热稳定剂YG在无印痕实心轮胎中的应用
2022-07-20 01:54王克成
轮胎工业 2022年7期
王 宇,王克成
(1.天津万达轮胎集团有限公司,天津 300402;2.浙江富铭工业机械有限公司,浙江 临海 317000)
近年来随着厂房环保建设水准的提升和工作现场地面环境的改善,室内车辆使用无印痕实心轮胎替代普通实心轮胎数量明显增长。无印痕实心轮胎一般要求行驶无痕迹、变色轻和具备耐磨损性能[1]。
热稳定剂YG由脂肪族支链胺基衍生物制得,将其添加至橡胶制品中,通过硫化交联反应,橡胶制品的生热性降低以及热稳定性能增强,还兼有耐热氧、耐臭氧和防老化性能[2]。热稳定剂YG在橡胶中易分散,与苯乙烯苯酚类防老剂SP-C和2-巯基苯并咪唑防老剂MB并用可获得明显的协同效果[3-7]。
本工作研究热稳定剂YG在无印痕实心轮胎中的应用,以期为延长制品使用寿命,保证制品不污染、不变色特性提供参考。
1 实验
1.1 主要原材料
天然橡胶(NR),牌号SCR L浅色胶,海南农垦实业集团有限公司产品;乳聚丁苯橡胶(ESBR),牌号1500,中国石油天然气股份有限公司吉林石化分公司产品;沉淀法白炭黑,通化双龙化工股份有限公司产品;间接法氧化锌,安徽含山县锦华氧化锌厂产品;硬脂酸,苏州藏书建材有限公司产品;钛白粉,济南双萍化工科技有限公司产品;增粘树脂,大庆华科股份有限公司产品;微晶蜡,山东阳谷华泰化工股份有限公司产品;防老剂SP-C,江苏卡欧化工股份有限公司产品;防老剂MB,蔚林新材料科技有限公司产品;热稳定剂YG,台州市黄岩东海化工有限公司产品;硫黄,临沂市昌盛化工有限公司产品。
1.2 配方
生产配方:NR 90,ESBR 10,白炭黑 62,硅烷偶联剂 3,氧化锌 5,硬脂酸 1.8,防老剂SP-C 3;防老剂MB 3,微晶蜡 1,钛白粉4,增粘树脂 2,增硬剂HMZ 2,硫黄 1.8,促进剂CBS/促进剂DTDM/促进剂AC-P84 2.6,其他 2.3。
试验配方:用2份热稳定剂YG+2份防老剂SP-C+2份防老剂MB代替3份防老剂SP-C+3份防老剂MB,其他组分及用量同生产配方。
1.3 主要设备和仪器
XMY-1型密炼机和XK-100型开炼机,四川亚西橡塑机器有限公司产品;X(S)M-110型密炼机、XJY210X568型双锥螺杆橡胶压片挤出机和XK-610型开炼机,大连嘉美达橡塑机械有限公司产品;M2000E型门尼粘度仪和C2000E型无转子硫化仪,江苏明珠试验机械有限公司产品;XLB-400X400X2型平板硫化机、JDL5600D电子万能试验机和401A型热老化试验箱,扬州市天发试验机械有限公司产品;压缩生热试验机,东莞市科锐仪器科技有限公司产品;实心轮胎耐久试验机,东莞市浩大自动化设备有限公司产品。
1.4 试样制备
小配合试验胶料采用两段混炼,一段混炼在XMY-1型密炼机中进行,二段混炼在XK-100型开炼机上进行。混炼工艺如下:加生胶(90 s)→加白炭黑及氧化锌等小料→压压砣(300 s)→提压砣→压压砣至150 ℃→排胶,在开炼机上下片。母胶停放4 h后,在开炼机上加入硫黄和促进剂,薄通、打卷以及打三角包使胶料分散均匀后下片冷却。
大配合试验胶料采用三段混炼,均在X(S)M-110型密炼机中进行。
一段混炼转子转速为40 r·min-1、初始温度为125 ℃、压力为14 MPa,混炼工艺如下:加生胶(90 s)→加白炭黑及氧化锌等小料(60 s)→提压砣清扫→压压砣(70 s)→排胶。将胶料移至双锥螺杆橡胶压片挤出机,经过挤出压片、浸隔离剂、风冷和落片停放。
二段混炼转子转速为30 r·min-1、初始温度为110 ℃、压力为14 MPa,混炼工艺如下:加入一段混炼胶(60 s)→提压砣(3 s)→压压砣(60 s)→提压砣(3 s)→压压砣(30 s)→排胶。将胶料移至双锥螺杆橡胶压片挤出机,经过挤出压片、浸隔离剂、风冷和落片停放。
三段混炼转子转速为20 r· min-1、初始温度为80 ℃、压力为10 MPa,混炼工艺如下:加入二段混炼胶(10 s)→加硫黄、促进剂、防焦剂→压压砣(60 s)→提压砣(5 s)→压压砣(60 s)→排胶。在XK-610型开炼机上捣胶4次,下片、浸隔离剂、风冷和落片停放。
胶料在平板硫化机上硫化,硫化条件为150 ℃×30 min。
1.5 性能测试
胶料各项性能均按相应国家标准进行测试。
2 结果与讨论
2.1 热稳定剂YG理化性能
热稳定剂YG的理化性能如表1所示。
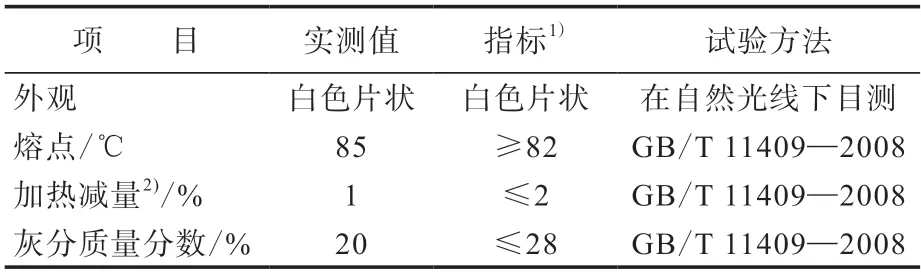
表1 热稳定剂YG的理化性能
由表1可以看出,热稳定剂YG各项理化性能均达到企业标准要求。
2.2 小配合试验
小配合试验胶料性能见表2。

表2 小配合试验胶料性能
由表2可见:与生产配方胶料相比,试验配方胶料的门尼焦烧时间、t10和t90略微缩短,对胶料的硫化工艺影响不大;胶料的门尼粘度略微降低,胶料的分散性、挤出性能和流动性得到改善,可减少轮胎产品花纹沟槽裂口,满足生产工艺要求。
从表2还可以看出:与生产配方硫化胶相比,试验配方硫化胶的拉伸强度和拉断伸长率略微增大,耐屈挠龟裂性能和耐磨性能提高,压缩屈挠温升减小;邵尔A型硬度、300%定伸应力、撕裂强度和金属与橡胶的粘合强度无明显差异;热空气老化后硫化胶的拉伸强度变化率和拉断伸长率变化率减小,硬度变化无差异。
2.3 大配合试验
大配合试验胶料性能见表3。
从表3可以看出,与生产配方硫化胶相比,试验配方硫化胶的总体物理性能更佳,且大配合试验胶料的硫化特性和物理性能变化趋势与小配合试验胶料基本一致。表明加入热稳定剂YG后,胶料的硫化特性和物理性能更优异。

表3 大配合试验胶料性能
2.4 成品性能
采用试验配方和生产配方制备15X5X1/4规格工业车辆用无印痕实心轮胎。成品轮胎的耐久性试验按GB/T 22391—2017《实心轮胎耐久性能试验方法 转鼓法》和GB/T 16622—2009《压配式实心轮胎规格、尺寸与负荷》测试[8-9]。成品轮胎的耐久性试验结果如表4所示。
从表4可以看出,当轮胎负荷率增大至100%后,试验轮胎的温升明显低于生产轮胎。轮胎的耐久性试验温升降低有利于延长轮胎的使用寿命[10-15]。
从表4还可以看出,试验轮胎和生产轮胎的耐久性试验结果均为通过,耐久性能均符合国家标准要求。从提供给公司OEM客户装车试验的轮胎使用情况以及反馈信息和数据统计对比分析,采用试验配方生产的无印痕实心轮胎15X5X1/4在行驶过程中无印痕、变色轻、磨损减轻,有利于延长轮胎的使用寿命。
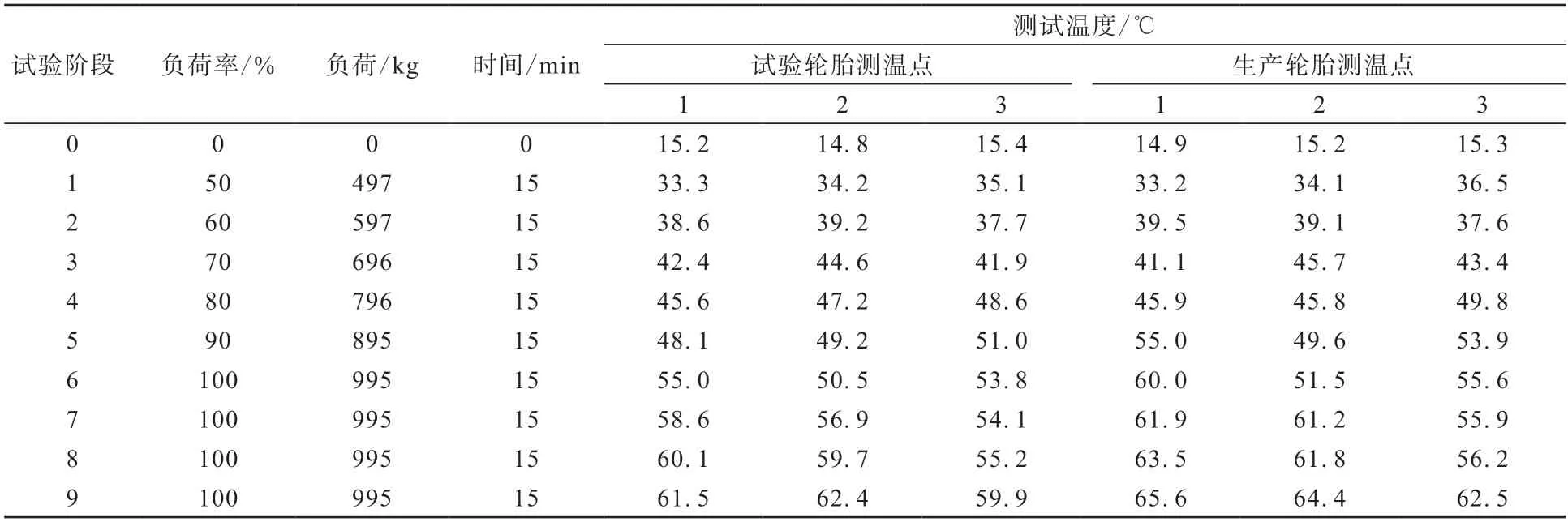
表4 成品轮胎耐久性试验结果
3 结论
(1)加入热稳定剂YG后,胶料的门尼粘度略微降低,胶料的分散性、挤出性和流动性改善,满足实际生产工艺要求。
(2)与生产配方硫化胶相比,加入热稳定剂YG的试验配方硫化胶的拉伸强度和拉断伸长率增大,耐屈挠龟裂性能和耐磨性能提高,压缩屈挠温升减小,热空气老化后拉伸强度变化率和拉断伸长率变化率减小,试验配方硫化胶的物理性能更优异。
(3)成品试验轮胎耐久性能与生产轮胎相当,且采用试验配方生产的无印痕实心轮胎在行驶过程中无印痕、变色轻、磨损减轻,有利于延长轮胎的使用寿命。
致谢:台州市黄岩东海化工有限公司丘黎明工程师对本文中热稳定剂YG产品给予技术性支持,在此表示感谢!
猜你喜欢
轮胎工业(2022年2期)2022-07-19
大经贸(2020年1期)2020-04-07
信息化建设(2019年7期)2019-09-18
世界热带农业信息(2016年12期)2017-05-23
江苏农业科学(2017年4期)2017-05-08
消费电子(2017年1期)2017-02-16
办公室业务(2016年11期)2017-01-09
当代化工(2016年3期)2016-07-10
科技视界(2016年1期)2016-03-30
右江医学(2014年1期)2014-03-22