基于PLC和触摸屏的干燥窑控制系统*
2022-07-21 02:57季广港刘建磊
自动化技术与应用 2022年6期
季广港,刘建磊,林 立
(山东交通学院轨道交通学院,山东 济南 250000)
1 引言
回转干燥窑是生产稀土抛光粉的重要设备,目前国内大多数企业都是通过现场的智能仪表实现对回转干燥窑的控制,然而智能仪表在现场占地面积大、价格昂贵、操作复杂,越来越不能满足高效率生产的需要。
随着科技的飞速发展,越来越多的机器与现场操作都趋向于使用人机界面,而PLC控制器强大的功能及复杂的数据处理也要求有一种功能与之相匹配而操作简单的人机界面。触摸屏的出现无疑是21 世纪自动化领域一个巨大革新[1]。可编程控制器(PLC)和触摸屏结合在恶劣的生产环境中,其稳定性及抗干扰性较智能仪表有明显的优势[2]。所以触摸屏和PLC结合使用将会实现一个双赢的效果。
触摸屏是一种十分方便的人机交互方式,其操作速度快、节约空间,同时能够减少开关、仪表等数量,对于实现PLC应用的可视化、灵活化有着重要的意义[3]。
2 系统的组成
采用S7 1200 CPU 1215 DC/DC/DC和西门子触摸屏组成的系统控制回转干燥窑的温度和流量。用K 型热电偶作为温度传感器测出干燥窑的温度信号(热电偶测出信号为mV 级的电压信号),然后将这个较小的温度信号送入温度变送器将其转换为4-20mA的电流信号;用流量计测出干燥窑的流量信号并将其转换为4-20mA电流信号;将这两个电流信号分别送入PLC 的模拟量输入端,经过PLC 的处理,PLC 会输出两个4-20mA 的电流信号来分别控制燃气阀门和流量阀门的开度大小,系统通过控制燃气阀门和流量阀门开度分别控制通入干燥窑中天然气和相关介质的数量,从而实现对干燥窑温度和流量的控制。在控制阀门开度的同时,还要将阀门开度信号送入PLC 模拟量输入通道,以便检测燃气阀门和流量阀门的实际开度。在PLC数字量输入端子上要分别设置变频器通电、运行、故障指示等端子以及系统启动模式(手动/自动)的设置;在PLC数字量输出端子上要设置报警功能。控制系统组成框图如图1所示。
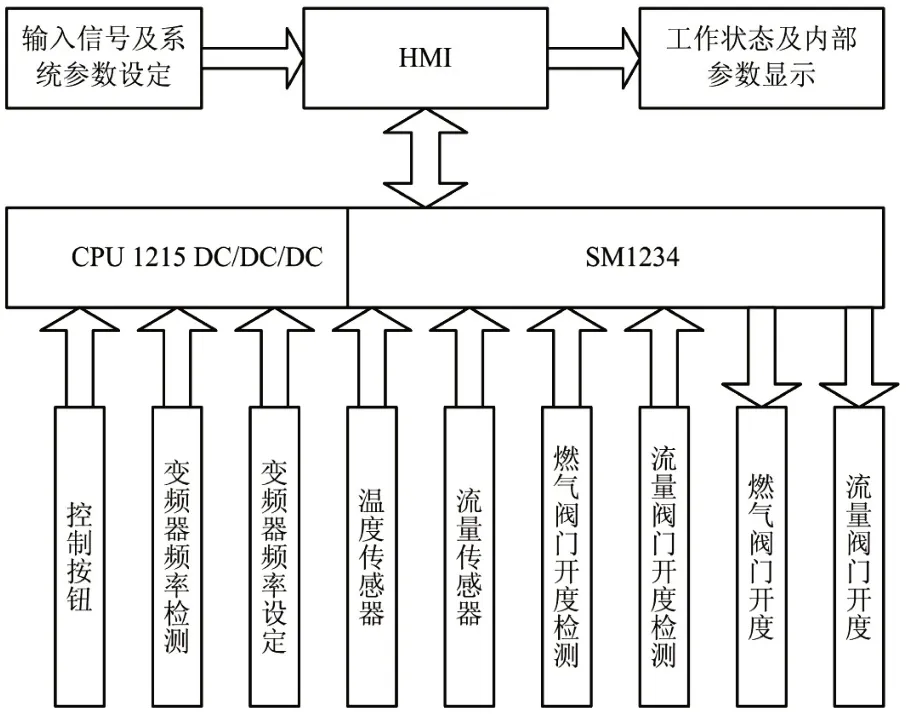
图1 控制系统框图
西门子触摸屏选用KTP600 Basic 型号,是用于中小型S7-1200 PLC控制器系统的理想HMI组件,可以用于Profibus 或Pronet 环境的HMI 功能,是一款170 系列界面的低价格替代品,可以提供500个变量的HMI基本功能性(记录、报警、趋势曲线)。人性化的交互界面,方便操作人员集中观察[4]。触摸屏以其易于操作、坚固耐用、反应速度快、节省空间等优点,使其在工业控制领域得到了广泛应用[5-6]。
干燥窑的回转速率由变频器调速实现,分为高速、中速和低速三个速率等级,变频器为三菱FR-E740型变频器,方向设置为正转(STF),通过变频器上的频率设定端子4(电流)设定变频器运行频率,通过变频器端子5(电压)输出变频器检测频率,同时将检测频率送入PLC对其进行检测。
在配电室离现场操作设备比较近的情况下(大约100米的距离),通过网线建立PLC 和触摸屏的通信,由于企业中PLC大多放置在配电室中,在现场是通过触摸屏实现对设备的控制。触摸屏用来显示设备的运行状态、设定工作参数、提供设备的运行方案切换信号和手动操作信号[7]。
3 系统的硬件设计
本次设计的控制系统选用可编程控制器S7 1200 CPU 1215 DC/DC/DC作为控制器,S7 1200系列的PLC是介于西门子S7 200和S7 300系列之间的独具一定特色的紧凑型PLC,其主要面向简单而精度比较高的自动化任务。由于需要对干燥窑温度信号和流量信号进行采集、检测及控制,所以要求有模拟量/数字量的输入/输出通道。S7 1200的CPU模块选择为1215DC/DC/DC,这个模块有2 路模拟量输入通道,14个数字量输入点和10个数字量输出点,其中2路模拟量输入通道可接收信号类型为电压/电流可选型,用于输入变频器的频率设定和频率检测信号;数字量输入/输出点主要用于模式切换、报警功能以及变频器的通电、运行、故障的显示设置。扩展模块为SM1234,具有4 路模拟量输入通道和2 路模拟量输出通道,其输入/输出通道均可接收信号类型为电压电流(差动)可选型,电流信号接收范围为0-20mA,可以满足工艺要求。其中4 路模拟量输入通道可以接收4-20mA 电流信号用于采集温度信号和流量信号以及对燃气阀门和流量阀门开度信号的检测,2路模拟量输出通道可以输出4-20mA 电流信号用于控制燃气阀门和流量阀门的开度。
由于系统中的CPU 1215 DC/DC/DC、触摸屏、流量计等都需要24V 直流电源对其进行供电,然而电源电压为220V 交流电,所以需要一个220/24V 的电压控制器经过变压、整流、滤波、稳压等过程将220V 的交流电源转换为24V的直流电源。
4 系统的软件设计
4.1 PLC程序设计
PLC软件程序设计是在西门子博途组态软件中完成的,TIA 博途是西门子工业自动化集团发布的一款全新的全集成自动化软件,它是业内首个采用统一的工程组态和软件项目环境的自动化软件,几乎适用于所有的自动化任务,与传统的方法相比无需花费大量的实间集成各个软件包,同时也显著降低了成本[8-9]。PLC 软件程序采用功能模块化设计,以温度模块控制为例,首先在在循环中断块中调用PID自动调节模块,对PID自动调节模块的变量类型、输入/输出通道地址及初始温度值进行设置。PLC程序如图2所示。
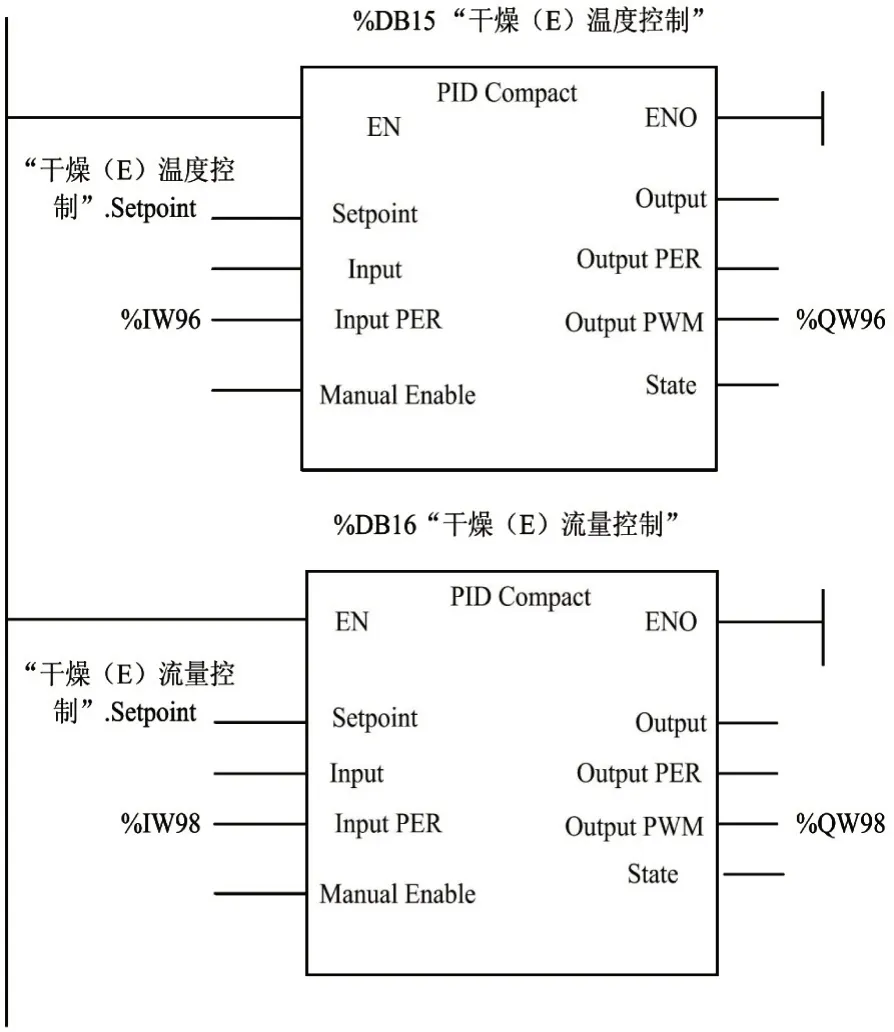
图2 PLC梯形图
在博途软件中建立好程序功能块以后,要对PLC和PC机的IP 地址进行一定的设置,使PLC 和PC 机的IP 地址要处于同一网段中,子网掩码相同,例如PC 机的IP 地址为192.168.10.7,子网掩码为255.255.255.0,那么PLC 的IP地址应该为192.168.10.X(X 为除了7 之外的另一个数字,保证PLC 与PC 机的IP 地址处于同一网段中),子网掩码为255.255.255.0。设置完成后将程序功能块在线下载到S7 1200 PLC中,给被控制设备一个温度设定值,这时PID温度自动调节模块就开始自动进行温度的调节。整个调节过程分为预调节和精确调节,经过精确调节过程以后,系统温度的超调量很小,调节效果良好。
4.2 不同设定温度下的PID参数
PID 控制器就是根据系统的误差,利用比例(P)、积分(I)、微分(D)计算出控制量进行控制的[10-11]。比例(P)控制是一种比较简单的控制方式,其控制效果就是输出与输入的误差信号成比例关系,同时还会使系统存在稳态误差。积分(I)控制中,输出与输入的误差信号的积分成正比关系,同时积分作用还会使系统消除稳态误差,因此对于一个稳定的系统引入积分作用是十分必要的。在微分(D)控制中,控制器的输出与输入误差信号的微分(误差的变化率)成正比关系[12],微分作用可以有效的改善系统在调节过程中的动态特性。模拟PID控制器的原理图如图3所示,其中r(t)为系统的温度给定值,c(t)为系统温度的实际输出值,u(t)为控制量(温度)。
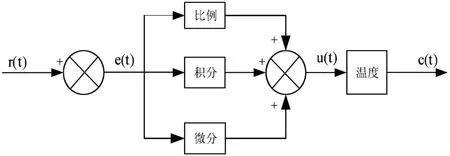
图3 模拟PID控制结构图
在实验室进行整个设计过程的模拟实验,用电阻式加热炉(温度可以加热到2800摄氏度以下)代替现场的回转干燥窑设备,将电阻式加热炉分别加热到200、400、600 摄氏度,观测不同温度下的PID参数值,其PID参数值如表1所示。
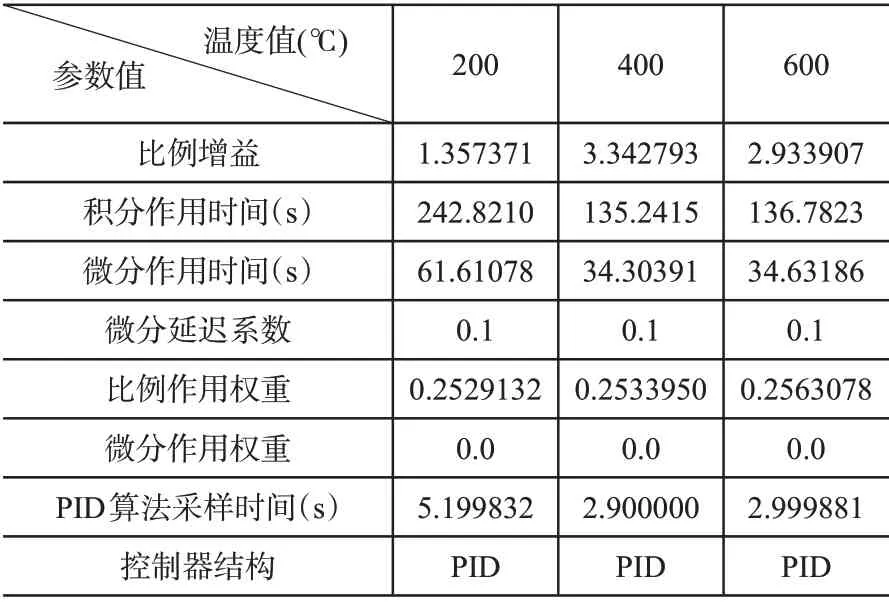
表1 PID参数表
由表1可以看出系统在不同设定温度下,各设定温度的PID 调节参数趋于稳定,上下波动幅度很小,且博途软件中的温度调节曲线比较平稳,经过精确调节,最终系统超调量大概在0.1左右变化,系统运行比较稳定,调节效果良好。
4.3 博途中遇到的问题及解决方法
①选用PLC的CPU时要选用V4.0以上的版本,V4.0以下的版本不能进行下载操作。
②博途软件不支持S7-1200 系列PID 模块的在线仿真,仅支持S7-300以上系列PID模块的在线仿真。
③在CPU选型过程中一定要查看所选CPU的模拟量输入/输出通道分别支持什么信号以及信号的范围值。
④PLC 在于其他设备进行以太网通讯时,应保证通讯伙伴的设备的IP地址在同一网段,子网掩码相同。
5 结束语
PLC 和触摸屏组成的干燥窑控制系统将具有强大控制功能的PLC和具有友好人机交互界面的触摸屏进行了结合使用,大大减少了开关数量及复杂的电气接线,提高了系统的安全可靠性,投入生产后即可以降低操作人员的劳动强度、改善工作环境,又在一定程度上提高了企业的生产效率。本文研究了PLC 和触摸屏组成的干燥窑控制系统,旨在通过PLC和触摸屏的组合控制来促进工控领域的发展。
猜你喜欢
建材发展导向(2022年1期)2022-03-08
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
发电技术(2020年3期)2020-06-29
锻压装备与制造技术(2020年2期)2020-05-12
电子制作(2018年19期)2018-11-14
戏剧之家(2018年21期)2018-10-19
知识就是力量(2018年7期)2018-07-11
电子制作(2016年21期)2016-05-17
科技视界(2011年25期)2011-08-22