黑水虻油脂的提取及理化性质分析
2022-06-28 01:44徐歆歆王文韬
饲料工业 2022年12期
■徐歆歆 王文韬 吉 红*
(1.西北农林科技大学动物科技学院,陕西杨凌 712100;2.河南师范大学水产学院,河南新乡 453007)
昆虫资源作为地球上最大的生物类群,具有生长周期短、繁殖速度快、摄食广泛的特点。此外,昆虫资源因具有较高的营养价值被广泛用作动物蛋白原料[1-2]。有研究指出黑水虻虫浆在框鲤日粮中添加75%水平以内对鱼体生长无负面影响,并对鱼体健康具有正向的促进作用[3]。黑水虻蛋白替代豆粕且日粮蛋白水平低于14.85%时,对鸡蛋蛋清品质无负面影响[4]。黑水虻幼虫粉替代鲈鱼日粮中50%的鱼粉对其幼鱼的生长性能无显著影响[5]。然而,随着黑水虻蛋白饲料化进程的加快,其加工过程中的副产物——黑水虻油脂的开发应用也得到了学者们越来越多的关注[6]。黑水虻油脂中的脂肪酸组成较为丰富,且含有淡水鱼类生长发育所需的亚油酸[6]。目前一些先进的油脂分离设备也在逐渐应用到油脂分离过程中[7]。但如今与黑水虻油脂的提取工艺及理化性质分析的相关试验还较少[8]。相关研究还不够深入,一定程度上限制了昆虫油脂在饲料行业的有效应用。因此本研究采取有机溶液浸提法,通过单因素试验,探索反应温度、有机溶剂与虫粉的比例、提取时间这3个因素求取最佳单因素条件。在此基础上通过正交试验设计,优化有机溶液浸提法提取黑水虻油的最优条件。对最优条件下制备出的油脂进行理化指标检测并与压榨法制备的油脂进行比较,明确黑水虻油的理化性质,为黑水虻油饲料化工作奠定基础。
1 材料与方法
1.1 黑水虻油的提取
黑水虻干虫由西北农林科技大学安康水产试验示范站(陕西安康)提供。首先用超微粉碎机将干虫进行粉碎,将粉碎后的干虫分为3份,1份通过索氏提取法测定黑水虻干虫粗脂肪含量[5],1份用于有机溶液浸提法确定最佳反应条件并提取油脂[9];1份放入预热好的自动榨油机中榨取虫油,将虫油在4 000 r/min的条件下离心10 min 去除杂质,取上清液[10],将黑水虻油分别收集于特定油罐中,冷却静置备用。
1.2 试验试剂
石油醚(60~90 ℃)、95%的乙醇、冰乙酸、三氯甲烷、丙酮、乙醚、盐酸等化学试剂(分析纯)购自于雨辰化玻站(陕西咸阳)。
1.3 有机溶液浸提黑水虻油脂
将黑水虻粉(g)与石油醚(mL)以一定比例放在锥形瓶中后,放在一定温度下的水浴锅内进行反应,到达反应时间后取出锥形瓶。将锥形瓶内物质进行离心后取上清液并用旋转蒸发仪进行油脂与有机溶剂的分离。
1.3.1 单因素温度的确定
称取黑水虻幼虫干粉5 g,在石油醚用量60 mL、反应时间是4 h 的前提下分别测定温度(30、40、50、60、70 ℃)下的油脂提取率。
油脂提取率(%)=黑水虻油的重量(g)/黑水虻幼虫干粉的重量(g)×100
1.3.2 单因素时间的确定
称取黑水虻幼虫干粉5 g,在石油醚用量60 mL、提取温度为40 ℃的条件下分别提取(2、4、6、8、10 h),测定提取率。
1.3.3 单因素料液比的确定
称取黑水虻幼虫干粉5 g,分别与不同体积的石油醚(40、50、60、70、80 mL),在温度为50 ℃的条件下反应4 h后,测定提取率。
1.3.4 正交试验
在分别确定虫粉与石油醚的比例、最佳反应温度及时间后,以3者为考察因素采用正交试验设计[L9(34)]对试验的最佳反应条件进行综合选择并验证。
1.4 黑水虻油脂感官指标及理化指标的测定(见表1)
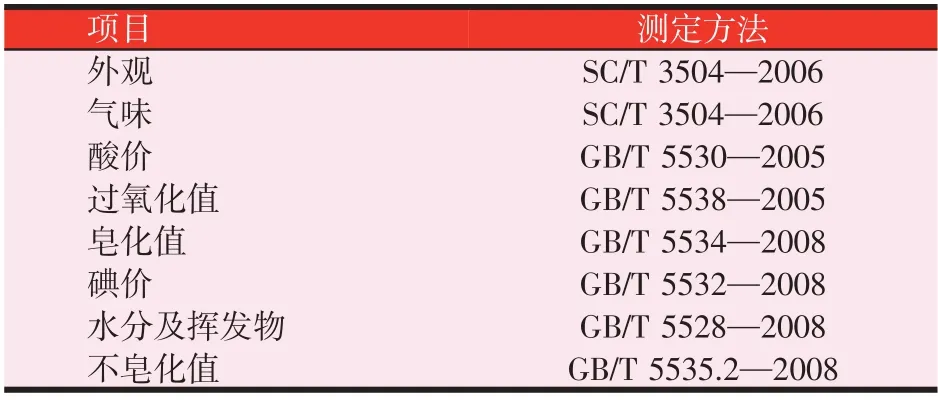
表1 油脂理化指标及测定方法
1.5 数据统计分析
油脂理化性质的数据采用“平均值±标准差”的形式表示,用SPSS 18.0 软件对两种不同方法提取的黑水虻油进行独立样本t检验,“*”表示P<0.05。
2 结果与分析
2.1 黑水虻粗脂肪含量的测定
黑水虻中粗脂肪含量为29.8%。
2.2 提取温度对油脂提取效果的影响(见图1A)
当反应温度控制在30~50 ℃内时,油脂提取率呈快速上升趋势;当温度超过50 ℃后,提取率下降;故50 ℃为最佳反应温度。
2.3 提取时间对提取效果的影响(见图1B)
当提取时间在2~6 h 内时,油脂提取率随时间的延长而升高;当反应时间超过6 h 时,提取率开始下降;故反应6 h为最佳提取时间。
2.4 物料比对提取效果的影响(见图1C)
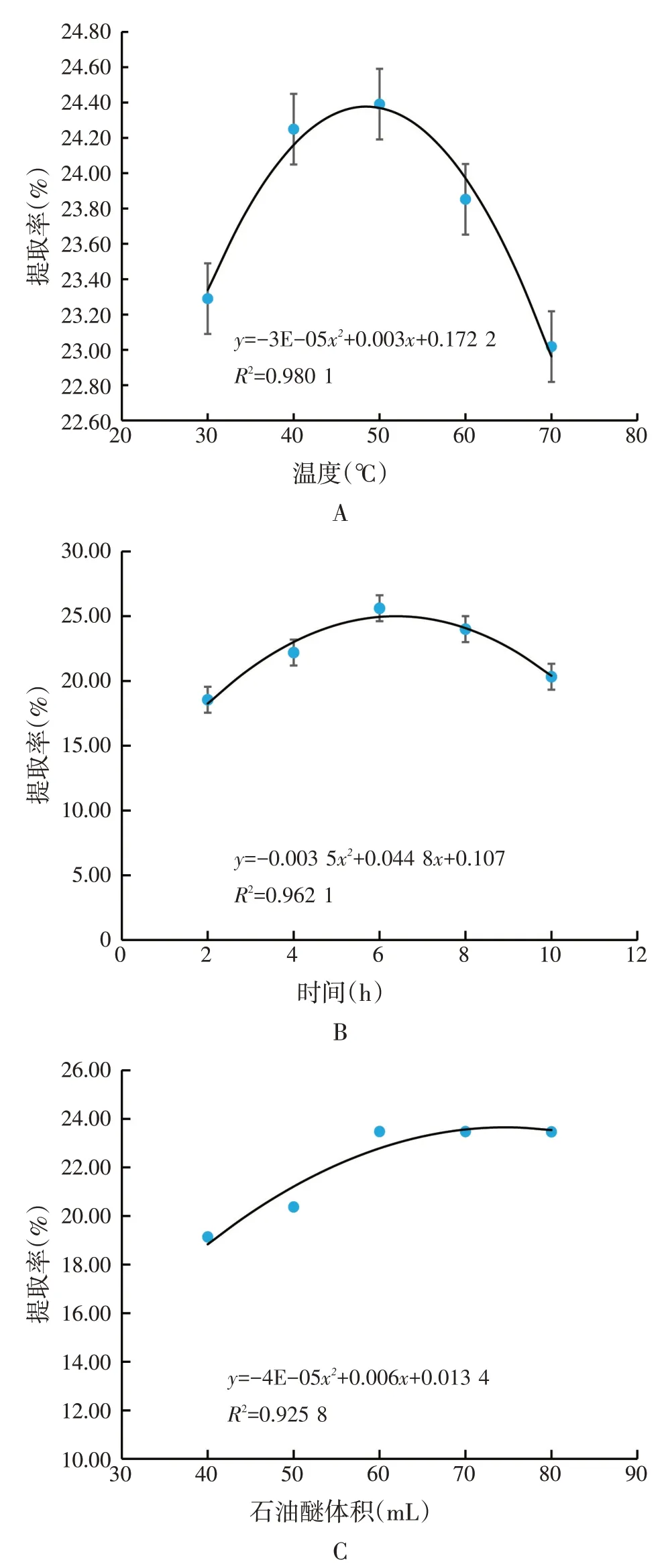
图1 温度、时间及石油醚体积对虫油提取效率的影响
随着石油醚的体积增加,油脂提取率在虫粉∶石油醚=5(g)∶60(mL)时(即物料比1∶12)趋向稳定;随着石油醚体积的继续增加,油脂提取率变小。考虑到成本问题,故确定最佳物料比是1∶12。
2.5 油脂提取工艺优化结果(见表2~表5)
选取低于最佳物料比反应水平、最佳物料比、高于最佳物料比反应水平以及低于最适的提取温度,最适提取温度以及较高的提取温度来制备因素水平表。由表2 可知,虫粉与石油醚的比例采用的3 个反应水平为1∶10、1∶12、1∶14。反应温度的水平为30、40、50 ℃,反应时间的时间段分别是4、5、6 h。

表2 正交试验的因素水平
由表3和表4可知,3个参数对虫油提取效果影响不同,虫粉与石油醚的比例对提取率的影响最大,其次是温度和时间(极差RA>RB>RC)。黑水虻油提取的最佳条件组合为:A2B3C2,即在虫粉∶石油醚为1∶12,反应温度50 ℃的条件下持续反应5 h。由于该组合未进行检测,故进行验证(见表5),在此条件下油脂提取率平均为24.59%。
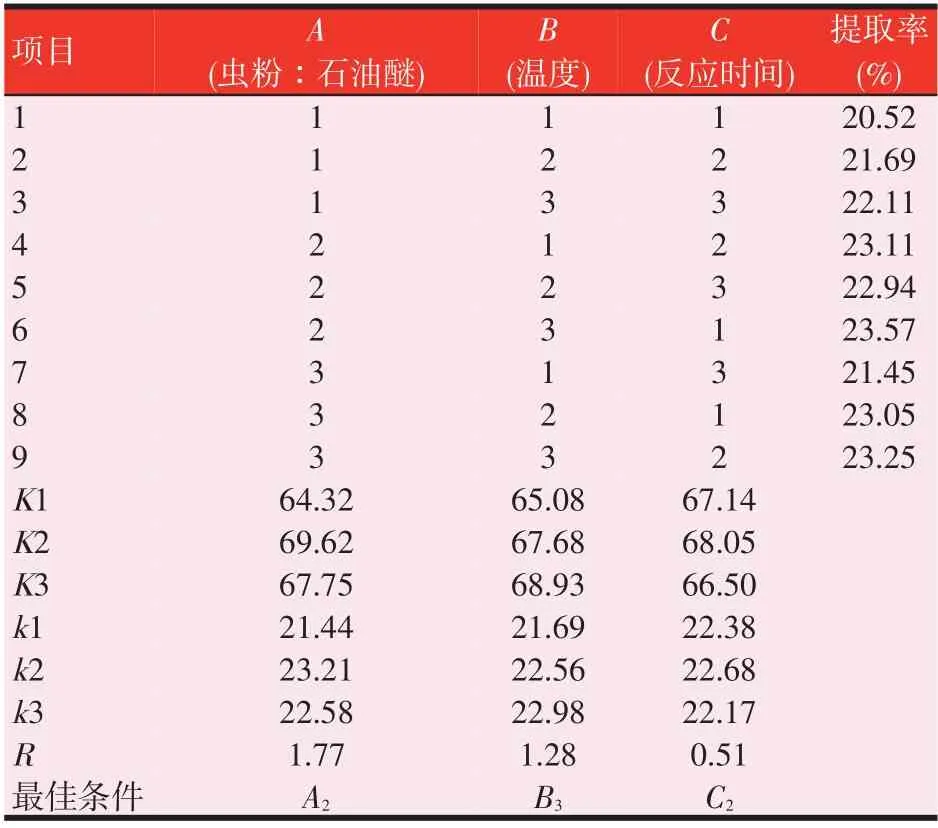
表3 黑水虻油脂提取正交结果

表4 方差分析
表5 验证结果
2.6 油脂感官及理化性质指标测定(见表6~表7)
质量好的油脂清澈透明,不会有酸败及其他异味,而质量较差的油脂则会出现浑浊,颜色过深及异味。由表6 可知,经检测发现浸提法获得的黑水虻油,颜色为浅黄色到深黄色,油脂颜色比猪油及豆油颜色略深。无酸败及特殊异味等。通过检测黑水虻油的理化性质指标,并与压榨法制备得到的黑水虻油进行比较发现,两种提取方式制备的黑水虻油在酸价、碘价、过氧化值、皂化值、不皂化物等指标之间无显著性差异(见表7)。

表6 不同种类油脂的感官性状(国标饲料用油脂标准)

表7 黑水虻油理化性质指标测定(国标饲料用油脂标准)
3 讨论
浸提法是目前国内外广泛应用的一种油脂提取工艺[11],运用简单的固液萃取原理,将油料溶于有机溶剂中,通过控制时间、物料比、溶剂、温度等条件达到最佳提取率,主要用于工业生产[12]。本研究将分离的油脂通过旋转蒸发仪进行提纯,油脂中所含有机溶剂的可能性更小,油脂更安全。在浸提法提取工艺研究中,发现温度过高时,石油醚出现沸腾并挥发过多,油脂分子扩散困难,导致油脂提取效率不断降低,此外,当提取时间持续过长,也存在油脂过氧化的风险并带来油脂提取效果不理想的后果[12]。该提取方法的优点是易于改进,例如结合超声波技术,可减少油脂成分生理活性的损耗,有效提高油脂提取率并改善脂肪酸比例,但缺点是提取时间长、温度过高、有机溶剂残留等[13]。
压榨法是昆虫油脂提取的常见方式,将昆虫油脂通过机械外力从原料中挤压出来[7]。此类设备操作较简单,投入少,油脂营养成分保持较完整,但由于是通过物理方式制备油脂,通常榨油率略低[14-15],油脂通常为毛油,会含有残渣等,需采用离心等技术处理,离心后的黑水虻油更加清澈[16-18]。
理化特性是综合评价油脂质量的典型指标[10]。碘价高,则其中的不饱和双键数量多,会使油脂易于发生酸败或变质[19]。鱼油碘价最高,与其自身所含有的不饱和脂肪酸比较多相一致[20]。所测黑水虻油的碘价小于鱼油,而高于猪油,表明黑水虻油中不饱和脂肪酸含量较鱼油少,饱和脂肪酸较猪油少。皂化值越小,代表其甘油酯的脂肪酸分子量越大,不饱和脂肪酸含量低[21]。所测黑水虻油皂化值与鱼油和猪油整体差异较小。但通过压榨法提取的黑水虻油皂化值虽然与浸提法所得的皂化值无显著性差异,但整体略高于浸提法制备的黑水虻油。不造化物是油脂发生皂化反应后仅能溶解在有机溶剂中的物质[22]。不造化物含量越高,油脂品质越差[23]。不皂化值在两种方式提取的黑水虻油之间无显著性差异,且均较低,表明两种方式提取的油脂掺入杂质较少,油脂纯度较高。酸价和过氧化值可反映油脂酸败的程度[24]。经检测发现黑水虻油的酸价及过氧化值均较低。本研究测定出的黑水虻油脂的酸价及过氧化值与早期相关的研究结果也较为相似[10]。此外,猪油、鱼油及豆油是目前常用的饲料用油源,提取后的黑水虻油检测发现其酸价及过氧化值均低于国际饲料用标准中(二级)油脂相对的大小[10],氧化酸败程度较低,因此表明黑水虻油状态良好。
4 结论
结合单因素及正交试验发现,当黑水虻粉与石油醚的比例为1∶12 时,在50 ℃的条件下持续反应5 h后,用浸提法提取的油脂效率最高(24.59%)。测定黑水虻油的相关理化性质,并与鱼油、猪油及豆油等常用饲料油脂进行对比,发现压榨法与浸提法制备的黑水虻油各理化指标之间无显著性差异,且氧化酸败程度都较低,是一种有潜力的饲料原料。
猜你喜欢
酿酒科技(2022年7期)2022-07-29
科学与信息化(2021年17期)2021-06-28
——基于正交试验优化的皂化反应法△
北方药学(2020年7期)2020-10-23
绿色科技(2020年12期)2020-08-03
保健与生活(2020年1期)2020-05-07
肉类研究(2018年5期)2018-09-26
热带农业工程(2017年2期)2017-08-29
吉林农业(2017年5期)2017-05-13
江苏农业科学(2015年1期)2015-04-17
山东农业科学(2014年1期)2015-03-09