
直接电加热滚塑工艺的传热分析
2022-08-01 01:13刘学军
中国塑料 2022年7期
刘学军
(北京工商大学人工智能学院,北京 100048)
0 前言
滚塑工艺是一种塑料成型工艺,相比于其他的塑料成型工艺具有很多优势。如模具和生产设备的成本较低,塑料制品几乎无内应力,不产生变形、开裂,尤其适用于制造形状复杂的中空形制品[1]。但滚塑工艺也具有能耗较大、成型周期较长的缺点。在传统的滚塑工艺中,一般是由燃烧机生成热空气,然后再由风机将其送入烘箱内,热空气通过强迫对流将热量再传递给放在烘箱里的模具。由于固定模具的模架和转臂会吸收一部分热量,另外烘箱的壁面和门以及泄压孔也会向外散热,因此很多热量并没有被模具和模内的粉料吸收,而是被浪费掉了。GHOSH K[2]分析计算了烘箱外壁面以及从烘箱泄露出的热空气通过自然对流和辐射方式向周围环境散去的热量,并估计了在传统滚塑工艺中的热能消耗率。WRIGHT M J[3]认为在采用传统加热方式的滚塑工艺中,大概只有不到5 %的热能被真正用来加热模内粉料。
针对滚塑工艺能耗大的缺点,近些年来一些研究者提出了不同的滚塑加热方式,以提高热能利用效率并缩短滚塑制品的成型时间。Monzon等[4]对滚塑模具采用改进后的油加热方式,并通过CFD 软件对模具和模内温度进行仿真计算,其计算结果与其实验结果吻合较好。他们认为与传统滚塑工艺的加热方式相比,改进后的直接油加热方式可使得滚塑工艺的能耗下降至少70%,成型周期缩短50%。但也承认采用直接油加热方式的模具成本较高,另外模具表面温度的均匀性也比传统的热空气对流换热方式要差。Mcdowell等[5]提出了采用电加热烘箱来加热滚塑模具,认为在消耗相同热能的前提下可以最多缩短40%的成型时间。但他们提出的加热方式并非是通过导热直接对模具进行电加热,因此与本文所采用的滚塑加热方式不完全一样。
理论上对滚塑模具直接进行电加热应该能减少滚塑加热阶段的能耗,同时也便于对滚塑的工艺过程进行自动化控制,从而提高生产效率。本文的实验是采用直接电加热的滚塑工艺来制造氢气瓶,首先通过实验来测量模具的表面温度、模内温度和所消耗的加热电能,然后据此对该滚塑工艺进行传热分析。本文主要有两个研究目的,一是研究采用该工艺时模具温度和模内温度随时间的变化规律以及模具表面温度分布的均匀性。在直接电加热的滚塑工艺中,加热丝的发热量是以导热方式传给模具,这与前述烘箱里热空气通过对流加热模具的方式不同。目前还不确定直接电加热方式对模具表面温度分布的均匀性有何影响,也未见前人有这方面的研究。二是计算直接电加热滚塑工艺所消耗的各部分热能,通过一些评价指标来比较研究在采用该工艺时不同的实验情形对经济性和加热速度的影响。因为对模具采用直接电加热方式时,滚塑工艺的加热阶段消耗了绝大部分的电能,因此本文只研究加热阶段,即从温控加热箱开关通电到断电之间的这一段过程,该过程所花费的时间称为加热时间。
1 实验部分
1.1 主要原料
线性低密度聚乙烯,LL9641U,粉料,表观密度为317 kg/m3,真实密度为938 kg/m3,熔点为130 ℃,熔体流动速率为4 g/10 min,热导率为0.1 W/(m·K),泰国PTT有限公司。
1.2 主要设备及仪器
温控加热箱,CHNT ET-100,正泰仪器仪表有限公司;
滚塑机,单臂L-1000,温岭旭日滚塑科技有限公司;
无线测温仪,XRMN-09,温岭旭日滚塑科技有限公司;
热电偶,K 型,0~600 ℃,泰州易斯特电热仪表有限公司;
电加热模具,铸铝,温岭旭日滚塑科技有限公司。
1.3 实验方案
如图1所示,首先在温控加热箱面板上设置好加热温度,该加热温度为热电偶所测的模内温度。在温控加热箱的开关闭合后,嵌入模具表面的加热丝开始通电加热。当模内温度上升到预先设置的加热温度时,温控加热箱就断电停止加热,滚塑工艺的加热阶段随即结束。所以前述的加热时间就是从开始加热到模内温度升高到预设的加热温度时所花费的这一段时间。滚塑模具固定在滚塑机的模架上,绕双轴转动,其转速可由滚塑机的控制台调节。
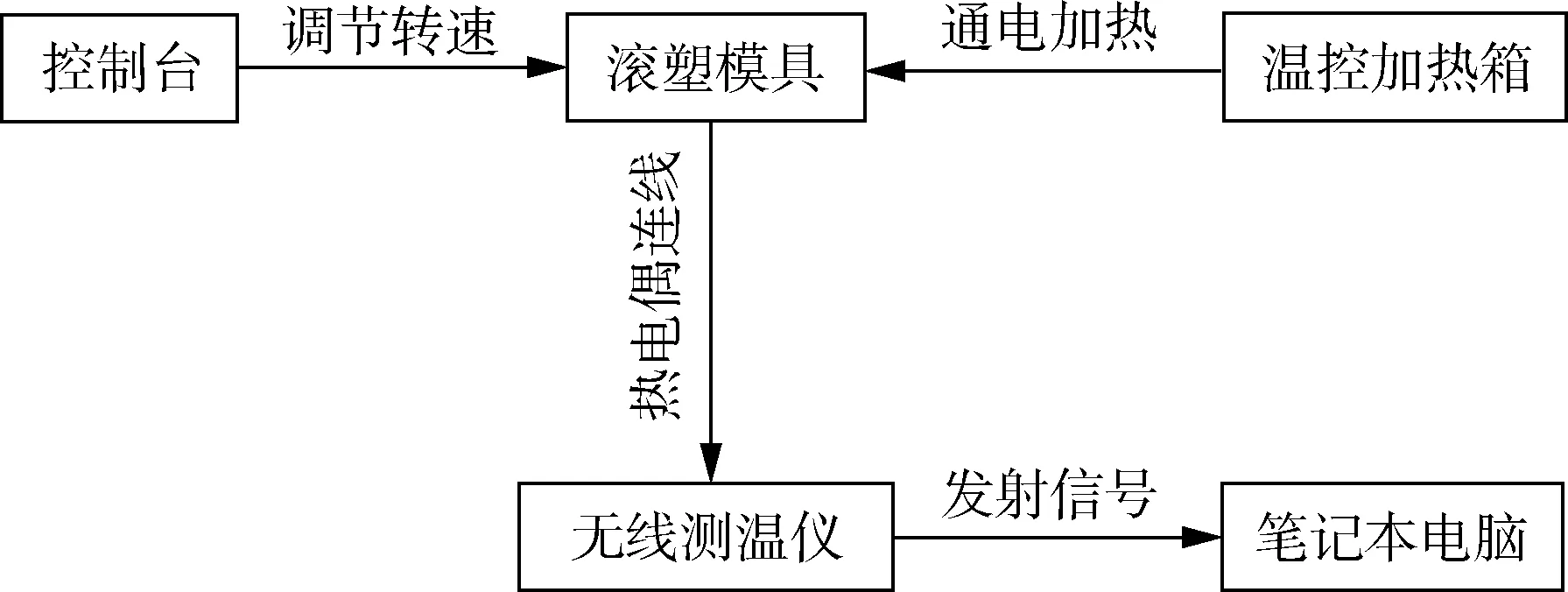
图1 实验方案的示意图Fig.1 Schematic of experimental plan
如图2所示为直接电加热的滚塑模具,在其表面上加工出4 mm 宽的凹槽,用来埋设电加热丝。在模具表面的A、B、C 处布置了3个热电偶测点以测量在模具表面不同位置的温度。此外还有一根热电偶线伸入模具的内部,用来测量模内温度。该热电偶的探头距离模具的内壁面大约为50 mm,因此所测温度实际上是模内的空气温度,而不是模内粉料的温度。热电偶线与无线测温仪相连,后者将测量结果以无线网络信号的形式发射出去,笔记本电脑接收信号后将测量结果存储到一个Excel文件里用于后续的实验数据处理。

图2 直接电加热的滚塑模具Fig.2 Rotational mold heated by electricity directly
1.4 实验参数及3种实验情形
电加热丝的最大功率为700 W/m,滚塑机的内、外轴转速分别设定为7 r/min 和2 r/min。成型制品氢气瓶的剖面形状和尺寸如图3 所示,其厚度δ分别为5、10、15 mm。
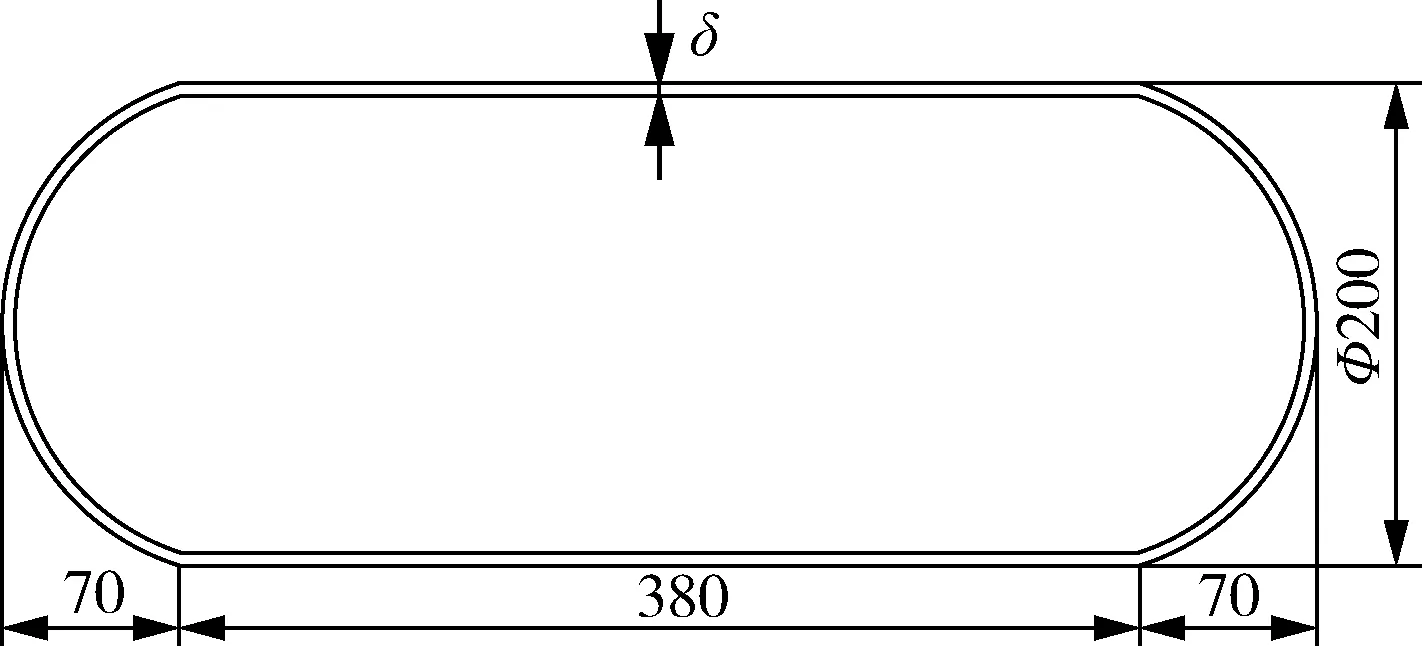
图3 氢气瓶的剖面形状和尺寸Fig.3 Cross section and dimension of hydrogen tank
如表1所示,在情形1、2、3下进行了实验,这3种情形分别对应不同氢气瓶的厚度、模内粉料的质量和设置的加热温度。由于氢气瓶的厚度或模内粉料的质量以及加热温度会直接影响在滚塑加热阶段的各部分能耗和热能利用的效率,因此有必要将它们选为对滚塑电加热工艺进行传热研究的变量参数。
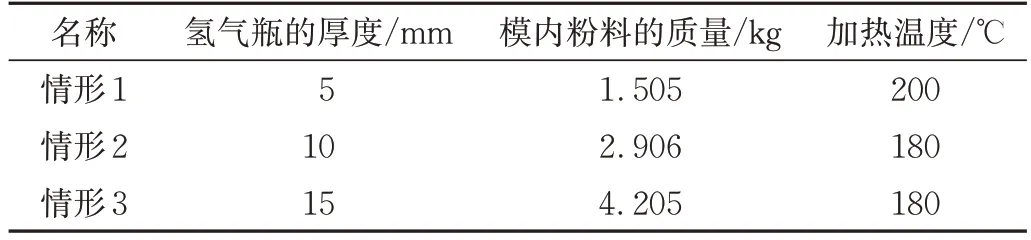
表1 3种实验情形Tab.1 Three experimental cases
2 结果与讨论
2.1 模具外表面温度及模内温度
图4 显示了对于情形1,在模具外表面A、B、C 3 个不同位置处的温度随时间的变化规律。可以看出与情形1 预先设置的加热温度200 ℃相对应的加热时间为16 min。由图4还可以看出,模具表面的温度随时间先是快速升高,在4 min时升高的速率开始明显变缓,到10 min后温度升高的很慢。这是因为在4 min 时模具的平均温度升到了大约140 ℃,高于粉料的熔点,说明此时模内已有少量的粉料开始熔融。粉料在熔融时需要额外吸收潜热用于完成相变,吸收的热量变得很大,从而使得模具吸收的热量变少了,致使其温升变慢。
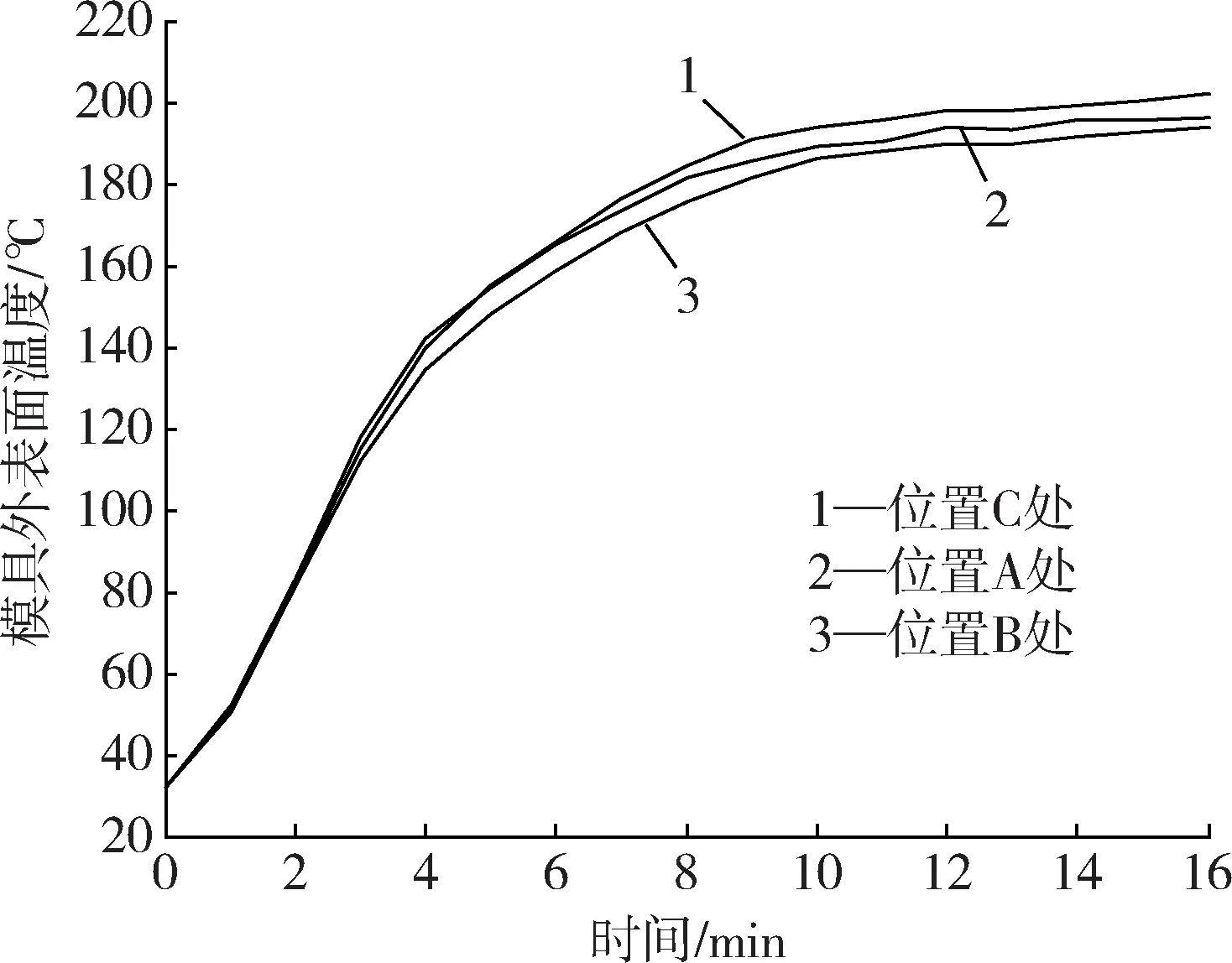
图4 在情形1下模具外表面温度的实测值Fig.4 Tested temperature at the outer surface of the mold in case one
由于温控加热箱采用PID 控制模式,因此其输出功率随时间是变化的。在加热刚开始时,由于模具和模内温度都较低,此时输出功率很大,相当于满负荷输出。等到二者温度比较高时,输出功率就会自动调的较小,这也是到加热阶段后期模具温升很慢的主要原因之一。当模内的全部粉料接近完全熔融时,模具的温度没必要继续升的很高,此时只需要让温控加热箱输出少量的功率使模具能够处于蓄热保温的状态即可。同时模内温度还能随时间继续升高,即让模内已熔融粉料的温度能继续升高,从而尽可能地将其内部的气泡排出[6]。
从图4 还可以看出,在4 min 之前,A、B、C 3 处的温差很小,到了4 min之后,这3处的温差开始变大。在整个加热阶段,A、B、C 3处的最大温差可高达8 ℃。这说明在模内粉料开始熔融之前,模具表面温度分布的均匀性很好。因为此时模内粉料和空气的混合物与转动的模具内壁面发生强迫对流换热,翻滚的混合物可以把模具上温度较高地方的热量分散到温度较低的地方,从而使得模具的表面温度分布趋于均匀。但在模内粉料开始熔融后,黏附在模具内壁面上的熔融塑料层就把模具与模内的混合物分隔开了,而熔融层的热导率很小,流动性又差。因此模内混合物的对流换热无法再影响模具温度分布的均匀性,而模具的材质、结构形状、尺寸大小以及电热丝的布置方式和密集程度成了影响模具表面温度分布均匀性的主要因素。大部分滚塑模具的结构形状比较复杂,尺寸也比较大,另外出于成本的考虑,也不可能将电热丝密集布置到模具的所有地方。因此在粉料开始熔融后,模具的表面温度分布会变得越来越不均匀。
在本实验中,由于采用的是热导率较高的铝制模具,另外模具的结构形状也不复杂,尺寸也比较小,所以其表面温度分布的均匀性还不算太差。位置B 的温度是模具表面3 个测量位置处最低的。这是因为位置B 离模具的顶部最近,在这里安装了较厚的模架和开模机构以便于固定模具并在整个滚塑工艺结束时开模取出塑料制品。而模架和开模机构通过导热从与其直接接触的模具表面处带走了一小部分热量致使其附近的位置B处的温度偏低一些。模具表面温度的分布是否均匀会直接影响到滚塑成型的氢气瓶的厚度是否均匀,对于内部需要承受一定压力的氢气瓶,不均匀的壁厚会削弱其强度。因此如何改进模具的结构设计以及工艺参数以提高模具表面温度分布的均匀性应该是未来直接电加热滚塑工艺的重要研究之一。
图5显示了在3种情形下实验测得的模内温度随时间的变化规律,可见情形1、2、3 的加热时间分别为16、25、56 min。从图5还可以看出,模内温度先是随时间快速升高,到了某个时间点的升温速率开始明显变慢,过了一段时间后升温速率再次变大,直到温度升高到预先设置的该情形下的加热温度为止,加热过程结束。
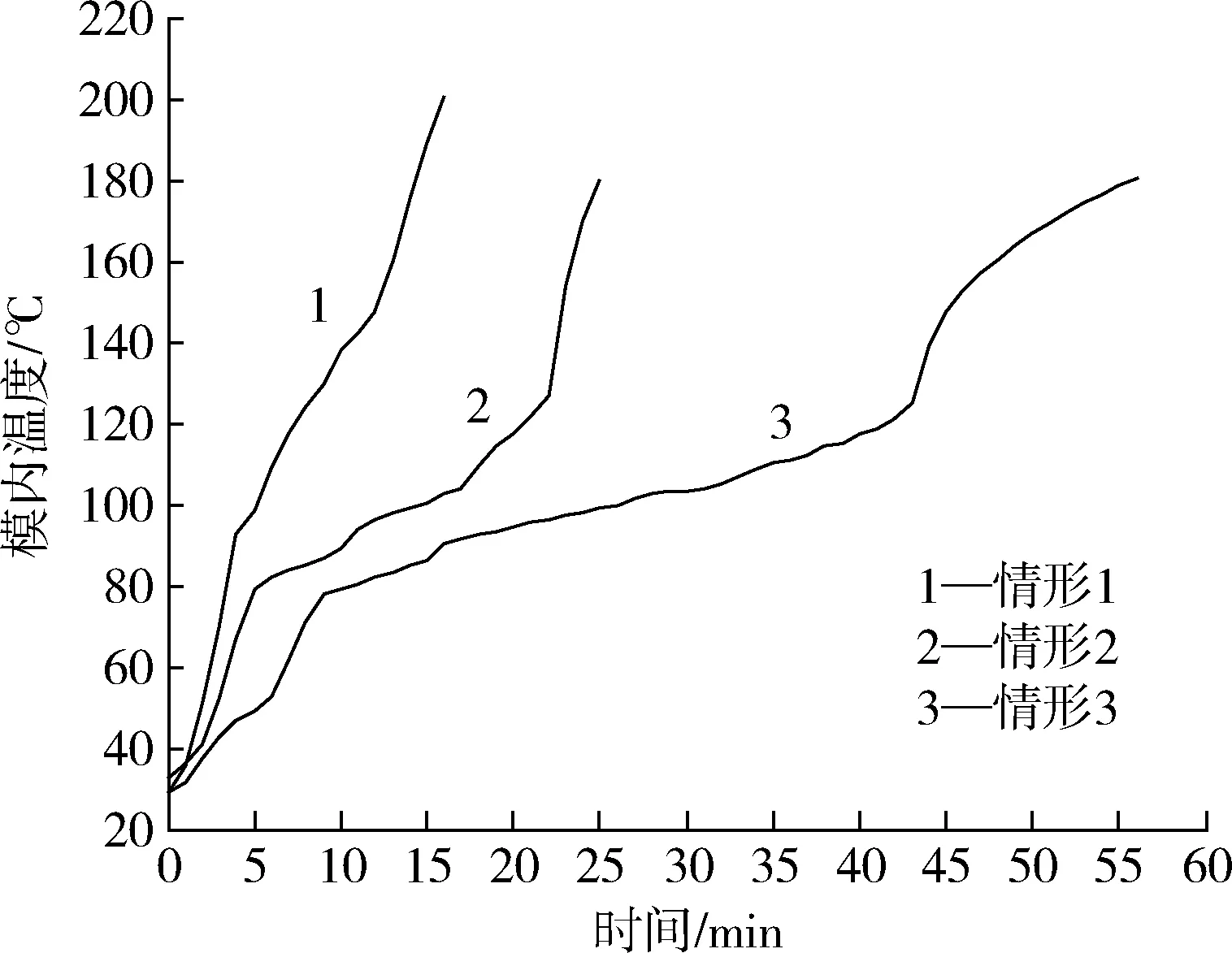
图5 模内温度的实测值Fig.5 Tested temperature inside the mold
对于情形1,模内升温速率在4 min 时明显变慢,说明此时模内粉料开始熔融,这与前述图4 中模具的升温速率在此时变缓是相对应的。到了12 min 时模内温度再次开始快速上升,说明此时粉料已经全部完成熔融,不再需要吸收额外的相变潜热,从而使得模内空气吸收的热能变多了。因此可推断在情形1 粉料熔融所花的时间大约是8 min。同理由图5 可推断出对于情形2,粉料在5 min 时开始熔融,在22 min 时完成熔融,熔融过程所花的时间大约是17 min。对于情形3,粉料在9 min 时开始熔融,在43 min 时完成熔融,熔融过程所花的时间大约是34 min。在表2 中,熔融过程所花的时间称为熔融时间。从全部粉料完成熔融到加热阶段结束所经历的时间称为保温时间。
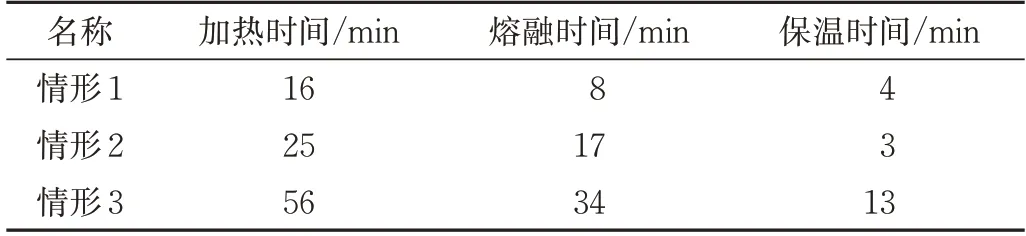
表2 3种实验情形下的加热时间、熔融时间和保温时间Tab.2 Heating time,melting time and holding time in three experimental cases
2.2 有效热能和无效热能
本实验还测量了在3 种情形下加热阶段分别消耗的电能,简称为加热电能E。当模具被直接电加热时,一部分加热电能被模具、模内粉料以及模内空气吸收了。因为这部分热量是在滚塑工艺中为使模内粉料完成熔融并且保温去除气泡所必需的,因此称之为有效热能Qe。为便于后续的冷却,模具的外表面并没有覆盖隔热材料,而是直接暴露在环境空气中。因此会有一部分加热电能传递给周围环境以及模架等附件被浪费掉了,这部分热量称为无效热能Qi。
有效热能Qe的计算公式如式(1)所示。由于模内空气质量很小,因此在计算中其吸收的热量忽略不计。

式中cm——模具的定压比热容,J/(kg·K)
cp——粉料的定压比热容,J/(kg·K)
L——粉料的熔融潜热,J/kg
Mm——模具的质量,kg
Mp——粉料的质量,kg
Tm——加热阶段结束时模具的温度,℃
Tp——加热阶段结束时粉料的温度,℃
Tm0——模具的初始温度,℃
Tp0——粉料的初始温度,℃
式(1)的计算参数如下:模具材料的比热容cm=904 J/(kg·K)[7]。粉料的比热容随其温度会发生变化,根据文献[8]的DSC 实验测得粉料在室温下其比热容为1 910.7 J/(kg·K),当粉料温度高于134 ℃时其比热容为2 491.7 J/(kg·K),本文采用二者的平均值为cp=2 201.2 J/(kg·K)。粉料的熔融潜热L=180 000 J/kg[9]。模具的质量Mm=9.26 kg,粉料的质量Mp在3种情形下是不一样的,详见表1所示。
严格来讲无效热能Qi包含三部分,即模具通过辐射换热传给环境壁面的热量Qr,模具和模架等附件通过对流换热传给环境空气的热量,以及模具通过导热传给模架等附件的热量。后两部分无效热能之和统称为对流换热部分Qc。因此如式(2)所示。

考虑到模具的表面积远小于其环境壁面的面积,因此模具表面上每单位时间发射给环境壁面的辐射热流Φ1,2可以采用如式(3)计算[7]。

式中A——模具的外表面面积,m2
Tw1——模具的外表面温度,K
Tw2——环境壁面的温度,K
ε——模具表面的黑度
式(3)的计算参数如下:铝模具的表面黑度为ε=0.25。图2 所示的电加热模具的外表面积为A=0.485 m2。在情形1 模具的外表面温度Tw1由实验测得,详见图4 所示。环境壁面的温度就是模具所在生产车间的壁面温度,取实验当天的室温为Tw2=25 ℃。由式(3)得出的模具表面的辐射热流随时间的变化规律显示在图6 中。由于模具表面每单位时间发射出去的辐射热流与其绝对温度的四次方成线性比例关系,因此对比图4 可以看出,该辐射热流随时间的变化规律与模具表面温度随时间的变化规律在趋势上是一致的。都是在加热初期,该辐射热流随时间急剧增大,而到了加热阶段后期,随时间增加显著变慢。
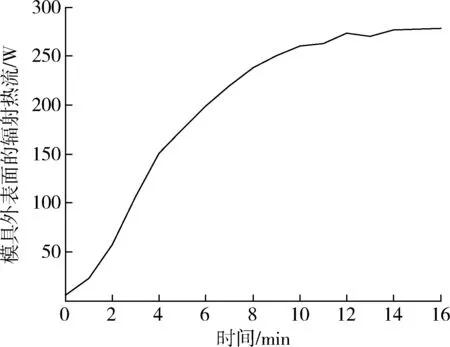
图6 在情形1下模具外表面的辐射热流随时间的变化规律Fig.6 Variation of radiation heat flux at the outer surface of the mold with time in case one
将式(3)计算出的辐射热流Φ1,2在整个加热时间段进行积分,即通过式(4)可计算出无效热能中的辐射换热部分Qr。

式中的Δt为实验测得的加热时间,详见表2 所示。然后再将由式(1)和式(4)分别计算出的Qe和Qr代入式(2)可计算出无效热能中的对流换热部分Qc。对于情形1,上述各项能耗以及两部分无效热能在加热电能的占比分别显示在表3 中。由该表可知模具和模架等附件通过对流换热传给环境空气的热量在加热电能中的占比相当高,这是未来对电加热滚塑工艺采取进一步节能措施所需要考虑的关键因素。

表3 情形1的E、Qe、Qr、Qc以及Qr/E和Qc/ETab.3 E,Qe,Qr,Qc and Qr/E and Qc/E in case one
2.3 3种情形在经济性和加热速度方面的比较
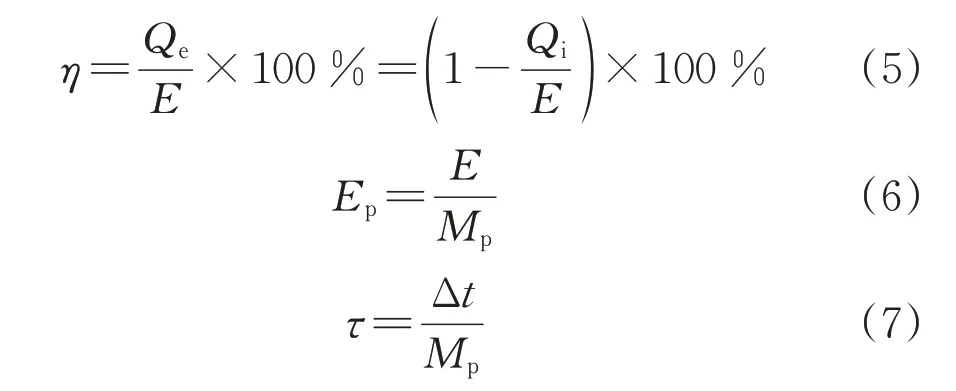
为比较3 种实验情形在经济性和加热速度方面的优劣,本文定义了3个指标参数——热能利用率η、加热每单位质量粉料所消耗的电能Ep及加热每单位质量粉料所需的时间τ,其计算公式分别如式(5)~(7)所示。
由表4 可以看出,情形2 的热能利用率η最高,不仅远高于传统的热空气对流换热方式,而且也高于其他两种情形。另外由于设置的加热温度较低,因此加热每单位质量粉料所消耗的电能Ep以及所需的时间τ也少于其他两种情形。情形1 的热能利用率只比情形2 低一点点,所以从节能角度来讲也是有优势的。但其加热每单位质量粉料所消耗的电能都高于情形2 和3,这是因为情形1 设置的加热温度高于情形2 和3,也就是说模内空气需要升到更高的温度加热阶段才停止。另外所加热的粉料质量又少于情形2 和3,所以虽然其热能利用率较高,但加热每单位质量粉料的能耗最大,加热每单位质量粉料所需的时间也较长。
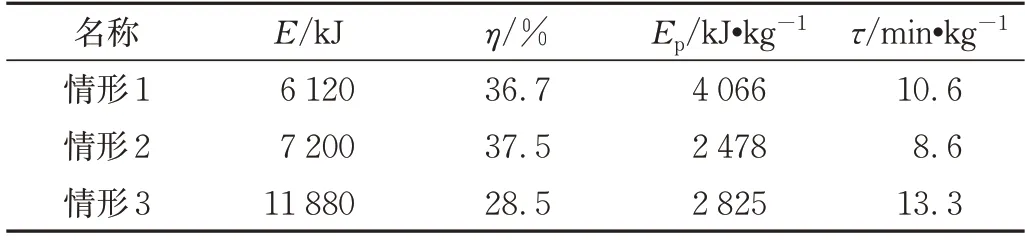
表4 3种实验情形下的E、η、Ep和τTab.4 E,η,Ep and τ in three experimental cases
如表1 所示,情形2 和情形3 设置的加热温度都是180 ℃,差别只是情形3 的模内粉料比情形2 的多。比较这两种情形在表4中的数据可以看出,在相同的加热温度下,随着模内粉料质量的增大,热能利用率η变小,加热每单位质量粉料所消耗的电能Ep和所需的时间τ都增加。这是因为随着模内粉料的增多,加热时间会变长,在整个加热阶段模具和模架等附件通过辐射和对流换热产生的无效热能即式(5)中的Qi会随之增大。与此同时,式(5)中的加热电能E也会随之增大。从表2 可以看出,情形3的加热时间比情形2 长31 min,但其中有10 min 都是在保温过程多出来的时间。而在保温过程,粉料已全部完成熔融,温控加热箱所输出的电能要远少于在保温前的加热过程。所以随着模内粉料质量的增加,加热电能E增大的要比无效热能慢,因此根据式(5)可知热能利用率η会随着粉料的增多而减小。
综合考虑电加热滚塑工艺的经济性和加热速度,情形2应该是最好的。但由表2看出情形2的保温时间最短,只有3 min。保温时间较短会使得滚塑制品内的气泡来不及消除,从而影响制品的外观形象,并削弱制品的力学性能。CRAWFORD R J[10]认为当模内温度被加热到180 ℃时,理论上需要保温6 min 才能完全消除制品内的气泡。显然情形2的保温时间是不够的,因此未来有必要修改情形2,将预设的模内加热温度再提高一些进行实验,以延长保温时间,但付出的代价是可能会使得其热能利用率降低一些。
3 结论
(1)通过实验测量了直接电加热的滚塑模具在加热阶段的表面温度和模内温度以及所消耗的电能,通过传热分析分别计算了各部分能耗和热能利用率等指标参数;
(2)该滚塑模具表面的温度分布具有一定的不均匀性,在加热阶段的最大温差为8 ℃;
(3)情形1,模具外表面通过辐射换热传给环境壁面的热能占加热电能的3.1 %,模具和模架等附件通过对流换热传给环境空气的热能占加热电能的60.2%;
(4)情形2 的热能利用率为37.5%,是3 种实验情形中最高的;在相同的模内加热温度下,热能利用率随模内粉料质量的增大而减小。
猜你喜欢
高分子材料科学与工程(2022年8期)2022-11-02
中国特种设备安全(2022年6期)2022-09-20
特种油气藏(2022年3期)2022-08-02
陶瓷(2022年6期)2022-06-23
科技视界(2022年9期)2022-04-09
农业机械学报(2021年3期)2021-04-13
建材发展导向(2020年16期)2020-09-25
疯狂英语·新阅版(2019年6期)2019-09-10
佛山陶瓷(2017年7期)2017-09-06
汽车维护与修理(2016年9期)2016-04-11
