带式输送机跑偏分析及托辊纠偏应用研究
2022-07-14 10:03田东
机械管理开发 2022年6期
田 东
(晋能控股煤业集团地煤大同有限公司, 山西 大同 037003)
引言
随着矿井产能以及开采范围增加,带式输送机负载量以及运输距离均不断增大,从而加剧带式输送机故障发生率[1-3]。跑偏是带式输送机常见故障类型,轻则导致运输煤炭泄漏,重则导致安全事故发生,因此,带式输送机在使用过程中采取一定的纠偏措施限制尤为重要[4-5]。文中就以山西某矿81103 运输巷带式输送机为工程背景,对输送机跑偏原因进行分析并提出使用纠偏托辊实现输送带自动纠偏,现场取得较好应用效果。
1 输送机跑偏分析
山西某矿81103 东侧为81101 采空区,西侧及北侧均为实体煤,南侧为采区集中巷道。11 号煤赋存稳定,厚度均值3.9 m,顶底板以泥岩、砂质泥岩为主。81103 综采工作面设计走向、倾向长度分别为1400 m、185 m,在采面运输巷内布置有一台型号DTL 带式输送机,该带式输送机配套电机功率300 kW、输送带宽1200 mm、额定运速4.0 m/s,额定运量250 t/h。为避免输送机使用过程中输送带出现跑偏情况,甚至出现输送机跑偏引起撕带事故发生。对运输巷DTL 带式输送机现场使用情况进行分析,发现引起输送机跑偏的主要原因有:输送机本身及安装质量问题、底板变形以及运行管理等方面,具体总结如下[6-8]:
1)输送机本身及安装质量问题。输送机本身质量问题可细分为输送带、机身、托辊以及滚筒等,输送带接口不平直会导致受力不均衡,从而引起跑偏;机身强度不足在使用过程中容易出现异常振动,也会增加输送机跑偏风险;托辊损坏或者部分托辊无法起到支撑作用,导致输送带阻力增大;滚筒表明不平,导致输送带出现一定偏向力。输送机安装问题主要为输送机机架高度偏差过大、驱动滚筒有较大轴线偏差、托辊轴线偏斜较大等。
2)底板变形。运输巷底板岩性以泥岩、砂质泥岩为主,本身岩性软弱、承载能力不强,运输巷在顶板淋水以及采动压力作用下出线较大底鼓,从而导致输送机局部位置出现偏斜、起伏波动大,容易诱发输送机跑偏问题。
3)运行管理。运输巷带式输送机运输距离长、负载大,输送机在运输过程中煤矸石难以避免会黏附在滚筒、输送带以及托辊上,若不及时清理,会导致输送带受力偏差,进而导致跑偏;输送机张紧力不足、落煤点偏移等均会导致跑偏问题。
2 托辊纠偏特性及应用效果分析
2.1 托辊纠偏特性
现阶段煤矿井下使用的纠偏托辊类型包括有堆型托辊、V 型托辊以及调心托辊等,调心托辊具有纠偏能力强特点,在带式输送机纠偏中应用较为广泛。调心托辊可细分为无源纠偏、有源纠偏两种结构,具体见下页图1 所示。
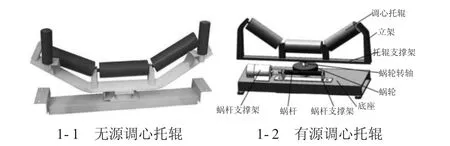
图1 调心托辊
为了掌握调心托辊纠偏特性,采用ADAMS 软件以81103 运输巷布置的DTL 带式输送机为对象构建模拟模型,具体模型结构见下页图2 所示。建立的模拟长、宽分别为2600 mm、290 mm,输送带厚度2 mm,具体模型中滚筒、托辊参数见下页表1 所示。

表1 托辊及滚筒参数
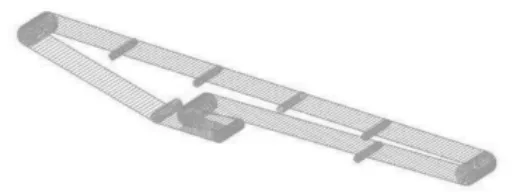
图2 带式输送机模拟模型
在输送机上使用的调心托辊最大偏转角为25°,文中就采用ADAMS 软件对调心托辊在5°10°、15°、20°及25°等情况下的输送带侧向位移变化情况进行分析,从而得到调心托辊纠偏能力。具体模拟结果见下页图3 所示。
从图3 中可看出,托辊偏转角5°10°、15°、20°及25°时得到的最大跑偏量分别为6.01mm、9.78 mm、9.35 mm、8.55 mm 以及7.48 mm,输送机跑偏量随着调心托辊偏转角增加(偏转角范围为0~25°)呈先增加后降低趋势。当调心托辊偏转角在12°以内时,随着偏转角增加输送机跑偏量增大;当偏转角超过12°时随着偏转角增加跑偏量呈降低趋势,具体采用插值法获取到的调心托辊偏转角、输送带偏移量间对应曲线见图4 所示。
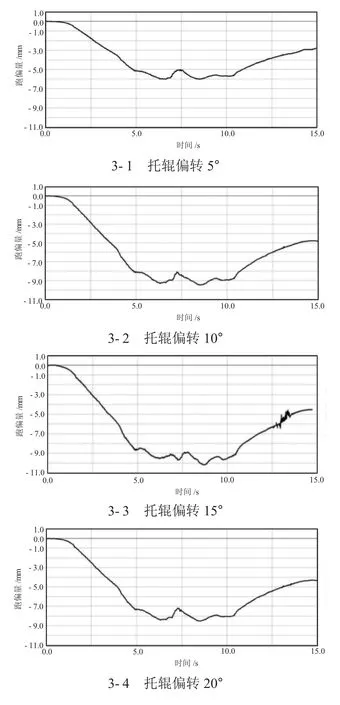

图3 托辊不同偏转角与跑偏量对应曲线
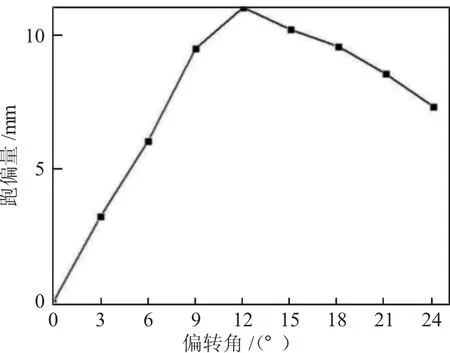
图4 偏转角与跑偏量对应关系
根据模拟分析发现,在带式输送机上使用调心托辊时,调心托辊纠偏能力与偏转角间并非呈正相关,而成在一定偏转角内纠偏能力最大,超过该偏转角时纠偏能力会显著降低。就81103 运输巷带式输送机使用的调心托辊而言,偏转角在12°时其纠偏能力最强。当调心托辊偏转角超过12°时,人眼往往能发现输送带出现跑偏,可通过人工辅助纠偏对输送机跑偏故障进行处理。
2.2 托辊纠偏应用效果
在81103 运输巷DTL 带式输送机上每间隔100 m布置一个无源调心托辊,在巷道底鼓严重区域时将无源调心托辊布置间距缩短至50 m。通过使用无源调心托辊对输送机输送带早期跑偏进行纠正。现场应用期间,无源调心托辊取得较好的纠偏效果,具体表现为:在81103 运输巷使用的无源调心托辊结构简单,单台设备成本控制在1000 元以内,同时设备故障率低,矿井地面机械加工厂即可加工制作,后期维护简单;该无源调心托辊可实现输送带早期跑偏纠正,同时具备较强的纠偏能力;现场应用6 个月以内,通过无源调心托辊未发现输送带出现明显跑偏情况,可在一定程度上提高带式输送机运输效率。
3 结论
1)文中对某矿81103 运输巷使用的DTL 带式输送机跑偏故障进行分析,输送机跑偏是多种因素综合作用结果,输送带早期跑偏纠正对降低跑偏影响具有重要意义。调心托辊是实现跑偏早期纠正主要设备之一,为此,采用ADAMS 软件对调心托辊纠偏特性进行分析,发现调心托辊在偏转角12°以内具有较强的纠偏能力,偏转角超过12°后纠偏能力呈降低趋势。当调心托辊偏转角超过12°时,人工巡检可明显发现输送机跑偏,因此可辅助采用人工纠偏方式对输送机跑偏故障进行处理。
2)在81103 运输巷带式输送机上每间隔100 m布置一个无源调心托辊,当现场条件恶劣时将布置间距缩小至50 m 以内。现场应用后,输送机在后续使用过程中未再出现跑偏故障,无需人工辅助纠偏即可实现输送带纠偏,同时使用的无源调心托辊结构简单、成本低廉。
猜你喜欢
科海故事博览·下旬刊(2022年4期)2022-05-07
起重运输机械(2022年2期)2022-03-04
起重运输机械(2021年23期)2021-12-21
家庭影院技术(2020年11期)2020-12-28
防爆电机(2020年5期)2020-12-14
建材发展导向(2019年11期)2019-08-24
科技视界(2017年18期)2017-11-16
山东工业技术(2016年15期)2016-12-01
中国新技术新产品(2014年2期)2014-06-01
中国新技术新产品(2013年7期)2013-08-15