全自动缓存库关键技术及应用
2022-08-02 06:35张丹高家兴李伟
物流技术与应用 2022年6期
文/ 张丹 高家兴 李伟
近年来,中国经济进入转型升级的新阶段,“工业4.0”加速发展,智能制造、柔性加工技术等理念在制造行业逐步推广应用,在诸多因素催化之下,智能仓储物流装备的研发和应用成为中国物流装备行业发展的新趋势。
一、全自动缓存库的用途及发展现状
全自动缓存库是一种新型的自动仓储设备,主要用于存放生瓷片、盘料等薄片形状类物料,该设备可实现物料自动出入库,而且能与共烧陶瓷(LTCC/HTCC)基板数字化车间进行对接联网,实现智能制造。由于生瓷片需要存放在恒温恒湿的环境下,该缓存库还可以通过增加温湿度控制系统实现内部温湿度的恒定,适用于对存储环境具有温湿度特殊要求的物料。
目前,国内外还没有应用在智能制造生产线上针对生瓷片存放的设备,传统的LTCC生产线生产过程中生瓷片都是在恒温恒湿柜中存放,无法实现线上自动化生产。中电二所设计的生瓷片缓存库能够与智能制造线对接,实现物料在线上自动出入和存放,该设备还能有效控制物料存储环境,满足生瓷片对存储环境的需求。
二、全自动缓存库的工作原理及结构
1.全自动缓存库的工作原理
全自动缓存库以特定的托盘为存储单元,采用伺服控制技术,由上下两个行走伺服电机通过同步驱动带动行走机构做水平运动,由提升伺服电机通过带动货叉机构做垂直升降运动,由货叉机构上的伸缩伺服电机和旋转伺服电机同时驱动货叉做挂取运动。通过上述三维运动可将指定货位的货物取出或将货物送入指定货位。入货时,则由入货机构的输送伺服电机和气缸定位组件共同将料盘送到入货口指定位置,再由货叉机构取走;取货时,则由货叉机构将指定料盘送到出货口,再由出货机构的伺服电机将料盘输送到下个工序。所有伺服电机采用绝对值编码器定位,采用总线控制方式,控制系统还配备条码识别系统、监控系统,通过工控机与LTCC基板智能生产线的服务器进行数据交换,实现由整个智能生产线的MES系统和SCADA系统对全自动缓存库的控制管理和状态监控。
2.全自动缓存库的结构
全自动缓存库的外形是一个长方体(见图1),结构由骨架、底座、行走机构、货叉机构、入货机构、出货机构、面板、货架、电气控制系统等部分组成(见图2)。

图1 全自动缓存库的外形

图2 全自动缓存库的结构
(1)骨架:所有立柱、横梁均采用铝合金型材,受力稳定、均匀,确保满足承载的情况下尽可能使整个设备的重量轻量化。
全自动缓存库电气控制系统由可编程控制器(PLC)、IO模块、通讯模块、人机界面(工控机)、传感器、条码识别系统、监控系统、网络交换机等部分组成。
(2)行走机构:行走机构由上下2个水平运动模组和1个垂直运动模组组成,上下2个模组由2个伺服电机采用同步方式驱动(见图3、图4)。
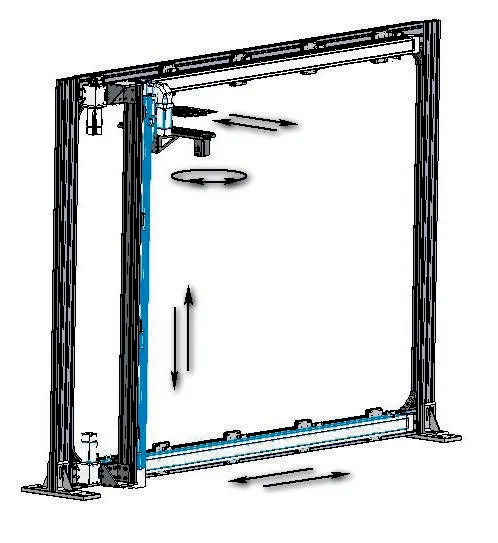
图3 行走机构示意图

图4 行走机构实物图
(3)货叉机构:货叉机构是全自动缓存库的关键部件,该机构由取货板、滑轨、旋转电机、伸缩电机等部分组成(见图5、图6)。货叉往同侧方向运动时,只需伸缩电机动作;而货叉往相反侧(180°方向)运动时,旋转电机驱动取货板转动180°,在旋转电机动作的同时,伸缩电机也进行动作。
由于跨境电商在个人、企业交易的背后是国与国之间的贸易。因此跨境电商在交易环节的复杂程度远比国内电商高得多。由于需要海关、检验检疫、物流等多方主体的参与,在审查、对账、通关等方面也需要花费大量的人力物力成本。因此从事跨境电商的企业除了需要应对跨境物流、汇率等不确定性因素以外,还要打通诸多环节,从而推高了经济成本和时间成本。

图5 货叉机构示意图

图6 货叉机构实物图
(4)入货、出货机构:进出货口由皮带传送部件和物料定位部件组成(见图7),物料入库时,由传输线送过来的物料通过进出货口的皮带传送到缓存库入口,然后通过气缸定位装置将物料定位后,再通过行走机构将物料存放到某个货位;物料出库时,由行走机构从某个货位将物料送到出货口,通过皮带传送部件将物料送入传输线。
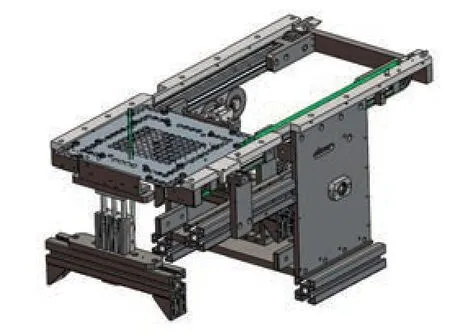
图7 入货机构示意图
(5)货架:货架骨架均采用铝型材,在确保货架强度和承载的同时,既能满足安装精度要求,又能达到减轻设备重量的目的。货架采用模块化设计思想,将整个货架分成三个模块:左框架模块、右框架模块和标准框架模块,如果想扩大存储容量,只需要在左、右模块中间加入标准框架模块即可。物料存放层格为不锈钢板制作,不锈钢板采用激光切割和钣金折弯加工,具有良好的尺寸一致性,能保证安装精度(见图8)。

图8 货架和不锈钢层隔板
(6)电气控制系统:全自动缓存库电气控制系统由可编程控制器(PLC)、IO模块、通讯模块、人机界面(工控机)、传感器、条码识别系统、监控系统、网络交换机等部分组成(见图9)。
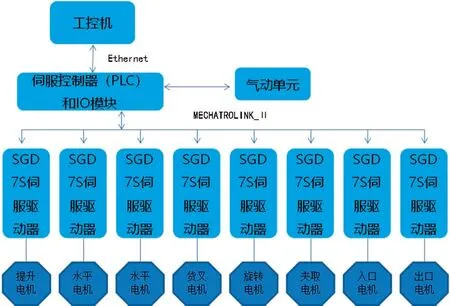
图9 全自动缓存库电气控制系统示意图
三、全自动缓存库的主要技术参数
1.外形尺寸:2 7 5 0 m m(长)×1250mm(宽)×2200mm(高);
2.托盘尺寸:2 3 5 m m(长)×235mm(宽);
3.物料容量:880片;
4.提升运行速度:1.0m/s;
5.水平运行速度:1.5m/s;
6.定位精度:±0.5mm;
7.货格层间距:20mm;
8.存储节拍:15s/次。
四、控制系统设计的关键技术
全自动缓存库控制系统以工控机为控制中心,主要由运动控制、气动控制、条码识别、监控系统和存储管理软件系统等组成(见图10)。运动系统控制伺服电机实现各运动部件的高速精确定位;气动控制通过控制真空电磁阀的动作完成料盘的就位准备;条码识别则是采集物料的基本信息(见图11);监控系统实时显示和记录全自动缓存库内部动作情况,并具有回放功能(见图12);存储管理软件系统与智能生产线的MES系统和SCADA系统对接,使全自动缓存库能够对物料进行自动化存取管理,达到全自动的控制效果。为达到全自动存储、智能存储的功能,运动控制、条码识别、存储管理软件设计为控制系统设计重点。
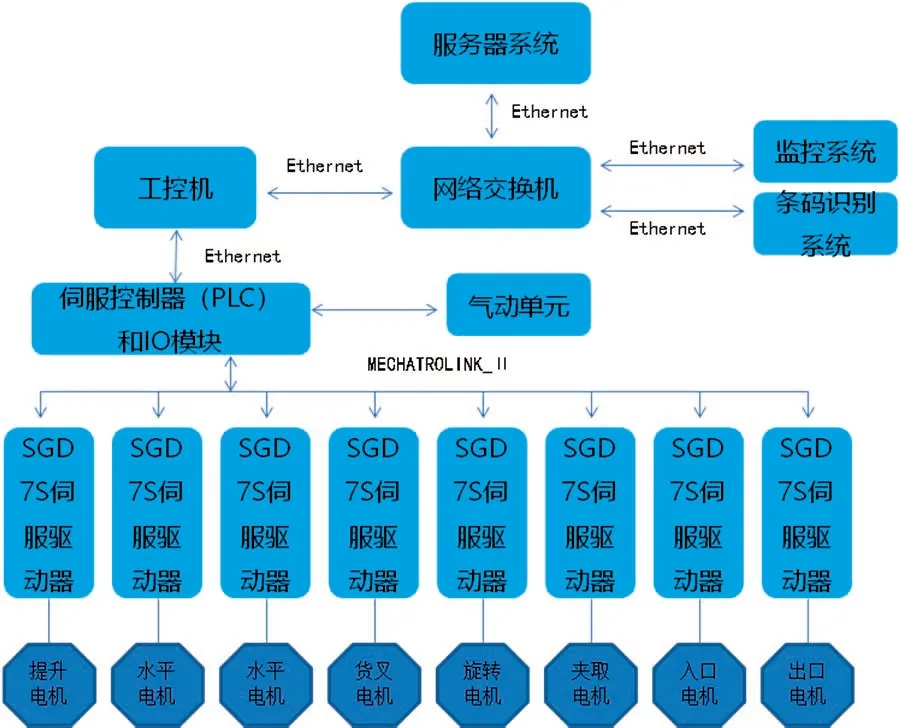
图10 全自动缓存库控制系统网络示意图

图11 全自动缓存库出入货口及条码识别系统

图12 全自动缓存库内部监控系统
1.控制系统的硬件及网络组成
(1)运动控制系统部分:安川PLC+通讯模块+IO模块、伺服驱动器+伺服电机+绝对值编码器+传感器信号反馈校验,运动控制采用总线控制技术,PLC与IO模块及各伺服驱动采用MECHATROLINK方式进行通讯。为确保全自动缓存库高速高效存储和精确定位,行走机构采用上下2台伺服电机同步差补运行方式,实现高速运行,水平运行速度可达1.5m/s。
(2)条码识别部分:二维条码识别系统通过网络交换机,以Ethernet方式与工控机进行通讯。
(3)工控机存储管理软件部分:工控机由工控机(人机界面)与PLC通过Ethernet方式进行通讯,工控机(人机界面)与条码系统、监控系统以及远程服务器均采用Ethernet方式进行通讯。
2.存储管理软件设计
存储管理软件采用C#语言开发,以数据库SQL SERVER2008作为平台,可方便嵌入企业ERP系统中,实现网络化的管理。中电二所共烧陶瓷(LTCC/HTCC)基板数字化车间的全自动缓存库主要与SCADA系统进行数据处理(见图13),入库时,全自动缓存库接收到上游设备来料,完成入库或设备状态改变时,调用SCADA服务接口,向SCADA系统上报入库物料信息和设备当前状态;出库时,SCADA系统根据缓存库下游设备物料需求下达出库任务指令,调用全自动缓存库WEBAPI服务接口,全自动缓存库将相关数据信息写入,并执行物料出库任务。
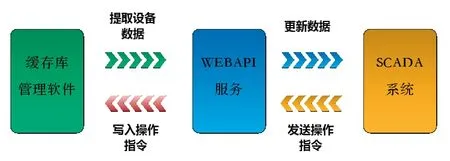
图13 全自动缓存库与SCADA系统数据处理示意图
在全自动运行状态下,当传输线有物料过来时,存储管理系统通过条码系统读取物料上的二维码,获取该物料生产批号、时间等基本信息,并在数据库内进行数据对比,计算出合理的存放位置,然后控制运动系统将物料存储在缓存库内部,同时将该物料的基本信息与存储位置记录在数据库内。取料时,生产线的服务器下达出料指令,将要出库的物料基本信息发送到存储管理系统,缓存库存储管理系统通过对比内部数据库资料,找到该物料的存取位置,控制运动机构将该物料自动取出,并通过出货机构输送至下个工艺,在输送的同时,出货口条码系统读取物料信息,通过存储管理系统记录出库信息,同时通过网络发送至远程服务器。全自动缓存库自动操作软件界面,如图14。全自动缓存库入库流程,见图15。
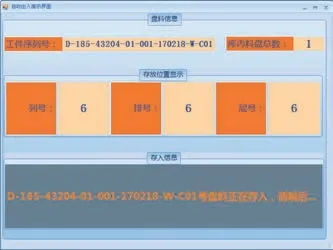
图14 全自动缓存库自动操作软件界面

图15 物料入库流程图
全自动缓存库出库流程,见图16。

图16 物料出库流程图
五、结语
中电二所研制的全自动缓存库与共烧陶瓷(LTCC/HTCC)基板数字化车间产线深度融合,通过自主研发库存管理系统和整线SCADA控制系统,全面覆盖缓存库及各设备的工单、生产、报警及质量管控等相关信息,可根据需要定制化选择模块,对产线整体的运行控制,实现生产线设备在线的调度和控制,实现了无人化全自动出入库操作和信息化管理,在提高生产效率的同时,也节约了人员成本,减少了人为因素而出现的各种状况,提高了生产线运行的稳定性。同时,对于存储环境要求更高的生瓷片基板,中电二所研制的全自动缓存库可通过充氮气和加装洁净房空调方式,使缓存库内部环境湿度控制在±1%,温度控制在±1℃,对缓存库内部的生瓷片基板进行恒温恒湿存储,满足产线特殊工艺要求。
就目前情况来看,全自动缓存库系中电二所在微电子和三代半导体智能制造领域首创,国内尚未有相同产品。从中电二所LTCC基板智能生产线实际使用情况来看,应用效果很好,实现了生瓷片的自动化存储和信息化管理。从目前市场的需求信息分析,全自动缓存库同样适用于其他智能生产线和物流配送线,如太阳能行业、电子行业等。当然,针对不同用户,全自动缓存库仍有需要改进和完善的地方,如与机器人和AGV智能搬运车相结合,实现不同物品的拣选和存放。
总之,随着智能制造技术革新,自动仓储行业正向着全自动化、智能化方向发展,而全自动缓存库也将逐渐在各行各业得到普及应用。
猜你喜欢
南方农机(2021年1期)2021-01-20
发明与创新·中学生(2020年1期)2020-08-03
现代营销·理论(2019年10期)2019-09-10
数码世界(2018年3期)2018-12-22
电子制作(2018年17期)2018-09-28
电脑知识与技术(2016年21期)2016-10-18
燕山大学学报(2015年4期)2015-12-25
印刷技术·数字印艺(2015年7期)2015-08-31
中国高新技术企业(2015年16期)2015-04-30
现代电子技术(2015年5期)2015-03-31