工件尺寸为1 mm×2 mm,刀具尺寸为0.4 mm×0.7 mm,前后角分别为0°、7°,固定工件,刀具自由移动,刀尖简化不设圆弧。工件和刀具都确定为热力耦合单元,使用自适应网格技术划分网格,工件网格数为7 750 个,刀具为606 个,为了提高仿真效率,材料上部切削层划分细小密集的网格,基体网格较大。设置初始温度为20 ℃,边界条件见图3b。
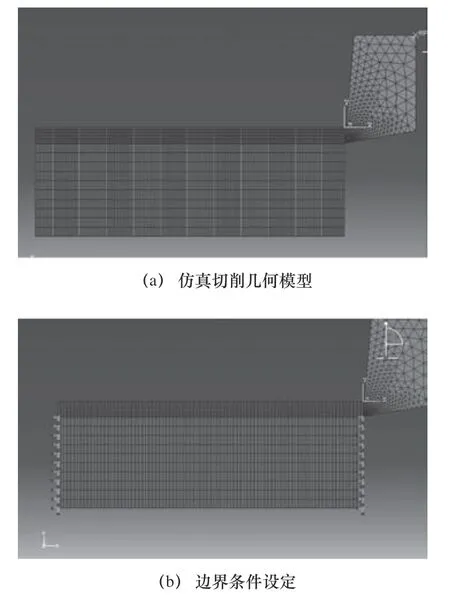
图3 正交切削有限元模型
3.3 仿真试验参数
仿真参数与切削试验的参数相同,控制切削速度98.14 m/min 和背吃刀量0.2 mm 不变,只改变进给 量,分 别为0.10 mm/r、0.15 mm/r、0.20 mm/r、0.24 mm/r,选取切削过后某一时刻表面温度和切削应力图像,进行研究与分析。
4 有限元仿真试验结果与讨论
4.1 表面温度分析
图4 是不同进给量下表层温度云图,将图中试验数据提取处理,进给量由小到大对应的最高温度依次为212 ℃、358 ℃、443 ℃和496 ℃,表层单元温度依次为126 ℃、174 ℃、267 ℃和378 ℃,依据数值生成表层最大温度和平均温度曲线(如图5)。由图4 和图5 可知,表层温度最高,由外到内,温度逐渐降低,随着进给量的增大,最大温度和平均温度都在升高,最大温度升高约280 ℃,平均温度升高约为250 ℃。这是因为随着切削的进行,当进给量增大时,材料去除量增大,产生大量切削热,导致表层温度升高。同时,切削过程热量会通过刀具和切屑传导,由于受到切削热以及高应变率的影响,切屑由带状切屑转为锯齿形切屑,锯齿化程度越来越明显,切屑分离不能及时带走热量,导致残留在切削表面的热量增多,温度升高。表层受热影响更容易发生塑性变形,所以,试验中观察到的表层金相组织变形层厚度随进给量增大呈现增大趋势。
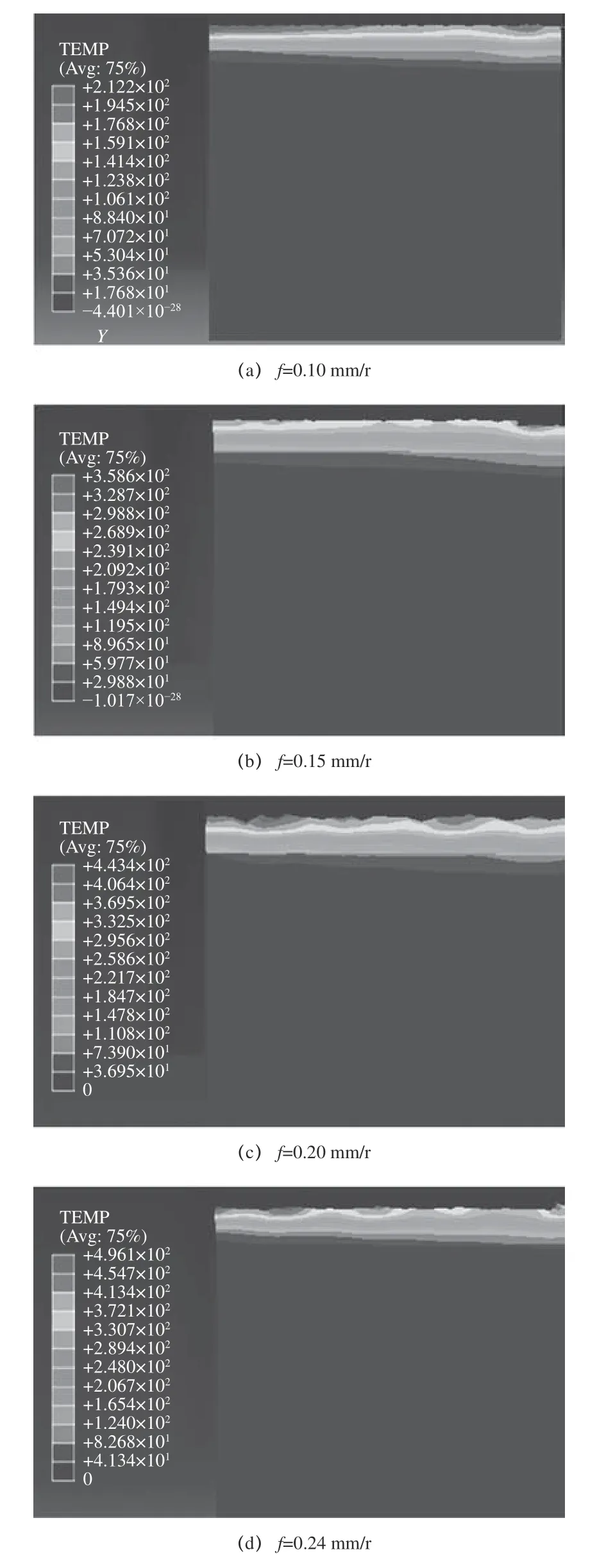
图4 不同进给量下切削表层温度云图
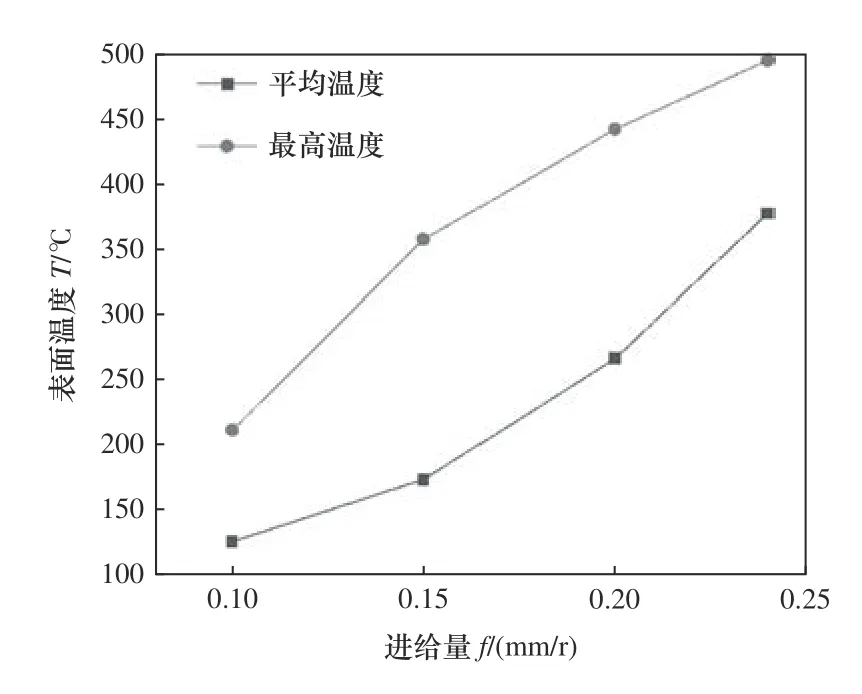
图5 不同进给量下切削表层最大温度和平均温度曲线
4.2 表面应力分析
图6 为不同进给量下切削表面应力云图,应力为切削过程中产生的切削应力,由仿真结果可以看出,距离表面距离越大,应力有先增大后减小的趋势,大的应力主要出现在距离表面有一定距离的部分区域。当f=0.1 mm/r 时,应力影响区域较浅,较大应力存在于靠近表面处,最大应力为864 MPa。随着进给量的增大,应力层逐渐向内部加深,影响区域扩大。当f=0.15 mm/r 时,最大应力出现在靠近表层的内部区域,最大值为1 177 MPa。当进给量f=0.20 mm/r、f=0.24 mm/r 时,最大应力值分别为1 240 MPa、1 494 MPa。经计算,进给量从小到大所对应平均应力依次为432 MPa、548 MPa、593 MPa、702 MPa。根据数据生成如图7 切削表层最大应力和平均应力曲线,结果显示:曲线呈增长趋势,最大应力增幅约为400 MPa,单元应力增幅约为300 MPa,增幅显著。一方面,切削过程实际上是材料去除的过程,当进给量不断增大,材料去除体积增大,产生更大的切削力,单位面积上的切削力更大,即表层切削应力也就更大。另一方面,随着切削的进行,当切屑与工件表面分离后,工件表面仍然存在着切削热,切削热量的残留会引起表层温度变化,造成材料表层温度分布不均,表层材料会产生不同程度的膨胀,切削过后不能及时恢复,会导致残余应力产生。正如表层微观组织金相图显示,晶粒距离表面越远变形程度越小,随进给量增大应力增大,晶粒变形层厚度也增大。
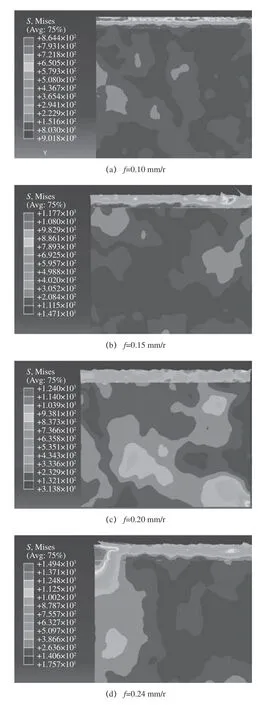
图6 不同进给量下切削表层应力云图
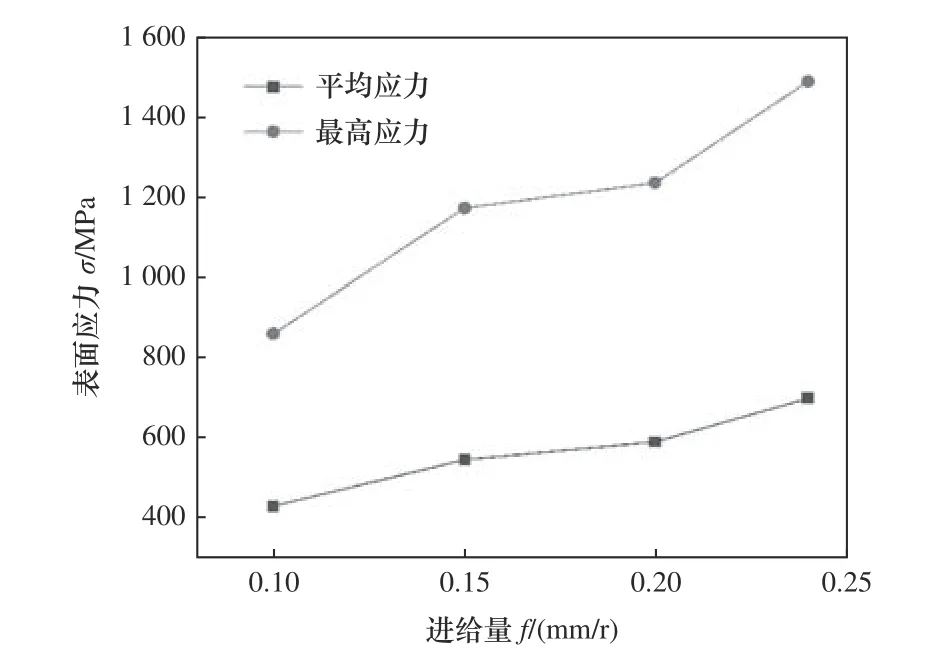
图7 不同进给量下切削表层最大应力和平均应力曲线
5 表层晶粒变形层研究与分析
切削加工过程受热力耦合作用,工件表层金相组织发生变化,表层晶粒塑性变形。由图2、图4和图6 的切削表层分析可以发现,随着进给量增大,越靠近表层的温度越高,材料热塑性越强,在切削力共同作用下,晶粒破坏越严重,表层的晶粒或被拉伸或被细化,晶粒变形程度不均匀,而此时内部金属主要表现为弹性变形。由胡克定律可知,材料的应力与应变成线性关系,弹性变形量越大,应力也就越大。表层金属受到外部切削热和切削力的影响,内部材料产生内力,以抵抗外部因素的作用,因此切削力越大,单位面积上抗力越大,应力就越大,晶粒塑性变形越严重。切削过后,外部作用因素逐渐消除,内层的晶粒受到表层限制不能立即恢复,导致残余应力产生,促使得表层材料产生变质。因此温度越高,应力越大,导致材料越容易塑性变形。
塑性变形层的显微组织形态是受温度、应变、应变率以及热力耦合等多种因素共同作用的结果,表层材料晶粒拉长、细化,甚至当温度超过相变温度时会出现相变,最终促成塑性变形层形成,也就是变质层[12]。将已加工表层塑性变形层进行细致划分,将最靠近表层晶粒变化较大的区域称为热变形区,除此之外的变质层区域称为塑性变形区。在热变形区内,晶粒形态变化明显,贴近表面的晶粒被拉长堆积到一起,这主要是因为表层温度由表层向内逐渐降低,越进阶表层温度越高,原子活动剧烈,遇到刀具和材料之间强烈的摩擦挤压,晶粒发生变形严重,细化程度也越强。塑性变形区内晶粒主要发生塑性弯曲扭转变形,内部晶粒受到表面晶粒的变形产生弯曲,越靠近内部受温度和力的作用越小,变形也逐渐减小。在热变形区和塑性变形区之间过渡区域内,由仿真结果显示应力较大,甚至高于最靠近表面处,此时这部分的晶粒受正处在弯曲、拉长的过渡阶段,晶粒变形程度不均匀,当拉长的晶粒恢复时,受到最表层大变形晶粒的制约无法恢复,导致内部抗力无法消除,从而会形成残余应力,而最表面的晶粒受高温影响,晶粒容易被破坏,有可能相变或重组,改善了表层晶粒变形的均匀性,残余应力反而会减小[13]。
6 结语
(1)切削加工后表层随进给量增大,塑性变形层变厚,晶粒变形程度增大,出现晶粒拉伸、细化、扭转等现象,并且进给量越大,变形影响区域扩大速度越快。
(2)模拟仿真结果显示:进给量增大,表面温度和应力都增大。在最表面温度最高,越往内部温度越低,而距离表面越远,应力则呈现先增大后减小的结果,在距离表面有一定距离处的应力较大。
(3)切削过程表层材料受温度影响被热软化,在切削力作用下发生不同程度塑性变形。受热力耦合作用,内部各部分之间产生抗力,单位面积上抗力越大,应力也越大,说明晶粒变形越厉害。切削后晶粒变形严重无法恢复,引起残余应力的产生。
猜你喜欢
海洋石油(2021年3期)2021-11-05
建材发展导向(2021年9期)2021-07-16
山花(2019年8期)2019-08-16
科学与技术(2019年17期)2019-04-16
科技创新与应用(2018年20期)2018-07-28
科技创新与应用(2017年2期)2017-02-09
科技与创新(2016年9期)2016-05-28
求知导刊(2016年1期)2016-02-18
中国高新技术企业(2015年25期)2015-07-24
