
基于国产CAXA软件对结构复杂零件工艺验证
2022-06-23 08:39李凯旋
智能制造 2022年3期
李凯旋,刘 刚
(陕西航天动力高科技股份有限公司,陕西 西安 710000)
1 引言
对于结构复杂、加工不便(依靠手工编程不可能实现或手工编程耗时大、易出错)的单件/小批量的零件,生产中如果按照传统制作模具以铸件进行加工的方式费用高、周期长,因此考虑利用国产CAXA制造工程师数控编程软件结合各类加工设备进行复杂零件加工,以降低生产成本、缩短生产周期、满足现在实物招投标的生产节奏。目前机械加工行业数控编程软件CATIA、NX、PRO/E、MASTERCAM、HYPERMILL和POWERMILL等基本都为国外软件,国产软件几乎没有。CAXA制造工程师软件作为国产数控编程软件虽然起步晚,但经过数年的完善,最终形成界面操作简单、便于上手、功能齐全的特点,并不逊于国外数控编程软件。如该软件能解决实际加工中的问题,保证加工质量,便可降低对国外数控编程软件技术的依赖,对于国有企业及科研院校的生产与研究尤为重要。
本文以某型号开式叶轮为例,详细对CAXA制造工程师从三维建模、数控编程、仿真加工及后置处理进行工艺验证。本文中CAXA软件为CAXA制造工程师2016版。
2 工艺方法验证
首先对该开式叶轮制定加工工艺路线,传统加工工艺路线为制作模具进行铸造,利用车床进行外轮廓加工,利用钻床进行孔加工,最后叶片通过打磨抛光,保证图纸粗糙度要求。
基于CAXA软件制定加工工艺路线为该叶轮叶片沿轴线均匀分布,因此毛坯采用棒料,利用车床进行轮廓开粗并留夹头,然后利用数控加工中心设备进行叶片加工、底座及孔加工,最后利用车床将夹头去除。
2.1 创建三维模型
首先对图样进行分析,该零件为开式叶轮,材料为航空铝材,叶片及底座粗糙度为Ra3.2,叶片与底座带有弧度,叶片顶面带有角度。然后利用CAXA制造工程师软件制造模块或3D设计环境模块进行三维建模均可,本文是在制造模块进行建模。开式叶轮三维图如图1所示。
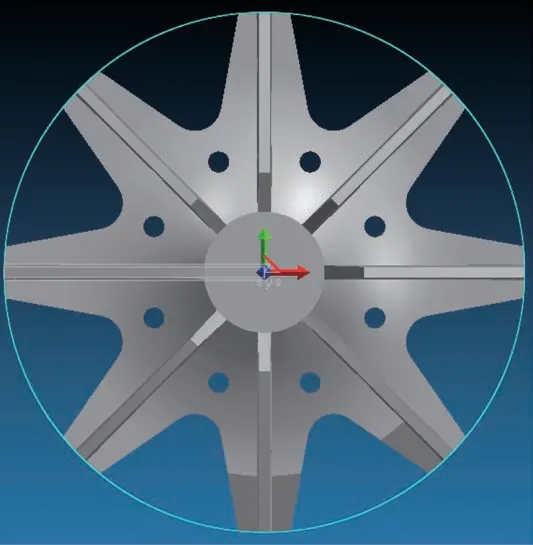
图1 开式叶轮三维图
2.2 建立加工毛坯
该开式叶轮采用棒料加工,利用CAXA制造工程师软件轨迹管理栏中的毛坯选项进行毛坯定义,毛坯类型选择柱面及真实感,轴向中VX设置为0,VY设置为0,VZ设置为-1,长度按照车工加工后所留余量情况进行具体设置,精度设置为0.01。
2.3 装夹方式设置
装夹方式的设置决定零件的加工路线。该毛坯为棒料,利用三爪卡盘装夹叶轮背面车床加工的夹头,该种装夹方式经济可靠,便于装卸。装夹方式确定后,利用CAXA制造工程师软件工具选项创建坐标系命令进行加工原点确定,该程序原点决定数控加工中心设备刀具原点及NC程序输出原点。该叶轮加工原点设置在叶轮前端面中心点20 mm高度处。
2.4 创建刀具
该材料为航空铝,开粗采用直径φ10、R2的圆角立铣刀,精加工采用直径φ10的球刀,及直径φ6的球刀,钻孔采用φ5钻头直接加工成型,中间孔采用φ20钻头及φ10镗刀加工成型。利用CAXA制造工程师软件轨迹管理栏中的刀具命令创建刀具,其中半径补偿号与长度补偿号需与实际加工中数控加工中心刀具库中刀具号一一对应,保证加工中刀具准确无误自动调用。
2.5 创建加工方法
叶片及底座利用CAXA制造工程师软件三轴模块的等高线粗加工、等高线精加工及平面区域粗加工、笔式清根加工四种加工方式进行加工,等高线粗加工用φ10的圆角铣刀,层高设置1 mm,行距设置2m,加工余量设置0.2 mm,加工精度设置0.1 mm;等高线精加工用φ10的球刀,层高设置0.05 mm,加工精度设置0.01 mm;平面区域粗加工用φ6球刀,行距设置0.2 mm,每层下降高度设置0.5 mm,加工精度设置0.01 mm,补偿设置TO,主要对等高线精加工残留区域进行补加工;笔式清根加工用φ6球刀顺铣,多层清根开启,刀次设置3次,最大行距设置0.02 mm,加工精度设置0.01 mm。孔采用孔加工选项中的固定循环加工命令,控制系统选择FANUC(根据实际加工设备系统选择),功能名称分别选择排屑钻孔与镗孔命令进行φ5孔与中间φ21孔加工。等商线精加工如图2所示。
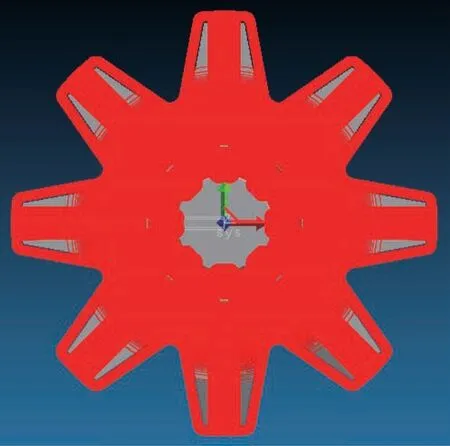
图2 等高线精加工
2.6 实际加工仿真
加工方法设置后,利用CAXA制造工程师软件实体仿真命令对零件进行实际加工模拟,在统计命令中可以查看程序全部加工时间、进给移动时间、快速移动时间、全部轨迹长度、进给移动长度和快速移动长度,在分析命令中可以根据颜色查看碰撞、刀具、进给、刀轴和轨迹方向等是否正确,在移动列表命令中可以检查NC程序段运行时各段程序坐标点、旋转轴位置等情况,在报告命令中可以查看NC程序运行时各段程序是否存在干涉、碰撞等情况,在切削仿真命令中设置刀刃、轴、刀头和刀柄的干涉检查。如发现存在干涉、碰撞等情况返回切削功能命令进行参数更改。
2.7 NC程序生成
实体仿真确定无误后,利用CAXA制造工程师软件后置处理功能生成NC程序。生成后置代码时根据实际加工设备数控系统进行选择,同时将要生成的后置代码文件名的后缀.cut更改为.txt或.nc。NC程序如图3所示。
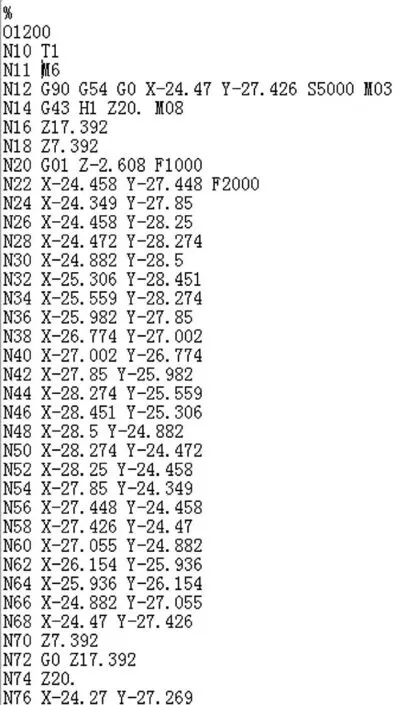
图3 NC程序
同时可借助CAXA编程助手对NC程序进行轨迹模拟及局部程序指令的更改,编程助手在程序更改时可同步进行轨迹模拟,便于检查程序段更改是否正确、合理,从而提高加工效率。
2.8 程序导入设备进行加工
程序通过CF卡传至数控加工中心设备进行加工。
3 工艺验证结果
将CAXA制造工程师软件加工的叶轮与利用传统模具进行铸造加工的叶轮进行对比。依托铸件加工的叶轮如图8所示,依托软件加工的叶轮如图9所示。工艺验证结果对比见表1。

图8 依托铸件加工的叶轮

图9 依托软件加工的叶轮
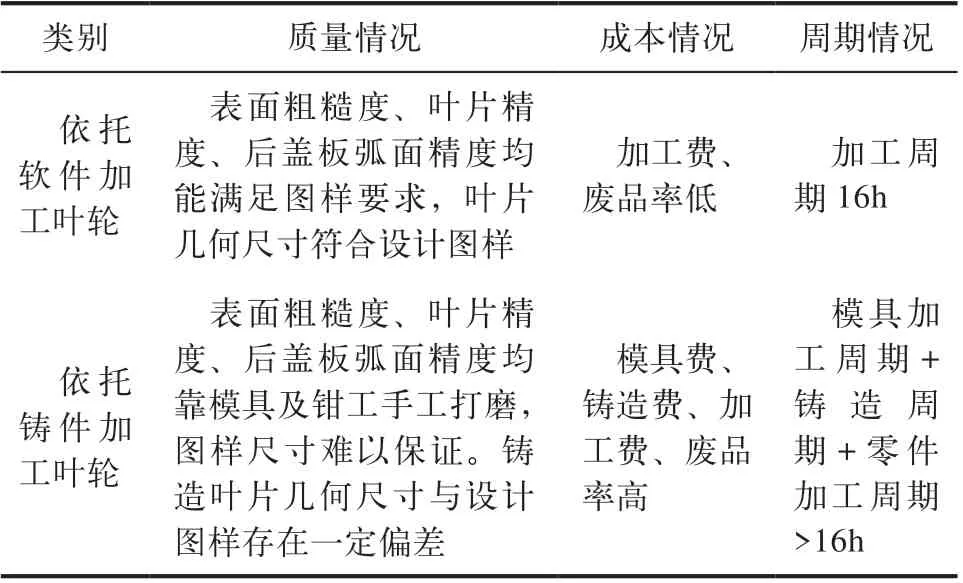
表1 工艺验证结果对比
4 结束语

猜你喜欢
机械工程材料(2022年10期)2022-11-21
英语文摘(2021年10期)2021-11-22
水泵技术(2021年3期)2021-08-14
安徽建筑(2020年4期)2020-05-23
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年6期)2018-01-19
设备管理与维修(2016年5期)2016-03-16
航空学报(2015年4期)2015-05-07
创业家(2015年7期)2015-02-27
海军医学杂志(2013年6期)2013-03-11
