
扭力梁弹簧托盘多向侧切修边工艺及模具设计
2022-07-27 03:07黄志武刘德林黄苏刚
模具工业 2022年7期
0 引 言
扭力梁悬架是轿车中最常见的后悬架形式,由弹簧托盘、螺旋弹簧、扭转梁、减震器等部件组成。其中减震器、螺旋弹簧及连接衬套与车身连接,弹簧托盘一方面要承托螺旋弹簧,另一方面提高了车轮与大梁之间的刚度,其对整车减震与操控稳定性能有重要影响。
4.2 品种选择 临沭地瓜种植主要以鲜食品种为主,种植面积最大的品种为苏薯8号(俗称小花叶);其他品种有来福一号、红香蕉、小黄瓤、济薯26、烟薯25等。
弹簧托盘一般采用汽车结构钢制造,其常规加工方法为:首先将坯料拉深成形,加工相应形状,拉深次数由工件的成形高度决定;然后通过冲裁修边获得翻边前形状,再进行翻边、冲孔、精修边等工序得到成形后零件。在常规加工工艺中,各工序是一模单件生产,尤其是修边工序,实际生产中以普通单件及单方向冲裁居多。现基于常规加工工艺中容易出现的质量不稳定及生产效率低的问题,提出了新的修边工艺。
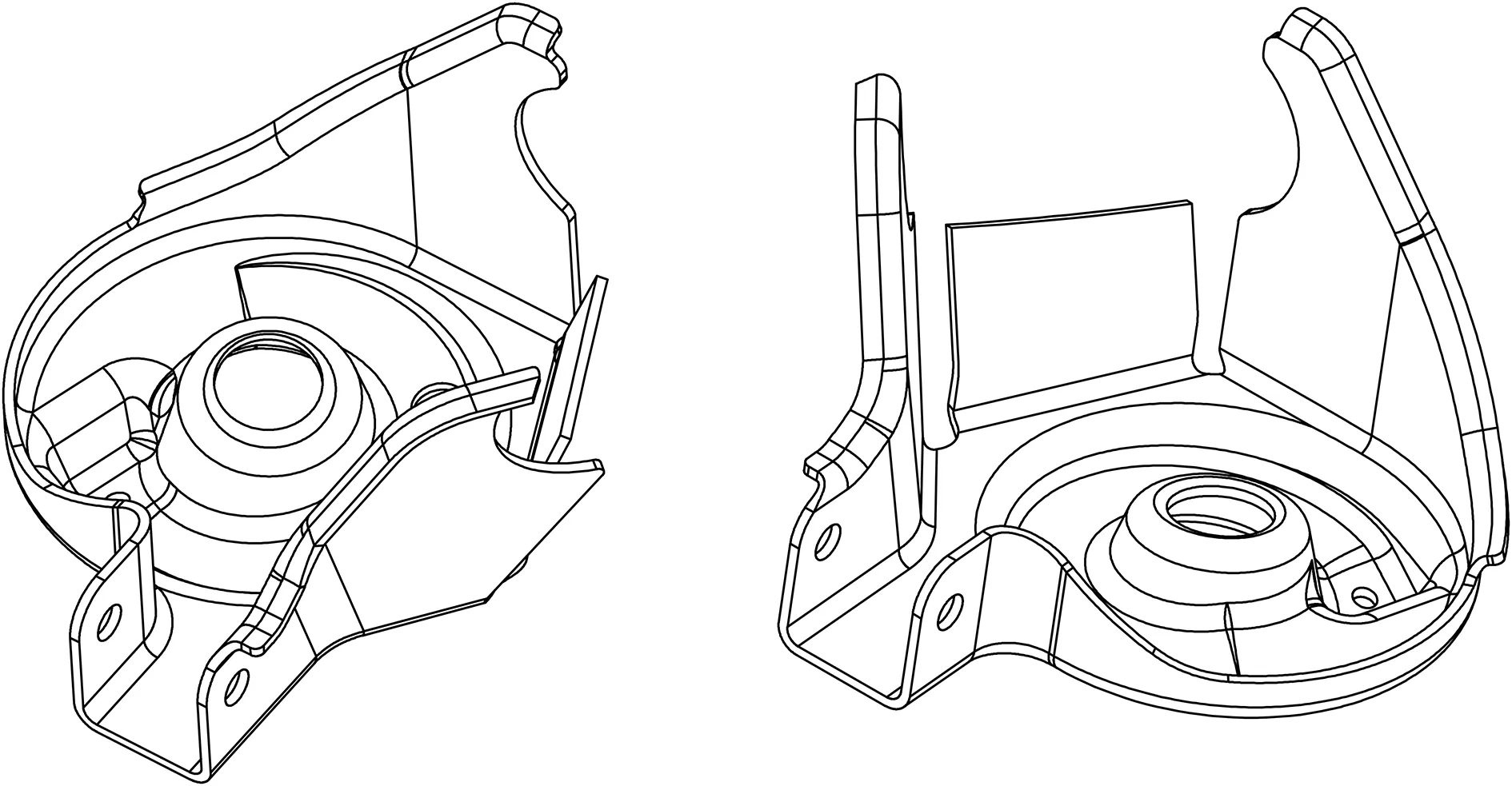
某车型扭力梁弹簧托盘采用厚度为3.0 mm的热轧酸洗SAPH440冲压成形,然后通过相应部位与左、右纵臂焊接成一体,最终组成扭力梁悬架。弹簧托盘结构如图1所示,零件外形不规则,除螺旋面及螺旋面上的孔外,其余部位为左右对称。因坯料在拉深过程中各处金属流动比较复杂,而且工序件也不能准确定位,导致坯料展开理论尺寸与实际偏差较大,所以为保证零件成形尺寸,在成形后还要进行相应部位的修边或切边。
1 零件结构
扭力梁弹簧托盘两侧的圆弧及中间尾边焊接在纵臂上,靠此承载螺旋弹簧。弹簧托盘底部中心设有1个圆锥形凸台,该凸台是螺旋弹簧的定位中心,凸台周边是一个凹腔,用于放置螺旋弹簧。弹簧托盘后边及两侧的翻边较高,且两侧翻边顶部还有裙边,后部圆弧形状则是要冲切的部位。为保证纵臂与弹簧托盘焊接可靠,减少热影响,降低应力以避免纵臂和托盘焊接处开裂,需提升扭力梁质量和强度,这对弹簧托盘两侧圆弧及尾边的技术要求较高。
由于零件两侧圆弧尺寸为空间尺寸并相互有一定的关联性,传统的单工序冲裁工艺存在多次定位的误差,不能同时保证零件两侧及对应空间尺寸的稳定。此外,单侧冲裁容易造成模具单向受力,影响模具零件间隙及使用寿命,最终影响弹簧托盘成形质量,因此普通冲裁方式及传统模具难以满足弹簧托盘的成形要求。
项目档案管理分为项目管理单位、项目承担单位。其中,项目管理单位负责项目申报、项目协议、项目阶段汇报、项目结题汇报等档案的存档与管理;项目承担单位负责项目实施中产生的服务、宣传、财务、督导等有关资料的存档与管理。
2 修边工艺设计
(4)模具运行过程中凸模导向块始终为修切凸模进行导向,保证了刃口的稳定性,1模2件同时加工保证了左、右工件尺寸的一致性。
(1)将左、右工件翻边朝下,分别放入凹模及定位块的定位芯处进行定位。
(2)上模随压力机滑块向下运行,上压料板在弹力作用下先压紧工件,上斜楔组件下行与相应的下斜楔组件接触,并推动第一修切凸模和第二修切凸模运动,直至完全进入修切凹模,完成左、右工件的侧切修边。
(3)工件侧切修边后,压力机滑块带动上模复位,此时下斜楔组件带动修切凸模复位,而工件在顶料器组件的作用下被推出,即可将工件从定位芯取出。
(2)明确工作职责,从单兵作战转变到团队协作,比如河海大学通过对“五老”队伍和受众的双向细分达到有的放矢的效果。首先通过建立、完善相关数据库,梳理出每位老同志的资源优势,如专业特长、人生阅历、工作经验等;其次,细分受众,通过对大学生、青年教师问卷调查、当面访谈等,了解受众的不同需求;最后,由关工委提供平台,针对性成立“学业成绩”“科研攻关”“心理咨询”“帮困助学”“职业规划”等小组,取代效率低下的“点对点”帮助模式,代之以“面对面”的高效帮助模式。
通过对零件结构及关键特性进行分析,可以采取1模2件、多向冲裁、对称布置的斜楔式冲模设计,使左、右工件翻边朝下放置,在多个方向对4条翻边进行同步冲裁。经确定后的扭力梁弹簧托盘修边工艺流程如下。
该方式采取一次性压紧定位,可以同时对2个弹簧托盘两侧圆弧进行修边,保证了各边的空间尺寸及相对的位置关系,避免了多次定位对零件成形质量造成的影响,提高了生产效率。由于模具结构是对称布置,规避了单向受力对模具零件间隙及稳定性的影响,保证了模具的使用寿命和整体稳定性能。
3 模具结构及设计特征
扭力梁弹簧托盘多向侧切修边模如图2所示,左右对称布置,4个位置同步冲裁。凹模固定座及定位块作为一个整体,左、右定位芯按一定距离对称分开,凹模固定座及定位块的底部镶入下模板对应的凹槽内以保持整体稳定性。凹模及定位块与工件侧边所对应的部位加工相应形状,用于第一修切凹模和第二修切凹模等镶件的固定,各镶件通过螺钉及销钉紧固。
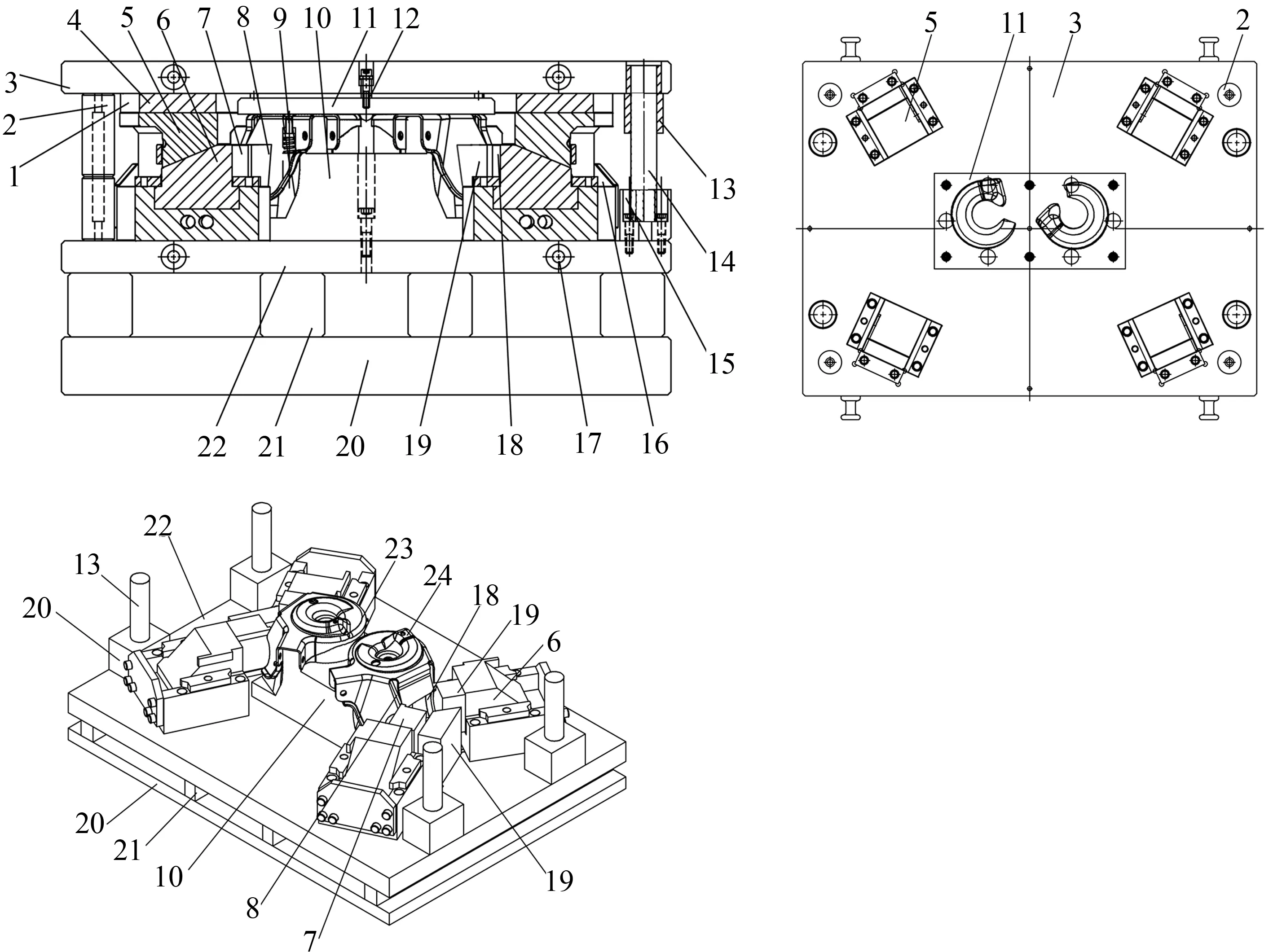
(2)下模结构:下斜楔组件6通过螺钉及销钉固定在下模座22,第一修切凸模7和第二修切凸模19分别通过螺钉及销钉固定在下斜楔组件6的活动端,凹模及定位块10通过螺钉及销钉固定在下模座22中部,第一修切凹模8和第二修切凹模18分别通过螺钉及销钉固定在凹模及定位块10上,凹模及定位块10内部设有顶料器组件9,吊柄17旋入上、下模座两侧,凸模导向块16过盈配入下模座22中,并由螺钉加强固定,导柱14与导柱底座15的孔过盈配合,导柱底座15由螺钉和销钉固定在下模座22上。
首先老师在平台发布项目导学,介绍word2013的学习必要性以及该项目的教学要求,并列出详细的知识导图,便于学生对该项目知识点的把握。在具体的任务学习过程中又分为以下几步:
(1)上模结构:限位柱组件2通过螺钉固定在上模座3底面,上斜楔挡块1和上斜楔垫板4通过螺钉和销钉固定在上模座3上;上斜楔组件5通过螺钉及销钉固定在上斜楔垫板4底面并与上斜楔挡块1紧靠。上压料板11通过螺钉配合螺钉限位套12与上模座3固定,导套13通过过盈配合固定在上模座3相应孔内。
(2)上压料板11为活动式结构,其底部根据工件外形设置压料面,上部附有弹簧,与螺钉限位套12配合起压料及卸料作用。
4 模具设计要点
(1)上斜楔挡块1紧靠上斜楔组件5,主要作用是抵挡生产过程中上斜楔组件5所受的反作用力。
“哎呀,傻妹子,怎么就没关系呢。杨连长可是老刀一手带出来的。老刀在河北路上捡到他,那时他还是个大毛孩,一路南征北战出生入死,他们是知根知底的难兄难弟。活到今天,很不容易啊。所以,听句姐的劝,错不了。”向阳花站起身,拉一把田志芳,“回去吧,要不老刀和杨连长等着急了。回家,你自个儿琢磨琢磨姐今天说的话,看有几份道理不?”
(3)左弹簧托盘23和右弹簧托盘24腔体朝下,按空间位置尺寸分别套入凹模及定位块10所在的仿形定位芯中。自由状态下因顶料器组件的作用,工件处于顶起状态,当压力机滑块下行,上模压紧到位时工件与凸模贴合。
(3)凹模及定位块10一方面作为所有修切凹模的固定基座,另一方面作为弹簧托盘的定位芯,顶部及周圈具有相应的定位形状,其内部合理布置了弹性顶料器组件。
在高中语文教材中,存在很多优秀文章,能够实现对于学生审美能力和创新能力的培育。教师可以借助于多媒体的教学形式,将有关图片、音频或者视频进行综合呈现,并对其中的优美词句进行深入分析[3]。学生在身临其境感受到自然美的同时,可以增强对于美的创造能力。
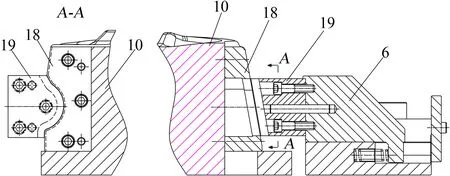
(4)第一修切凹模8、第二修切凹模18固定在凹模及定位块10的两端,凹模型面应与工件所对应的修切面相贴合,其固定方式及刃口形状如图3所示。
(5)模具左、右侧各设置一个凸模导向块16,两侧面分别与第一修切凸模7和第二修切凸模19的外侧面贴合,这样可以对修切凸模进行导向,而且在冲切时可以抵挡冲裁工件所产生的侧向挤压力,提高冲切刃口的稳定性。
(6)多向侧切修边模工作时斜楔组件应同时运动,前后左右各处刃口同步冲裁工件。当限位柱组件贴合时,左、右工件各边应完成冲切。
5 结束语
经过实际生产证明,该加工工艺与多向侧切修边模的应用保证了弹簧托盘各边的空间尺寸及相对位置关系,弹簧托盘使用性能达到要求。一次性压紧定位避免了多次定位对零件成形质量造成的影响,对称布置的模具结构规避了单向受力对模具零件间隙及稳定性的影响,延长了模具的使用寿命,1模2件布局提高了生产效率。该工艺实用及推广性较强,对类似零件的工艺及模具设计具有参考价值。
[1]姜奎华.冲压工艺与模具设计[M].北京:机械工业出版社,2011:61-67.
[2]刘德林.螺旋弹簧座切边工艺及模具设计[J].模具工业,2019,44(5):16-18.
[3]吴金华,史新芳.翻边整形模压料机构设计[J].模具工业,2019,44(5):37-41.
[4]郭喜禄.安装支架成形工艺分析与模具设计[J].模具工业,2020,45(11):18-20.
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
保健与生活(2020年1期)2020-05-07
机器人产业(2020年1期)2020-04-16
商情(2020年4期)2020-03-23
新高考·高一物理(2016年10期)2017-07-07
数字技术与应用(2016年11期)2017-02-09
发明与创新·大科技(2016年11期)2016-11-19
科技资讯(2016年9期)2016-05-14
科技资讯(2014年26期)2014-12-03
中学生数理化·八年级物理人教版(2014年2期)2014-04-02
