
抽水蓄能电站座环工地磨削工艺
2022-06-28 13:03汪申武
水电站机电技术 2022年6期
汪申武
(1.东方电气集团东方电机有限公司,四川 德阳 618000;2.西南交通大学机械工程学院,四川 成都 610000)
1 概述
抽水蓄能电站水头较高,整个机组各零部件的材料及加工精度要求十分严格。座环作为水轮发电机组中水轮机部分的主要承重部件和安装水平基准,其浇筑和加工质量对整个机组的安装及运行的稳定性有着重要的意义。抽水蓄能电站的座环大多需要在电站现场焊接部分蜗壳或者分瓣运输到电站现场组焊后浇筑而成。座环在组焊、浇筑过程会产生变形,因此通常需要在电站现场对座环配合面进行二次加工以满足安装要求。
2 抽水蓄能机组蜗壳座环结构特点
抽水蓄能机组蜗壳座环通常为钢板焊接结构,由上、下环板、固定导叶及蜗壳组焊而成(图1)。上、下环板一般采用S500Q 高强度钢板,固定导叶采用S550Q 高强钢板。蜗壳座环最大回转直径通常超过10 m,因此受运输条件限制座环通常分为两瓣在工地现场组焊成整圆并装焊分瓣部位两节蜗壳。座环开档尺寸较小、安装平面尺寸精度要求高(影响活动导叶端面间隙)、平面度控制难度大,给座环浇筑后的工地二次加工带来了巨大的挑战。座环工地需二次加工的面有与顶盖把合法兰面、上环平面、下环平面及基础环平面,部分机组因浇筑变形量大还需要增加上环板圆面及下环板上、下环圆面的磨削(图2)。

图1 蜗壳座环结构示意图
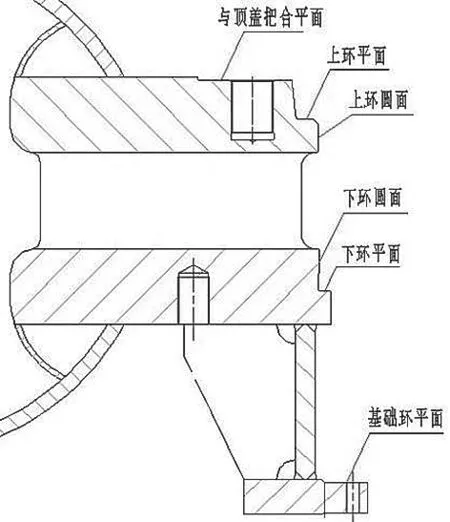
图2 座环工地打磨示意图
3 座环工地磨削设备结构
抽水蓄能电站座环工地磨削设备通常为一种可调节的组合式专机设备,主要由机头、接长臂、转臂、中心柱、支柱(共两个)、底座、支撑梁、配重块等部分组成(图3)。其中机头部分主要由转动系统、升降系统以及调节系统构成。转臂部分主要用来安装机头,且在转臂中心平台所在的横梁两侧各有1 套齿轮齿条系统,可进行机头旋转半径的调节。支柱为组合结构,通过不同高度的支柱与中心柱进行组合来实现座环不同平面的打磨。底座主要由中心调节机构和水平调节机构组成,分别用来调节座环磨削设备的旋转中心和旋转水平。支撑梁用于承担整个磨削设备重量。配重块用于保持转臂与机头在工作状态下的稳定运行。

图3 座环工地磨削设备示意图
4 座环工地打磨施工工艺流程
根据座环及磨削设备结构特点,为减少磨削设备配件装拆次数及调整时间,座环工地磨削施工按自上而下的打磨顺序,具体施工工艺流程见图4。

图4 施工工艺流程
4.1 施工准备
4.1.1 工具准备
座环在进行磨削加工前应准备好所需工器具,确保后期打磨顺利进行。座环整个施工过程所需的主要工具有:座环工地磨削设备(含配件)、水准仪、深度尺、内径千分尺、清洗剂、求心器、风管等。
4.1.2 机坑清扫返点
座环工地加工前需全面清扫整个机坑,清除座环本体及座环磨削设备基础垫板上的油污、混凝土浆等。同时应将座环上的X、Y 线引至机坑里衬和下环板合适位置作为后期导水机构安装方位的基准,并在合适位置标识出座环中心的基准点。具体方法如下:
(1)用风管、角磨机等工具清理座环各面及磨削设备基础垫板,去除高点、油污、毛刺及混凝土等杂质。
(2)将座环X、Y 线引至下环板平面和机坑里衬的合适位置,并做好方位刻度线标记。作为今后安装底环、顶盖、水轮机接力器及控制环的安装方位基准。
(3)利用求心器和内径千分尺找出座环圆心位置,并在上镗口合适位置标识4 组基准点作为磨削设备旋转中心和圆面打磨的基准。
4.2 座环平面及圆面加工量的确定
座环平面磨削量的确定是根据机坑测定时的座环水平度和导水机构相关零部件的实际加工尺寸、结合设计图纸要求进行计算得来。座环圆面磨削量是由机坑测定的圆度结合设计图纸来确定。各相关部位及尺寸如图5、图6 所示。

图5 顶盖相关尺寸示意图
图6 底环相关尺寸示意图
(1)座环打磨时以与顶盖把合平面(图7)作为基准面。基准面的打磨量根据导水机构中心线位置并结合机坑测定的座环基准面平面度来确定。

图7 座环打磨量示意图
(2)上环平面加工量通过测量上环平面到座环与顶盖把合法兰平面距离M来控制;M=A+△L1,其中A为顶盖实际加工数据,△L1为顶盖与座环上环平面配合设计间隙值。
(3)下环平面加工量通过测量下环平面到座环与顶盖把合法兰平面距离N来控制;N=B+C+E+θ+ΔS,其中B、C为顶盖和底环相关测量数据,θ为活动导叶设计端面总间隙,ΔS为顶盖挠度及下沉量值,ΔS具体数值通过有限元分析计算得来。
(4)基础环加工量通过测量基础环平面到座环与顶盖把合法兰平面距离P来控制;P=N+D+△L2,其中D为底环测量数据,△L2为底环与基础环安装设计配合间隙。
4.3 座环磨削设备安装及调节
根据座环工地磨削设备安装说明书将磨削设备安装在机坑内部。通过中心横梁两侧的齿轮齿条调节磨削半径,通过底座上的水平及中心调节装置调整好磨削设备旋转中心及旋转水平精度。在正式磨削前应复查各连接部件的把合螺栓、螺帽是否把紧,确保施工安全。
4.4 座环平面磨削加工及质量控制措施
抽蓄座环工地磨削专机设备通常采用的是手推式的磨削方式,通过人工推动转臂回转,电机带动砂轮片自转的方式达到打磨的目的。为提高座环平面打磨质量,控制打磨水平度及粗糙度,关键在于控制以下几个方面:
(1)砂轮片的修型。通过对砂轮片进行修型的方式来减小磨削时砂轮片与座环平面接触面积,可以有效减小打磨时机头的抖动,从而达到提高磨削平面粗糙度的目的。砂轮片的修型可采用手持式砂条将砂轮片端面形状修磨成“外高内低”的形态。砂轮片修磨前后形态如图图8、图9 所示。

图9 砂轮片修磨后
图8 砂轮片修磨前
(2)砂轮片的水平调节。砂轮片的水平可通过机头的调节螺钉进行周向及径向的调节。并用塞尺或红丹粉标识的方式予以检查,使砂轮片周向水平和径向水平调整在0.02 mm 之内。砂轮片水平调节好后应先对座环平面进行试磨,用框式水平仪结合水准仪检查试磨平面的周向及径向水平作为水平调节的最终依据。
(3)进刀量的控制。座环平面磨削时,先根据机坑测定的座环平面数据标记座环平面的高点,从高点下刀磨削。磨削时需根据砂轮片火花情况适当调节进刀量,在进行粗磨时加工余量较多,可适当增大进刀量以提高打磨效率。但进刀量过大会引起机床的剧烈抖动,抖动时磨出的平面粗糙度较差,同时影响设备的稳定性。因此,在磨削时应根据座环磨削平面的宽度选取合适的进刀量,保证磨削质量的同时兼顾打磨效率。在进行平面精磨时加工余量较小,应逐步减小进刀量,避免造成打磨尺寸超差而返工。
(4)旋转速度的控制。座环平面磨削时应根据每个平面宽度的差异、进刀量的差异及磨削余量选择合适的旋转速度,磨削时应确保机头不会产生较大的抖动才能保证磨削平面的质量。
(5)磨削水平度的控制。座环平面磨削时需同时控制其周向水平及径向水平,关键在于控制机床的旋转水平和砂轮片的周向及径向水平。精磨时机床转臂的旋转水平应调节在0.05 mm 以内,砂轮片的周向及径向水平应控制在0.02 mm 以内。因座环周长较大,且各区域打磨量不同,可通过分段打磨的方式提高座环整体打磨水平精度。分段打磨时先根据水准仪测量结果将座环平面进行区域划分,每段区域标记相应的打磨量。打磨过程随时监测机床水平及座环平面度情况。
(6)砂轮片磨损情况监测。由于座环平面加工余量不均匀,当砂轮片进刀量较大或长时间工作后会发生粘连现象。表现出的现象是砂轮片表面变黑,会导致磨削的平面也出现变黑。这种情况发生时应停下机床,用手持式砂条清理砂轮片表面黑色区域或者更换砂轮片后方可继续进行打磨。
4.5 座环圆面磨削
抽蓄座环通常为分瓣结构,在工地进行组焊和浇筑,不可避免会发生变形。且变形量通常可达到1.5~2 mm,因此大部分机组还需在工地对座环圆度进行磨削加工,确保顶盖、底环的顺利安装以及保证底环圆面处立面密封圈的密封效果。
座环环板的圆面加工是利用砂轮片柱面进行磨削,圆面磨削加工的重点在于设备中心的调节。需以机坑测定时在上镗口上标识出的4 组基准点调整好磨削设备的旋转中心在0.05 mm 之内方可进行圆面的打磨。由于砂轮片厚度尺寸通常小于座环上、下圆面高度,在磨削时需进行接刀。圆面磨削应按照平面磨削同样的要求控制转臂旋转速度和砂轮片的进刀量以保证磨削质量。
5 小结
结合抽水蓄能电站座环的结构特点,介绍了座环在工地现场磨削的基本工艺流程。阐述了座环磨削过程的关键点及难点,并提供了座环磨削过程中质量控制方法,该方案已在国内多个抽水蓄能电站实际工作中顺利实施,为同类型电站座环工地磨削提供了参考依据。
猜你喜欢
超硬材料工程(2022年3期)2022-10-19
水电站机电技术(2022年9期)2022-09-26
汽车实用技术(2022年3期)2022-02-24
金刚石与磨料磨具工程(2021年5期)2021-11-06
哈尔滨轴承(2021年2期)2021-08-12
失效分析与预防(2020年1期)2020-06-17
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
汽车实用技术(2019年6期)2019-04-11
汽车与新动力(2013年5期)2013-03-11
