TC4表面激光熔覆Fe60-TiO2涂层性能研究
2022-07-11 02:43:18龚美美谢林圯师文庆谢玉萍何宽芳
激光技术 2022年4期
龚美美,谢林圯,吴 腾,师文庆*,黄 江,谢玉萍,何宽芳
(1.广东海洋大学 电子与信息工程学院, 湛江 524088;2.佛山科学技术学院 机电工程与自动化学院, 佛山 528225)
引 言
激光熔覆技术作为近年来表面改性的研究热点,具有基体变形小、效率高、易于基体形成冶金结合等优点[1-2]。TC4合金具有耐热性强、耐腐蚀性好、比强度高等优点,被广泛应用于航空航天、国防、汽车以及海洋等工业领域 (发动机零件、凸轮轴、紧固件、阀门等),但是其减磨性能和硬度较差[3-5]。因此,利用激光技术改善 TC4 合金减磨性,提高表面硬度对拓宽其应用范围有重要意义,这也成为了该材料研究领域的热点之一[6-7]。Fe60粉末具有硬度高、耐氧化、成本低以及良好的减磨性等诸多优点[8-10],又由于激光熔覆过程是一个冶金结合的过程,熔覆层表面难免存在气孔、裂纹等缺陷。因此加入TiO2陶瓷粉末可以有效减少裂纹、气孔等缺陷[11-12]。
YI等人[13]在TC4表面熔覆WC,Ni,Si的涂层,涂层物相主要由α-Ti,Ti5Si3,WC和TiNi组成,涂层硬度可达950HV,平均摩擦因数为0.2。ZHANG等人[14]在TC4表面熔覆Ni60A粉末,耐磨性和力学性能均有提高,硬度提高了近1倍。LIU等人[15]TC4钛合金表面熔覆TiC、TiB2与Ni的混合粉,熔覆层显微硬度最高可达863HV,为基体的2.5倍,熔覆层减磨性能较TC4钛合金明显提高。XIA等人[16]在TC4基体制备添加不同质量分数的TiC的Ni60复合熔覆层,硬度和减磨性均有提高。
近年来,随着我国农业现代化的发展,深松铲的使用正在逐步增多。传统的深松铲材料多是蠕墨铸铁,但因其耐腐蚀性能差,不适用于沿海地区。而TC4具有耐腐蚀性好、比强度度高、综合性能优良,在生产深松铲方面有很大的应用前景[17-19];但钛合金也存在耐磨性差、硬度低、抗阻尼性差等缺点,对深松铲的使用寿命有很大限制[20]。故作者在TC4表面制备不同比例的 Fe60-TiO2复合涂层,探究不同TiO2粉末含量和不同激光功率对涂层形貌和性能变化的影响。在经济和性能方面均有提升,对农业中的农具发展具有一定的参考价值。
1 实 验
1.1 实验材料
使用TC4板材,尺寸为90mm×50mm×2mm,熔覆Fe60粉末和陶瓷粉末TiO2规格分别为150目~270目、200nm~500nm。TC4板材、 Fe60 和TiO2粉末质量成分含量如表1、表2和表3所示。

Table 1 Composition of titanium alloy(mass fraction)

Table 2 Chemical composition of Fe60 powder(mass fraction)

Table 3 Chemical composition of TiO2 powder(mass fraction)
1.2 实验条件与方案
实验设备(如图1所示)采用XL-F2000W光纤激光熔覆系统,送粉方式为预置法,铺粉厚度约1mm。熔覆前选用800目、1200目两种不同粒度的砂纸依次打磨基体表面,然后用无水乙醇清洗并烘干,去除表面的杂质。

Fig.1 XL-F2000W fiber laser
为了研究不同工艺参数对多道试样减磨性和硬度的影响,针对不同功率、TiO2粉末含量等工艺参数进行实验;通过前期做了TC4合金单道熔覆试验的相关探究,发现激光功率400W、扫描速率10mm/s、粉末含量5%、离焦量+5mm时,熔覆层表面较好且基体和熔覆层成形良好。因此在进行多道熔覆时,激光功率采用300W~500W,扫描速率10mm/s,离焦量+5mm,多道搭接率45%。采用多组实验进一步探究最优工艺参数,实验方案如表4所示。图2所示为激光加工示意图。
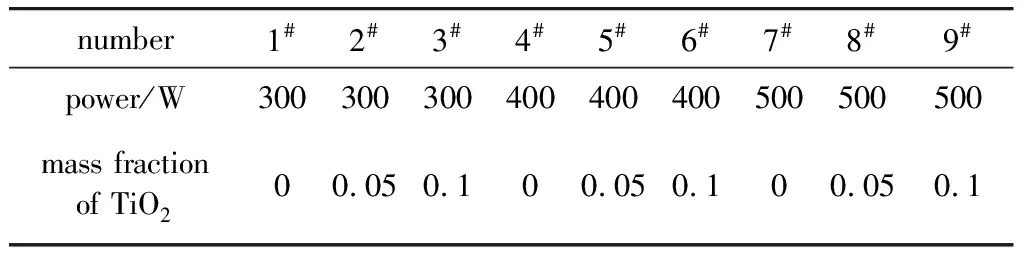
Table 4 Multiple groups of experimental tables
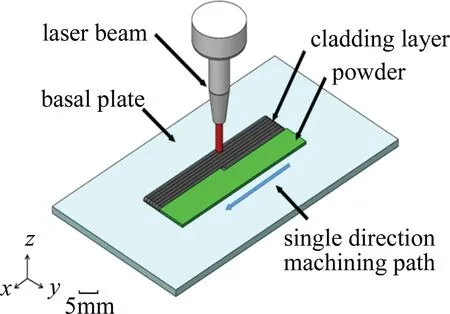
Fig.2 Diagram of laser processing
2 结果与分析
2.1 熔覆层形貌分析
分析涂层截面,熔覆层在金相显微镜下放大25倍的外观形貌如图3所示,熔覆层宏观形貌如图4所示。
从图3a、图3b、图3c和图4a、图4b、图4c可以看出,熔覆层和基体之间有明显的裂纹,成形效果差。这是因为功率较小,单位面积内基材吸收的热量不足以使粉末完全熔覆所致;图3d、图3e、图3f对比图3a、图3b、图3c熔覆效果较好,随着功率的增加,熔池内的热量增加,熔池内有更多的粉末融合,使得熔覆层与基体结合良好,随着TiO2粉末的增加熔覆层的裂纹明显减少;图3g、图3h、图3i熔覆层效果最好。这是因为随着激光功率不断增大,熔池内的粉末完全融合,表面的裂纹明显减少熔覆层与基体结合良好。

Fig.3 Microscopic appearance (25×, Fig.3a~Fig.3i are in order 1#~9# in Table 3)
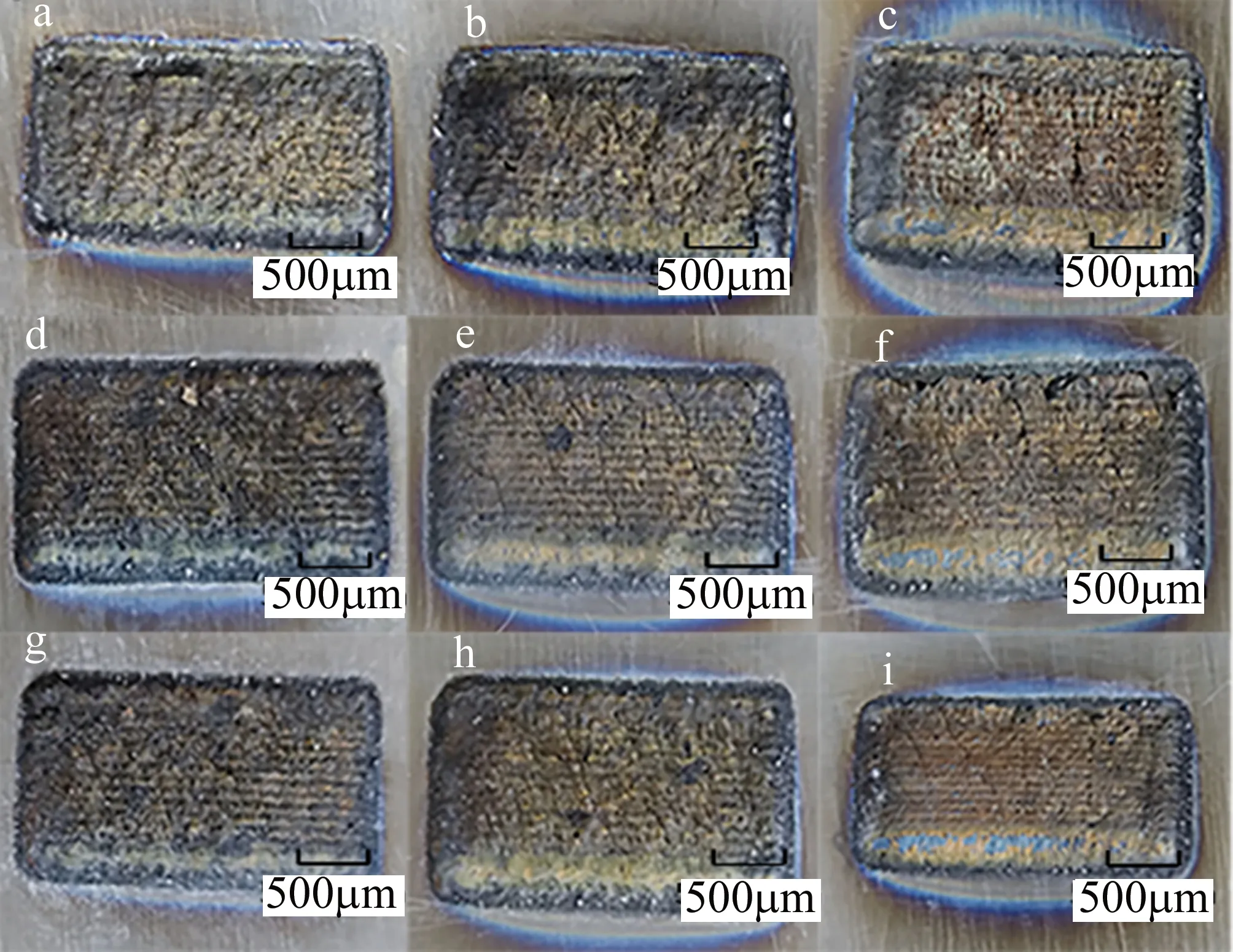
Fig.4 Macro topography
对于同功率不同TiO2粉末含量的情况下,以图3d、图3e、图3f为例,发现图3d的熔覆效果最差,图3f的熔覆效果最好;这是因为Fe60与基体TC4的热膨胀系数差异较大引起裂纹。所以在激光熔覆时,在保证所要达到性能的同时,应尽量选择热膨胀系数相同或相近的粉末和基材。
2.2 维氏硬度分析
使用数显显微硬度机(MHVD-1000AT),选取试样中的3#、6#、9#进行硬度检测,利用硬度测试仪沿多涂层截面进行测试,每个试样分别测试7个点,加载力1.96N、保荷时间10s,结果如图5所示。3#试样的平均维氏硬度是645.21HV,6#试样的平均维氏硬度为446.63HV,9#试样的平均维氏硬度为834.07HV。由此可见功率对熔覆层的硬度有很大影响。3#、6#和9#试样的平均维氏硬度依次升高,这说明在一定范围内适量增加功率可以提高熔覆层的硬度;这是因为随着功率的增加,粉末与基体形成良好的冶金结合,熔覆层硬度提高。TC4合金的维氏硬度356.43HV,9#试样熔覆层的表面硬度比基体提高接近2.5倍,很大程度上提高了材料的硬度。
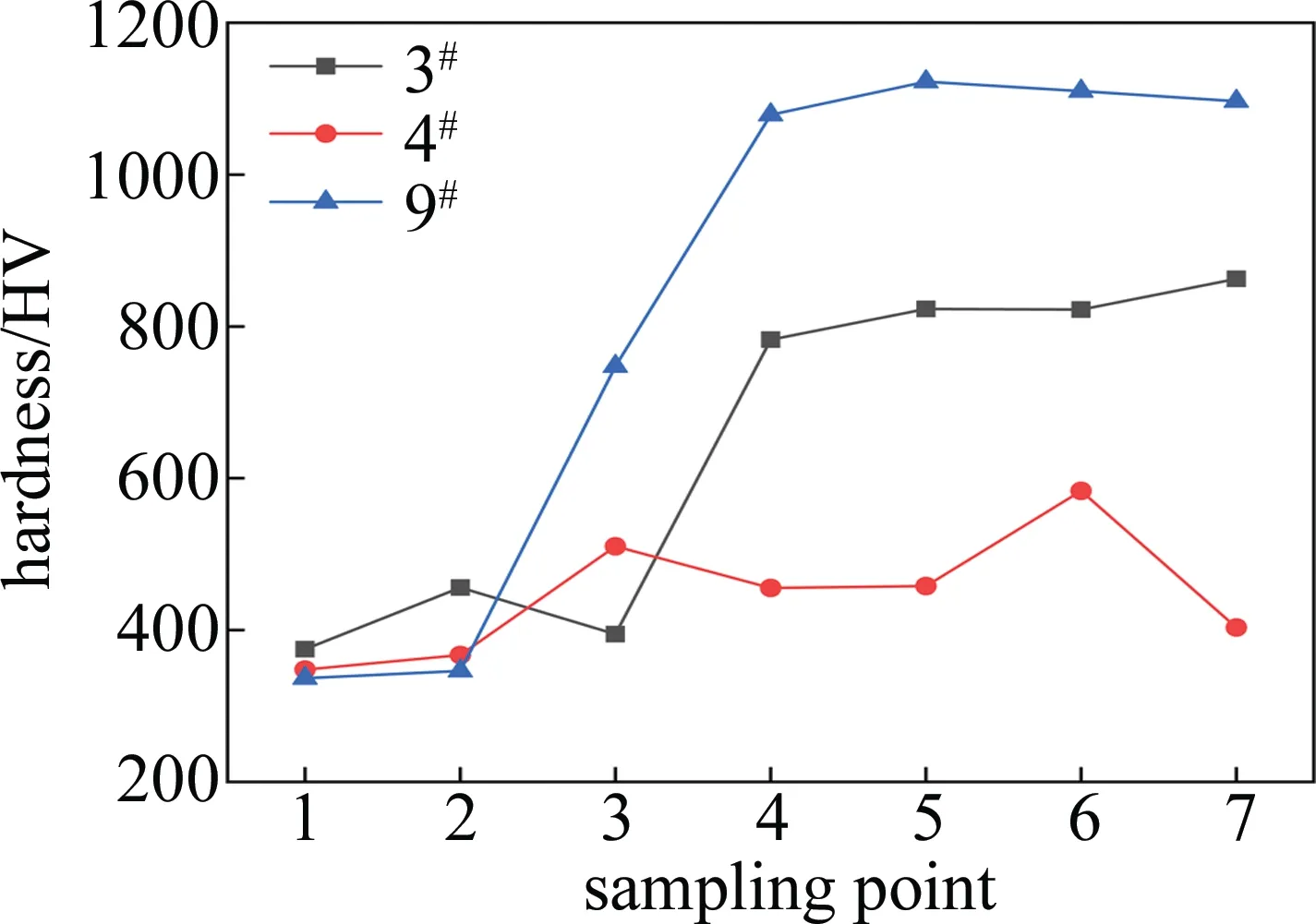
Fig.5 Vickers hardness profile
2.3 减磨性分析
从图6中基材与含有不同TiO2粉末涂层的摩擦系数可以看出,TC4基板的摩擦系数稳定在0.65±0.03;当未添加TiO2粉末(4#)时,此时涂层的摩擦系数在0.5左右浮动;随着涂层中TiO2的质量分数进一步增加,摩擦系数系数明显降低,当添加质量分数为0.05的TiO2粉末(2#)和0.10的TiO2粉末(3#)时,熔覆涂层的摩擦系数显著下降,分别为0.47±0.05和0.3±0.03,这是因为激光熔覆过程中,熔覆层中的与Fe基粉末充分融合,在摩擦过程中能够TiO2粉末有效的阻止磨粒的显微切削,降低了复合涂层的摩擦系数,提高熔覆层的减摩擦性。
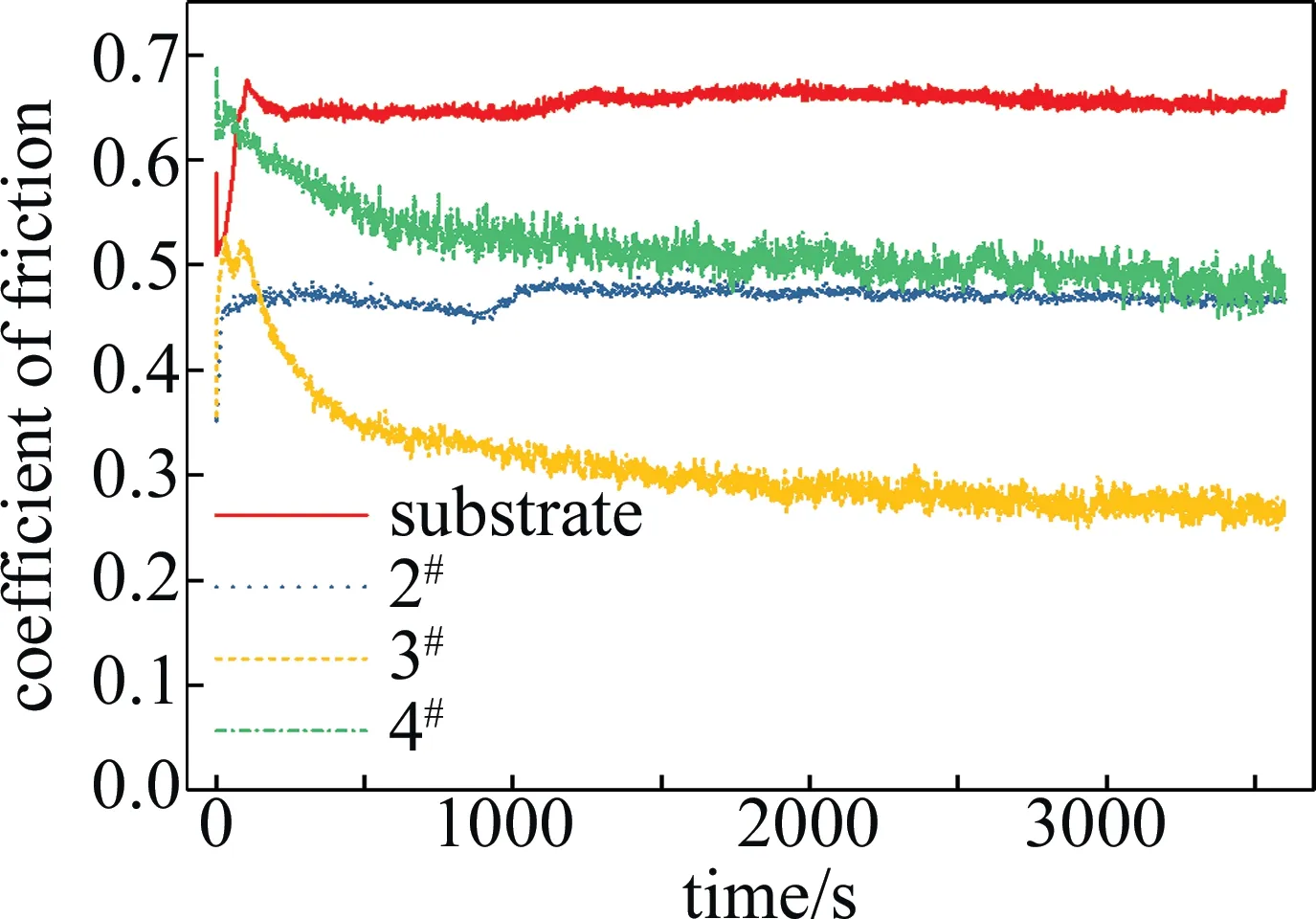
Fig.6 Variation law of friction coefficient of laser cladding sample surface with time
3 熔覆层的微观组织分析
图7中给出了不同功率和不同含量的TiO2粉末熔覆后涂层的 X射线衍射(X-ray diffraction,XRD )图谱。从涂层1#、7#中Ti化合物的衍射峰对比可以看出,随着功率的增加,未添加TiO2的7#涂层生成了更多的Ti化合物,这是由于过小的激光功率导致1#涂层生成的Ti化合物较少,而7#涂层生成了更多的Ti化合物;从涂层7#、8#中Ti化合物的衍射峰可以看出,在同功率的情况下,TiO2粉末含量增加致使8#涂层生成了更多的Ti化合物;涂层3#、6#和9#在加入质量分数为0.10的TiO2后,只有6#生成了Ti化合物。对比分析可知,不同功率和不同摩尔比粉末对熔覆后涂层Ti化合物的含量都有影响。在TiO2粉末含量一定的时,随着激光功率的的增加,有助于熔覆层Ti化合物的形成,但过大的激光功率会抑制Ti化合物的形成;在同功率情况下,例如功率400W时,添加质量分数为0.05的TiO2所产生的Ti化合物较添加0和0.10更多。

Fig.7 XRD patterns of each coating after laser cladding
4 结 论
通过多组实验,在TC4 板表面熔覆多道 Fe60-TiO2复合涂层,对不同功率和不同TiO2粉末的熔覆层进行了宏观形貌、表面维氏硬度和减磨性的分析。
(1)在进行激光熔覆实验时,激光功率过低,熔覆层和基体之间有明显的裂纹,成形效果差;在一定范围内,随着功率增加熔池内的热量增加,熔池内有更多的粉末融合,使得熔覆层与基体结合良好。在同功率下随着TiO2粉末的增加熔覆层的裂纹明显减少。
(2)一定范围内适当增加激光功率可以提高熔覆层的硬度,在激光功率为500W时熔覆层的硬度增大到基体的2.5倍左右。
(3)在一定范围内,随着TiO2粉末质量分数的增加,涂层的摩擦系数降低,减磨性提高。
(4)不同激光功率和不同TiO2粉末质量分数对熔覆后涂层Ti化合物的质量分数都有影响。在TiO2粉末质量分数一定的情况下,激光功率的增加有助于熔覆层Ti化合物的形成,但过大的激光功率会抑制Ti化合物的形成;在激光功率相同的情况下,添加质量分数为0.05的TiO2所产生的Ti化合物较添加质量分数为0和0.10更多。
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
山东陶瓷(2021年5期)2022-01-17 02:35:46
陶瓷学报(2021年1期)2021-04-13 01:33:08
石材(2020年11期)2021-01-08 09:21:48
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
电镀与环保(2018年4期)2018-08-20 03:08:02
中成药(2018年1期)2018-02-02 07:20:14