
半瓦环抱式外对口器的设计及应用
2022-07-11 10:04王志业王超刘海林
石油和化工设备 2022年6期
王志业,王超,刘海林
(海洋石油工程股份有限公司,天津 300452)
深水海底管线普遍存在PLET,船舷侧作业为最常用的施工方式,一般中国南海作业水深为400米至1500米不等,PELT装置从海底到海面的操作平台之间只有靠近端部一个防脱落固定液压装置。为检验相配套的设备和设计流程的可靠性,在作业海域现场模拟了PELT整套海上操作流程,从测试情况得出:现场管子的晃动性较大,导致组对和焊接不能正常完成,通过设计制作“半瓦环抱式外对口器”,防止管子受海水冲击的晃动,保障组对的可操作性,是普通外对口器强度的3-5倍,保障了焊接一次合格率100%,并且大幅度提高PLET施工效率和施工质量,可在后续海管项目PLET施工中推广使用。
1 PLET舷侧海上安装黄金焊口组对的要求
舷侧安装PLET组对工况下,需要使用外对口器将PLET尾管和回收并悬挂在适配器上的海管管端组对并进行长时间约束,使二者之间没有相对位移,满足打底焊接的要求,否则将会出现焊接裂纹。由于海管悬挂段长达750m,运动受悬挂点船体运动、自身构型以及海洋水动力的控制,PLET运动主要受船体运动控制,如何准确模拟组对状态下海管和PLET整体的运动响应并提出管卡处的荷载,是管卡开发的关键。
为了解决海管回收后在悬挂过程中管段晃动造成黄金焊口的坡口组对困难和焊缝撕裂问题,为了保证坡口的组对质量,研制了半瓦型环抱立式外对口器,该外对口器刚性强,满足从焊口处充氩保护冶金复合管的焊接外对口器 ,具有承载能力大,可对中调节等特点,能有效防止管端晃动,保证组对、焊接质量。
2 半瓦环抱式外对口器设计
2.1 技术思路
防止海上海管的晃动是制作此装置的主导思路,根据主导思想从以下方面实施:
● 使用足够强度的材料作为主要受力部件是重点;
● 便于现场操作是此装置实用性的重要参考点;
● 在实现组对的情况下,怎么把组对精度提高是考量此装置优劣的重要参数;
● 实现高精度组对为焊接奠定了一个好的基础,但怎么不影响现场焊工的操作是应用推广的一个重要参考点;
● 安全可靠是对此装置的全面评价;
2.2 技术原理或技术方法
● 使用厚度20mm,长度600mm的X65材质的圆形无缝钢管作为“半瓦环抱式外对口器”的主要部件,利用此规格的材料作为只要部件主要是考虑到利用高强度固定,防止管子受海水冲击的晃动,保障组对的可操作性,是普通外对口器强度的3-5倍;
● 使用机加工的方式对圆形无缝钢管进行加工成两个半瓦式,机加工可有效防止在加工半瓦时造成的变形;
● 使用机加工的方式对两个半瓦进行内壁内镗,保证夹具与现场海管的贴合力,机加工方式可防止变形;
● 利用机加工在每个半瓦的中间,根据管径的大小设计加工出长形圆角的焊接孔,实现焊接的可操作性,机加工可有效防止变形;
● 为进一步加强此对口器的强度,在两个半瓦上分别用4套50mm直径的螺栓和螺母进行加强,采用螺母固定在的上下,螺栓可拆卸式的结构,在现场风浪较大,管子受力较大时灵活使用,这样既能保证更大的强度防止管子晃动,又能给焊接流出可操作空间;
● 用12mm的D36型号的钢板加工成“合叶”形式,把两块半瓦连接,用筋板加固,既保证开合的自由和顺畅性,又能保证足够的强度;
● 用直径50mm左右的螺栓作为加紧装置,用筋板加固,既保证开合的自由,又保证足够的强度;
● 为保障在加紧后能够实现对组对错皮的微调整,在两块板瓦的靠近焊缝上下两端进行掏孔,分别用4套直径30mm的螺栓和螺母(共计16套),固定在两块半瓦上下的掏孔处,起到一圈8个点的任意调节,保证组对质量;
● 设计制作便携式的托架,组对时把托架安装在对口器的下部起到支撑作用,作为“半瓦环抱式外对口器”的辅助装置,防止此对口器在操作过程中脱落所造成伤害;
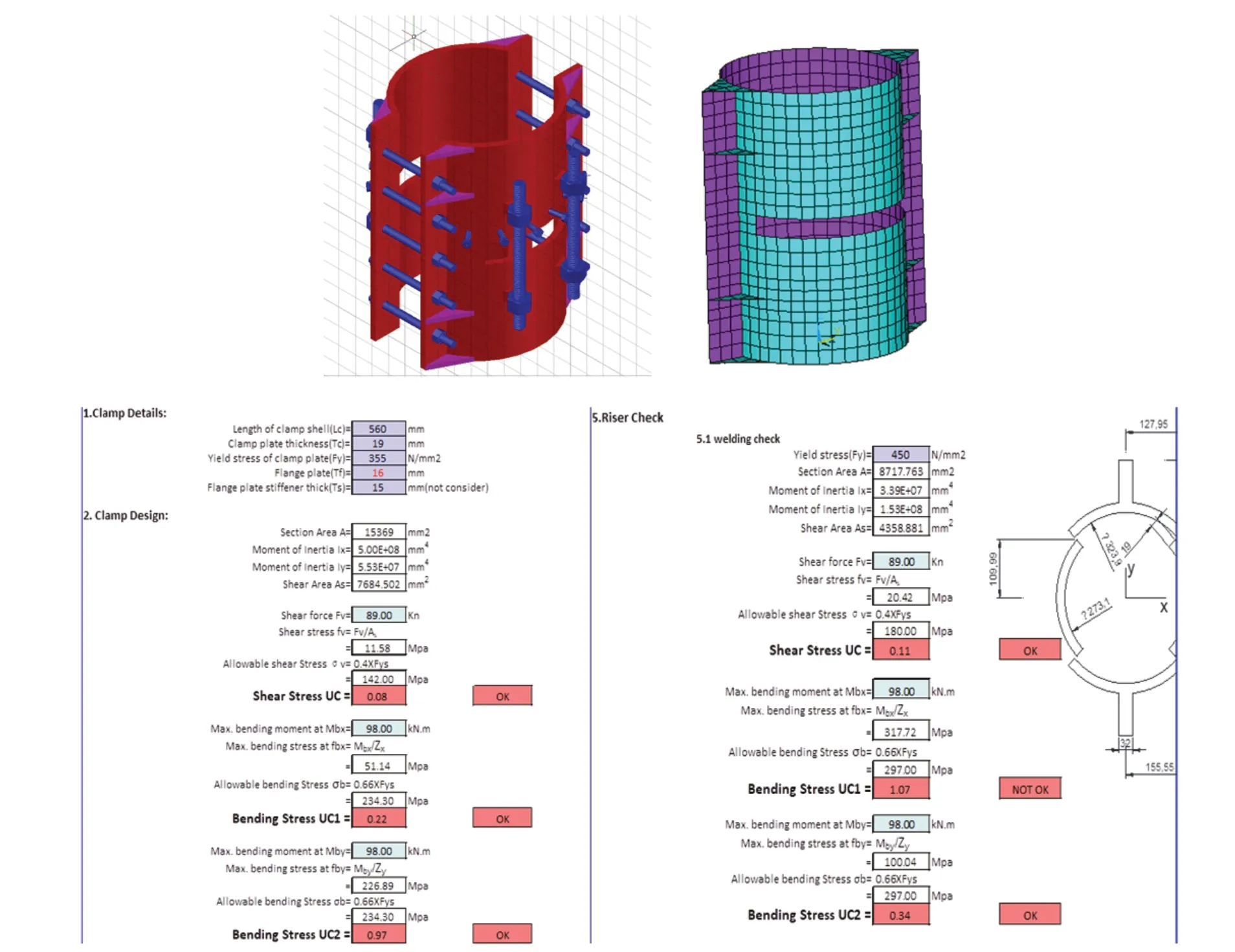
图1 半瓦环抱式外对口器设计及分析
3 半瓦环抱式外对口器的应用
按照上述设计,制造了一套半瓦环抱式开对口器,并应用于我公司南海某海管项目中,避免了因晃动导致焊口撕裂的风险,保证了组对质量,促使焊接一次合格率达到100%,并提前计划7天完成,效率提升4倍,有效克服了PLET舷侧海上安装黄金焊口组对的瓶颈,满足了组对效率高、精度好等要求,产生了较大的经济效益。

图2 半瓦环抱式外对口器组对
4 结论
本文在分析海管PLET舷侧海上安装过程中由于现场管子晃动性较大,导致黄金焊口组对和焊接不能正常完成的基础上,介绍了一套半瓦环抱式开对口器的设计。该套半瓦环抱式开对口器应用于南海某海管项目中,保证了组对质量,促使焊接一次合格率达到100%,效率提升4倍,具有较高的推广应用价值。
猜你喜欢
机械工程师(2022年10期)2022-11-17
化工机械(2022年4期)2022-09-02
红领巾·萌芽(2021年8期)2021-08-09
老友(2021年4期)2021-05-23
天然气与石油(2021年1期)2021-03-08
石油管材与仪器(2020年2期)2020-05-11
课堂内外(小学版)(2019年4期)2019-05-17
科技风(2018年9期)2018-05-14
广东造船(2017年3期)2017-07-18
建筑建材装饰(2017年4期)2017-05-31
