
光敏固化3D打印件二次固化装置设计
2022-07-19 09:12顾小莉王小元桂凯旋陈伟栋
黄山学院学报 2022年3期
顾小莉,王小元,桂凯旋,陈伟栋,谭 彭
(1.安徽工程大学 艺术学院,安徽 芜湖 241000;2.安徽工程大学 增材制造研究院,安徽 芜湖 241000)
0 引 言
数字化、智能化、快速化、高效化是增材制造技术的核心所在,能够快速制造具有复杂结构的零件[1]。1983年Chuck Hull建立数学模型打印出对应三维实体,提出光固化成型工艺,引起广泛关注[2,3]。随着技术发展,增材制造逐渐涉及到航空航天、工业、电子以及医疗等领域,纳米级别的微型3D 打印机、彩色多材料一体打印机也被研制出来,国内外众多增材制造公司以及高校科研机构等在成型工艺等方面也不断取得进展与突破[4-6]。
液态光敏树脂原材料存放在3D 打印机的树脂槽中,设备启动后,树脂槽上方的激光发射器发射出紫外激光,扫描零件各分层截面信息,被扫描区域的树脂薄层发生光聚合反应固化,零件的一个薄层基本形成,循环往复逐层叠加,打印完成的零件去掉支撑,清洗干净,将实体原型放在紫外激光下二次固化[7-9]。
二次固化是相对于一次固化,在光敏固化打印的基础上对零件进一步固化,目的是克服打印时固化不均匀,使光固化3D 打印件充分固化达到较佳质量,目前光固化3D 打印二次固化设备大都呈箱型,由整体框架、紫外灯和操作界面组成,结构简单功能单一,也有灯盘内设置紫外灯和红外灯的固化干燥一体设备,可交替进行固化和干燥[10,11],但此类设备也还有固化不均匀、照射面积固定等问题,需针对此类问题进行二次固化设备的设计优化。
1 二次固化装置结构设计
1.1 二次固化箱整体的设计
本设计中二次固化设备整体外观呈长方体,长度和宽带均为700mm,高度为1000mm。目前市面上已有的二次固化设备高度通常为500mm 至700mm,本设计增加固化箱的高度主要是与本文提到的紫外固化板的设计有关,二次固化箱的内壁均采用了可以反光的材料保证了整体的固化效果。
1.2 转动托盘的设计
固化箱内的转动托盘作用是保证将光敏3D 打印件平稳放置,并且能够在托盘上受到紫外光的均匀稳定照射,从而达到对打印件进行二次固化的目的。如图1,本设计中转动托盘由3 个部分组成,最下面一层的是1 块200mm×200mm 的正方形底座,用来固定住最上方托盘,使其位置不会发生偏移。中间部分则是一个小型的轴承转动装置,该装置整体呈小型的圆柱体,底面直径为60mm,高度为30mm。轴承和齿轮的相互啮合结构,使托盘形成一个可以平面360度旋转的装置。最上方则是一个直径为460mm,厚度为10mm 的大圆盘,材料为铝合金,保证了托盘的硬度和承重能力。

图1 二次固化箱整体设计
1.3 紫外固化部分的设计
紫外光照射系统是二次固化装置设计中最重要的部分,本设计针对市面现有设备的不足,对结构进行了设计优化。目前市面上的固化设备,大多采取在固化箱内壁的一侧直接放置一块规格较大的紫外固化灯板以实现紫外固化的功能,设备启动时直接通过紫外固化灯板对光敏3D 打印件进行照射,达到固化效果。尽管托盘带着打印件在紫外光下匀速转动,但这样固化出来的打印件并不能形成均匀的二次固化效果,其主要原因还是在于固化灯只有一面,打印件受到光照有一定的周期性,所以本设计对固化板进行改进,将一块完整大面积紫外固化板分成了两块较小规格的紫外固化板,分别置于两侧,使得打印件能够受到持续稳定的照射效果。
如图2,两块紫外固化板的规格为460mm×350mm×30mm,采用紫外LED灯珠矩阵,具备节能、冷光源、可靠性高、可瞬间开关灯、不产生臭氧、光源形态多样、装置占用空间少等优点。紫外固化板上呈现排列均匀的400 个紫外LED 灯珠,完全满足固化程度的需要。将这两块固化板分别一左一右,一上一下的竖直贴着固化箱两侧的内壁放置,然后在固化板的对立面相对位置放置两块规格同样是460mm×350mm×30mm 的用于反射紫外光的平面镜,形成一个光敏固件的两边分别有一块紫外固化板和一块平面反射镜。首先,两块紫外固化板不是由一个开关同时控制的,根据所需要加工的光敏固件的高度进行分类,如需要加工一个高度大约为400mm 的光敏打印件,只要打开下方的紫外固化板即可,上面的紫外固化板依然保持关闭状态。而如果需要加工高度大约为700mm 的打印件时,就可以同时打开上下两块紫外固化板,因为两块固化板并不是在同一边,加上对面均有一块反射镜,所以当托盘带着打印件匀速转动时,打印件从上至下的各个部分均可以被紫外LED光均匀照射。
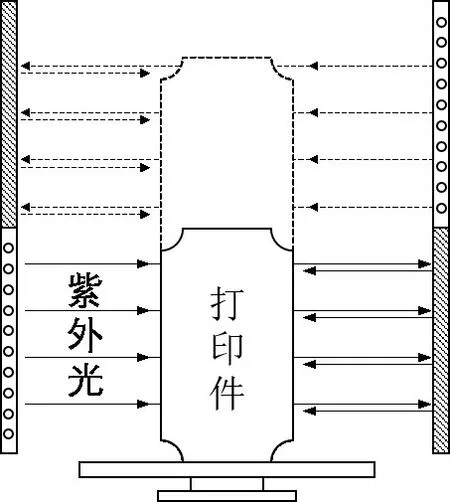
图2 紫外固化系统
1.4 装置内部的排风系统设计
紫外固化树脂在光聚合反应时会产生微粒雾化,为了防止树脂飘散产生污染,固化箱内应该设置能够快速过滤微粒并交换空气的排风系统。目前市面上基本款二次固化箱子的规格是700mm×700mm×700mm,与它配置的是两扇排风扇,小规格的风扇直径约为70mm,位置处于固化箱内部左侧下方的壁上,另一扇规格较大的风扇直径约为110mm,位置处于固化箱内部后侧下方的壁上,两扇风扇后面均安装了金属层网。从固化箱的后面和侧面均可以直接看到。本设计的二次固化箱的规格稍大,所以对排风装置的改进之处在于取消了风扇分开运转的设定,设计成直径为90mm 的两个风扇并排处于整个固化箱子上方中部位置,并且在两个风扇的外部安装了一个整体呈长方体的金属滤网,规格为320mm×120mm×100mm,利用风扇的正转和反转来达到了向内部供气和向外部排气的功能。
2 二次固化装置电控系统设计
2.1 PLC型号的选择
PLC 由于其功能丰富、编程快捷等优点,在许多工业装备、生产控制系统及各种通用设备中得到广泛应用。本设计中PLC 型号选择S7-200 SMART,是S7-200 的升级换代产品,它继承了S7-200 的10 种CPU 模块和6 个扩展模块,CPU 模块集成的最大I/O 点数增大到60 点,可以最大限度地控制成本,使配置更为灵活,以太网端口提供的强大通信功能,自由设置运动曲线,实现快速调位、定位等功能,程序结构有简单清晰诸多优点,指令与S7-200基本上相同。
2.2 电机的选择和人机交互界面的设计
2.2.1 电机的选择
二次固化箱内排风装置的风扇电机选择的是罩极电机系列的“YJ61/10-2”,风扇电机的主要作用是驱动风扇为二次固化箱内排出有害气体,保证了固化箱内的空气环境,确保打印件的二次固化效果。若风扇电机不工作,就会造成固化箱内空气异常,从而使整个工作被迫停止。风扇电机“YJ61/10-2”的技术参数中电压为220V,频率50Hz,负载电流0.15A,功率15W。
二次固化箱内重要组成部分的载物托盘的驱动电机选择的是同步电动机系列的“49TYJ-B-3”,转盘电机的作用是带动二次固化箱内的载物托盘转动,托盘又带着托盘上的光敏打印件做同步圆周运动,使其在紫外LED 光形成区域内的位置不断改变,以达到均匀固化光敏打印件的目的,转盘电机安装在二次固化箱底部底座的中央。转盘电机“49TYJ-B-3”的技术参数中电压220V,绝缘强度1500VAC/min,电机空载时的功率低于8W,温升60K,绝缘电阻大于100MΩ,转矩10Kgf.cm,额定频率50Hz。
2.2.2 人机交互界面的设计
本设计中二次固化箱的人机交互界面设计对目前市面上已有的二次固化箱进行了一定的改进,现有的二次固化箱的人机交互界面是一个单一的圆盘型的手动转轮,上面顺时针依次刻着常开、停止、10、20、30、40、50、60 这8 个功能刻度。其中10~60这6个刻度表示了你需要二次固化光敏打印件的时间,单位是min。使用时直接转动圆盘中间的把手到相应的刻度位置即可,当固化结束时将把手调至转盘的停止位置。本设计添加了更加方便的按钮模式,因为按钮更具有瞬时性和灵活性,对PLC 的输入口更加友好,增加了一个“总开关”按钮,这个按钮按下则代表了整个二次固化箱接上了电源,但功能并未启动,内部的输出也并没有运行。本设计增加了一个“停止”按钮,这个按钮按下则代表了整个二次固化箱内所有运行的装置全部停止工作,适合于出现意外情况时的紧急停止功能。针对本次特殊设计的两块紫外LED光固化板采用了2个分别控制两块固化板的控制面板,2 块控制面板的设计基本相同,增加了2 只“启动”按钮用于确定对固化时间的控制。由于本次选择的PLC 型号是S7-200 SMART,采用的定时器是接通延时定时器TON 来满足不同的固化光照时间,由于TON 定时器的PT端指定的预设值是1~32767,将单个脉冲设定为100ms,最大的延时时间则为3276.7s,即最大延时时间定为50分钟,没有超过极限值。每一块固化板分别设置了10、20、30、40、50、启动这6个功能。对时间的设定依然采用了原有的转盘式操作,因为转盘式的选择让PLC 的输入口一直持续下去。当需要启动固化箱时,先按下总开关按钮,接着设定时间,最后按下启动按钮即可。改进后的人机交互界面如图3所示。
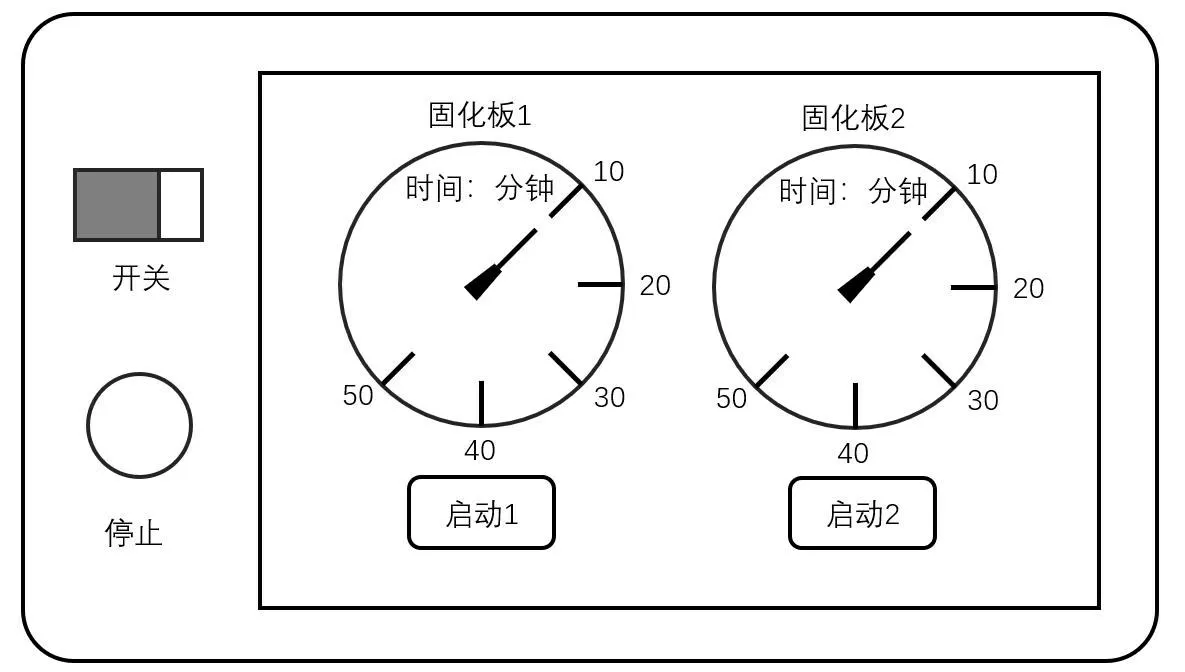
图3 人机交互界面
2.3 I/0口的分配和PLC的外部接线图
2.3.1 I/O口的分配
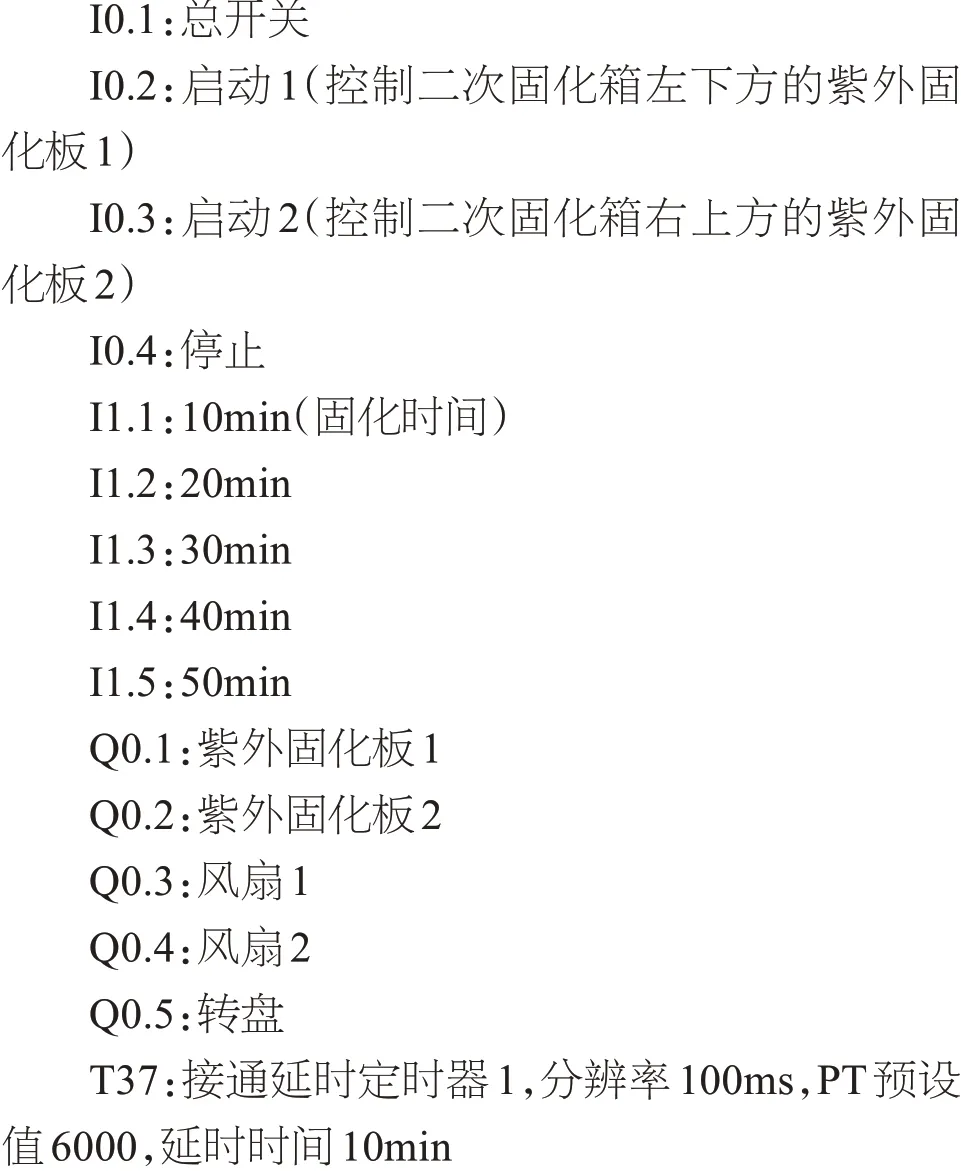
T38:接通延时定时器2,分辨率100ms,PT预设值12000,延时时间20min
T39:接通延时定时器3,分辨率100ms,PT预设值18000,延时时间30min
T40:接通延时定时器4,分辨率100ms,PT预设值24000,预设时间40min
T41:接通延时定时器5,分辨率100ms,PT预设值30000,预设时间50min 2.3.2 PLC外部接线图PLC外部接线图如图4所示。
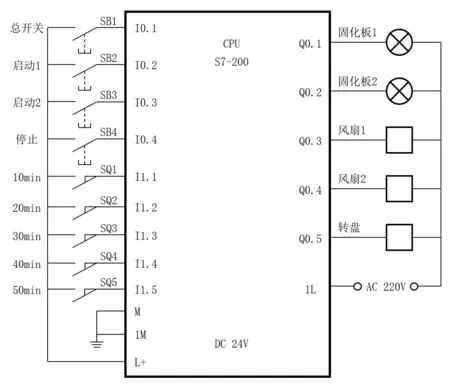
图4 PLC外部接线图
2.4 PLC程序梯形图
控制紫外固化板的PLC 程序梯形图如图5所示。
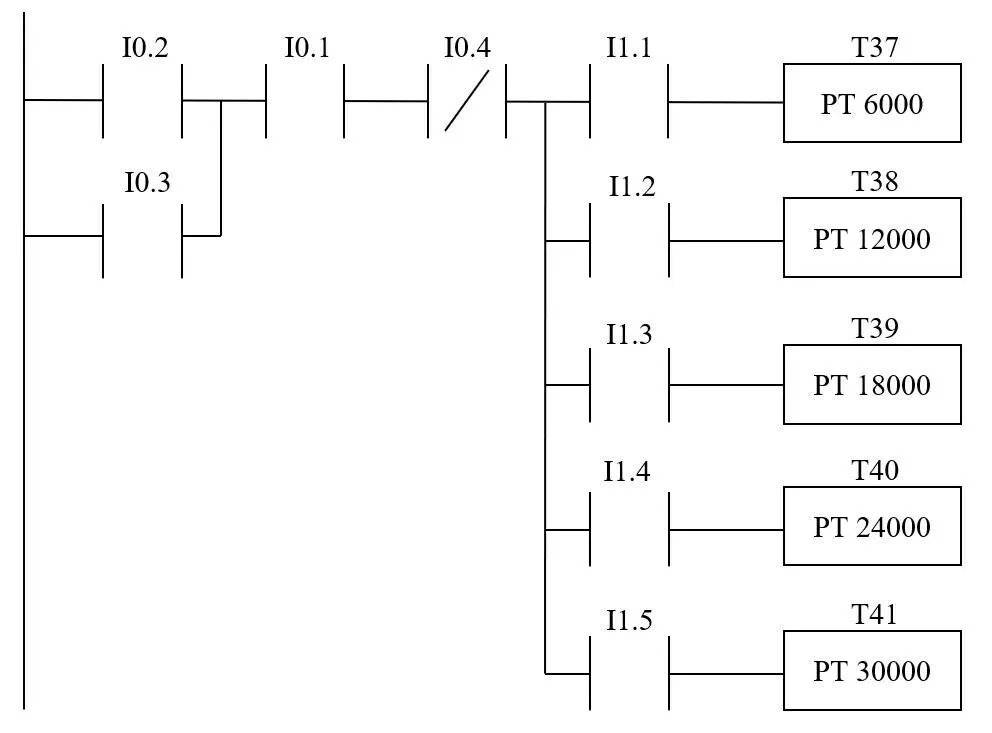
图5 控制紫外固化板的PLC梯形图
梯形图中以启动紫外固化板1为例子编写了相对应的梯形图程序,如果需要启动紫外固化板2,将程序中的I0.2 和Q0.1 替换成相对应的I0.3 和Q0.2即可。打开总开关,此时I0.1常开触点闭合,设置好需要二次固化的时间,如需要固化20min,则将人机交互界面的转盘把手调至20 刻度,最后按下启动1按钮,I0.2 常开触点闭合,此时代表紫外固化板1 的输出口Q0.1 通电,紫外固化板1 开始工作,由于设置了记忆电路,Q0.1 常开触点闭合,即使工作过程中启动1 按钮被误触,紫外固化板1 依然不会停止工作。与此同时,接通延时电路开始工作,启动1按钮按下后,此时代表固化时间20min 的常开触点I1.2 闭合,接通延时定时器T38 开始工作,当时间达到预设值之后,T38 得电,相对应的T38 常闭触点断开,紫外固化板1失电,工作停止。其他工作时间以此类推。
如图6 为控制风扇转盘的PLC 梯形图,当紫外固化板1 或者2 开始工作后,与之对应的常开触点Q0.2 和Q0.3 闭合,总开关I0.1 常开触点因为按钮被按下已经处于闭合状态,所以输出口的Q0.3和Q0.4和Q0.5 都通电,风扇1、风扇2、转盘均开始工作。当紫外固化板1 或2 停止工作后,Q0.1 或QO.2 常闭状态又断开了,电路失电,风扇和转盘均停止工作。
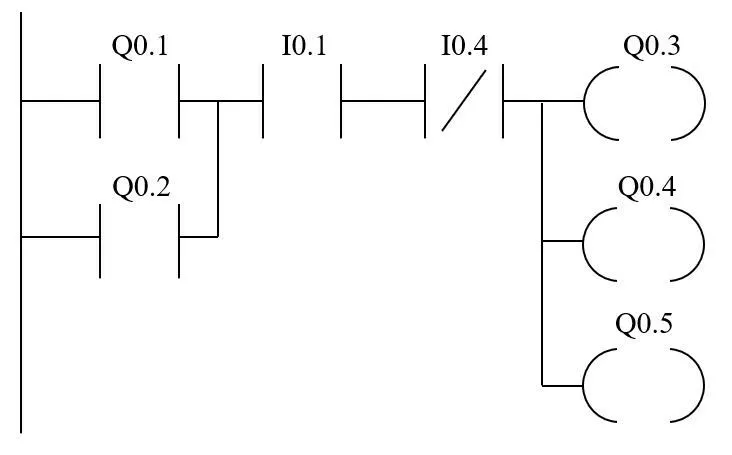
图6 控制风扇转盘的PLC梯形图
3 结 语
本研究设计的新型二次固化箱,具有较大的空间尺寸,使固化光敏3D 打印件的种类尺寸增加;独特的两面紫外固化板结构,不仅使固化更加充分,且由于两块固化板的分开设计可以起到节能减排的作用;风扇外配置特殊材质滤网,可以过滤固化挥发产生的微粒,避免污染环境;对人机交换界面进行升级,增加总开关和紫外固化板独立启停功能。二次固化箱的电控设计,采用了PLC 控制,根据人机交互界面的设计和功能需求进行PLC 程序设计,确定了PLC 的输入口和输出口的分配,根据梯形图来推导固化箱运转时是否正常,功能是否齐全。
在未来的智能数字化制造发展过程中,由于光敏固化3D 打印技术的高精度等独特优势,其应用发展也会不断加快,二次固化领域必然也会得到空前的增长,各种新型的设备结构必然会层出不穷,所实现的功能也会逐步丰富。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
山东陶瓷(2021年5期)2022-01-17
军民两用技术与产品(2020年8期)2020-09-07
山东工业技术(2019年13期)2019-05-30
光学精密工程(2016年5期)2016-11-07
科学与财富(2016年28期)2016-10-14
现代职业教育·高职高专(2016年7期)2016-07-09
现代制造技术与装备(2016年9期)2016-04-05
云南中医学院学报(2015年2期)2015-07-31
云南中医学院学报(2015年3期)2015-07-31
