浅谈渗碳炉碳势的调试方法
2022-06-24 03:37盖建栋
设备管理与维修 2022年10期
盖建栋
(南京高速齿轮制造有限公司,江苏南京 211100)
0 引言
渗碳热处理是指介质在工件表面产生的活性碳原子,经过表面吸收或扩散,将碳渗入低碳钢或低碳合金钢表层,使其在淬火回火后表层硬度和强度显著提高,而心部保持良好韧性的一种工艺[1]。渗碳零件质量的好坏取决于表面的碳浓度和渗碳深度,而零件表面碳浓度取决于炉气碳势[2]。能够完成渗碳工艺的热处理设备有许多种,其中非常重要的一个是井式渗碳炉。目前井式渗碳炉的渗碳工艺多为氮—甲醇气氛加富化气的加工工艺,相对于其他工艺而言,该工艺具有碳势控制稳定、产品质量高、操作安全的特点[3]。想要得到理想的工艺状态,设备的气氛控制及调试十分重要。
1 渗碳炉碳势的控制及PID 调节
渗碳炉在渗碳过程中首先要构建渗碳气氛环境。目前南京高速齿轮制造有限公司渗碳炉大多使用氮—甲醇构建气氛环境,渗碳炉炉内主要气体组成成分:20%CO、40%N2、40%H2[3],在此环境下,不仅可以保证炉内的正压,同时可以形成一定的碳势。在实际运用中,主要是通过流量计调节氮气和甲醇的通入量,其中甲醇要求炉温高于750 ℃时才可通入,因为在此温度下甲醇才能完全分解为CO 和H2,确保设备使用安全。氮气流量一般以“m3/h”为单位,甲醇一般以“L/h”为单位,因此一般保证通入的氮气与甲醇之间是1.1∶1 的关系,就可以满足氮气和甲醇所需的比例关系[3],以此为基础,构建所需要的炉膛内渗碳气氛环境。
炉膛内的氮—甲醇比例构建完成后,温度上升至800 ℃以上,通入富化气改善炉内气氛,以达到所需要的碳势。此时设备的智能控制仪表,如Demig 表、Stange 表等,通过PID 调节控制富化气的通入量,使碳势趋近于图1 所示的理想碳势曲线,即实际碳势与设定值基本重合的状态。
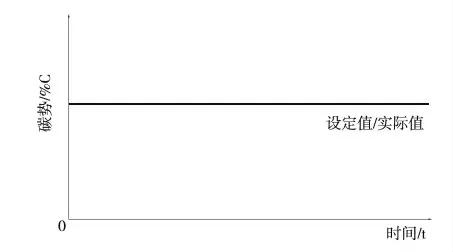
图1 理想的碳势曲线
渗碳用富化气的种类有很多,使用比较多的是丙烷气体,配合空气以实现碳势的控制,这种方式大多使用比例阀进行控制,比较稳定,而且控制简单,是目前使用比较广泛的富华气控制方法。除此以外,还可以使用异丙醇配合空气改善气氛控制碳势,由于异丙醇是液体,可以通过计量泵控制通入量,从而达到控制碳势的目的。无论是比例阀还是计量泵,都通过智能仪表根据PID 参数调节输出的百分比信号进行控制,调节气氛的通入量,达到控制碳势的目的。因此,作为碳势控制调试的重点,智能仪表的碳控PID 是否合适,将决定实际碳势是否能够趋近于理想状态。
智能控制仪表一般都有一个初始的PID 参数,因此设备碳势调试过程是根据设备运行的实际情况,在初始PID 参数上进行修改的过程。
1.1 比例阀控制丙烷的通入
比例阀通过不同的百分比信号调节阀体开度,从而达到调节流量的目的,因此通过比例阀控制的丙烷和空气的流量,始终处于相对稳定的流动状态。观察碳势曲线,如果碳势波动较大且很频繁,可以适当将比例参数调大一些,便可以明显改善曲线波动的状态;但不能设定的太大,否则碳势曲线将会处于发散状态,无法向碳势设定值收敛。当曲线趋于平缓时,可以通过对积分参数的调整,进一步改善曲线的状态。由于比例参数和积分参数的控制都有一定的滞后性,而微分参数具有一定的“超前”性质,适当调整微分参数,可以更好地使碳势曲线稳定,并最终达到所需的碳势曲线。
1.2 计量泵控制异丙醇的通入
如果设备使用的不是比例阀控制的丙烷作为富华气,而使用的是异丙醇,同时使用的是计量泵,PID 调节与比例阀控制不同。计量泵是将百分比信号转化为脉冲信号,从而控制异丙醇的通入量,当输出的百分比较大时,计量泵单位时间内输出的脉冲信号就很多,通入的异丙醇量相对较多较平稳;但当输出的百分比较少时,计量泵单位时间内输出的脉冲信号就很少,尤其是在碳势趋于稳定的状态下,脉冲信号很长时间才触发一次,而在两次脉冲信号之间的时间内,没有异丙醇的通入,碳势会下降较多。这种情况下如果比例参数设的较大,会使仪表的响应速度变慢,从而造成计量泵脉冲长时间才发生,异丙醇的通入量便会断断续续很不稳定,碳势曲线也会随之不稳定。如此便会出现图2所示的曲线规律,t1时间段里,由于仪表输出百分比很少,因此在较长时间里计量泵无输出,异丙醇不会通入,碳势会逐渐下降;当碳势很低时,仪表的输出百分比变大,计量泵便会以较高的频率工作,通入大量异丙醇,碳势快速上升,如图2 中t2时间段所示,如此反复,碳势曲线与所希望的理想状态差距较大,这样的PID 参数便不合适。
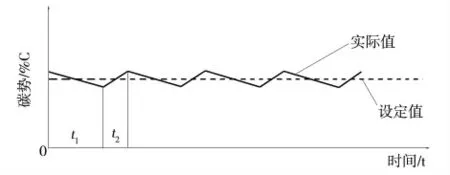
图2 用计量泵控制异丙醇时比例参数过大易出现的曲线
为了使计量泵运行的脉冲信号相对稳定合理,首先需要将比例参数设置调小,从而提高仪表对碳势曲线变化的灵敏度,及时调整输出的百分比信号。其次,需要对计量泵有比较明显的超前控制,才能在碳势控制中提前判断碳势的变化趋势,提前发出控制信号,因此需要将微分参数设置的大些,使仪表具备较好的超前控制能力,从而稳定碳势,达到较好的碳控效果。
除此以外,在PID 调试过程中,还要不断观察设备氧探头和红外仪所检测的mV、CO、CO2值的变化情况,以及碳势曲线变化的状态,缓慢调整,逐步使其达到所设定的碳势状态。根据需要,还可以通过钢薄进行验证。
2 调试过程中常见的异常现象
在设备调试时,如果氮气通入量正常,但碳势仍出现波动现象,无法达到理想状态,此时需要对其产生的原因进行分析排查,找到原因并进行处理。
2.1 比例阀故障
重新标定比例阀。在标定过程中,输出量由0%逐渐增加,如果在增大输出量过程中浮子一直不浮起,当达到某一输出值后突然浮起,并且浮起量明显,则说明比例阀卡阻,需要清理或是更换比例阀。
如果输出值无论怎么变化,比例阀阀体都无反应,则需要排查仪表信号是否故障,或检查比例阀控制器是否有问题。
除此以外,有时比例阀在标定时故障并不明显,但在运行过程中,低输出时阀体无法正常工作,致使碳势持续走低,直至比例输出高了以后才会打开,此种现象比较常见,但不易判断,需要根据碳势曲线,并观察气体通入量,综合分析。
2.2 mV 波动造成碳势故障
mV 值波动最可能的原因是氧探头故障,对此更换氧探头就可以解决。
除此以外,还可能是设备中的比例阀或是计量泵出现故障,或是设备的PID 不适合,造成气氛通入异常,致使炉内碳势确实存在波动现象,因此氧探头所测的mV 值就会波动。此时需检查比例阀或计量泵是否工作正常,并且适当调节PID,观察mV值波动是否有所改善。这种现象一般在设备大修后会出现,由于设备的结构及炉况发生了改变,很可能会造成原始PID 不适合的情况,因此在设备大修后,需要对设备重新定碳调试,从而保证设备的正常运行。
再有,设备中存在的各种干扰也会使氧探头所测的mV 值信号产生波动,从而造成碳势的波动。因此各种信号传输线的屏蔽层都需要可靠接地,尽可能减少干扰带来的信号失真或是信号波动现象。
2.3 CO 和CO2 测量值不准
红外仪测量的CO 和CO2值直接参与碳势的计算,如果CO和CO2值测量不准,则会使碳势的显示值失真。
一般情况下,红外仪所测的CO 和CO2数值不准确,只需要重新校准红外仪便可以解决。但确实是炉气中含量数值不正确,则需要另外排查,例如设备漏气、红外仪取气管积碳、甲醇管道漏、废气口积碳严重等,都会影响红外仪对CO 和CO2的测量结果。
3 结语
渗碳炉在新安装或大修后,都应该对设备进行定碳调试,保证设备碳势的稳定性,从而保证设备在加工过程中的可靠性。在设备长时间使用以后,各电气元器件会出现老化现象,炉况也会有一些变化,因此应该定期对设备进行保养和定碳,必要时进行二次调试,根据实际情况调整必要的PID 参数,保证设备始终处于良好的工作状态,保证产品的质量。
猜你喜欢
化工管理(2022年14期)2022-12-02
中国化肥信息(2022年3期)2022-05-05
金属热处理(2022年4期)2022-04-19
汽车实用技术(2022年4期)2022-03-07
口腔护理用品工业(2021年4期)2021-11-02
内燃机与配件(2021年7期)2021-09-10
天津医科大学学报(2021年4期)2021-08-21
石油化工(2021年3期)2021-04-08
哈尔滨轴承(2020年1期)2020-11-03
化工科技(2020年3期)2020-07-22