
坡口角度对P91管道TIG自动焊对接接头组织及 力学性能的影响
2022-06-21 04:22:36徐伟冯英超刘金平吴闯
金属加工(热加工) 2022年5期
徐伟,冯英超,刘金平,吴闯
1.中国核工业二三建设有限公司霞浦示范快堆项目部 北京 102401
2.核工业工程研究设计有限公司 北京 101320
1 序言
P91钢是采用细晶化、微合金化冶金,以及控轧、控冷等工艺开发的一种新型马氏体耐热钢[1]。坡口角度是影响焊缝成形、焊接稀释率、熔合区形状的一个重要焊接工艺因素,甚至还影响焊接电弧的稳定性[2]。本文通过金相组织分析及力学性能试验,研究了不同坡口角度条件下接头的金相组织及力学性能,并对不同坡口形式下焊接效率进行分析,为后续P91管道自动焊的效率提升提供依据。
2 试验材料和试验方法
2.1 试验材料
母材采用SA355-P91材质、尺寸为φ406.4mm×40.49mm的管道。主要化学成分及力学性能见表1、表2[3]。
试验用焊接材料为GB/T 8110—2016《小型水电站机电设备导则》规定的φ1.0mm的ER62-B9焊丝,其主要熔敷金属力学性能见表3。
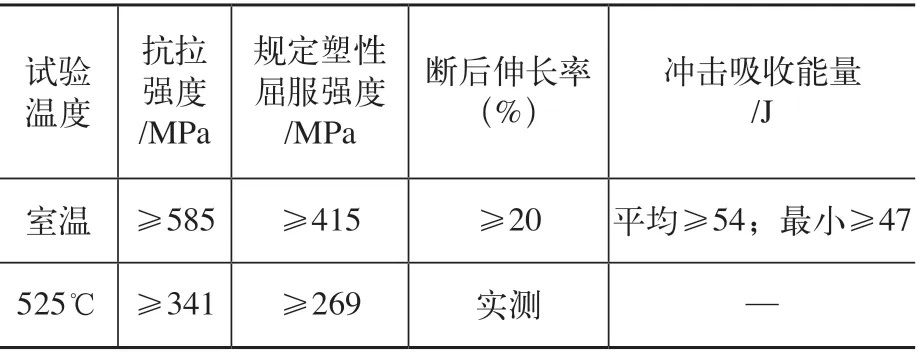
表3 ER62-B9熔敷金属力学性能
2.2 试验方法
试验采用U形坡口,三组试件坡口角度主要为7°、20°、30°,如图1所示。坡口由机械加工而成,焊前用砂轮机对坡口进行修磨,保证无油污及其他杂质。采用焊条电弧焊或TIG焊焊接打底焊道,焊接3mm以上后进行自动焊填充、盖面,并全程采用相同的焊接参数。
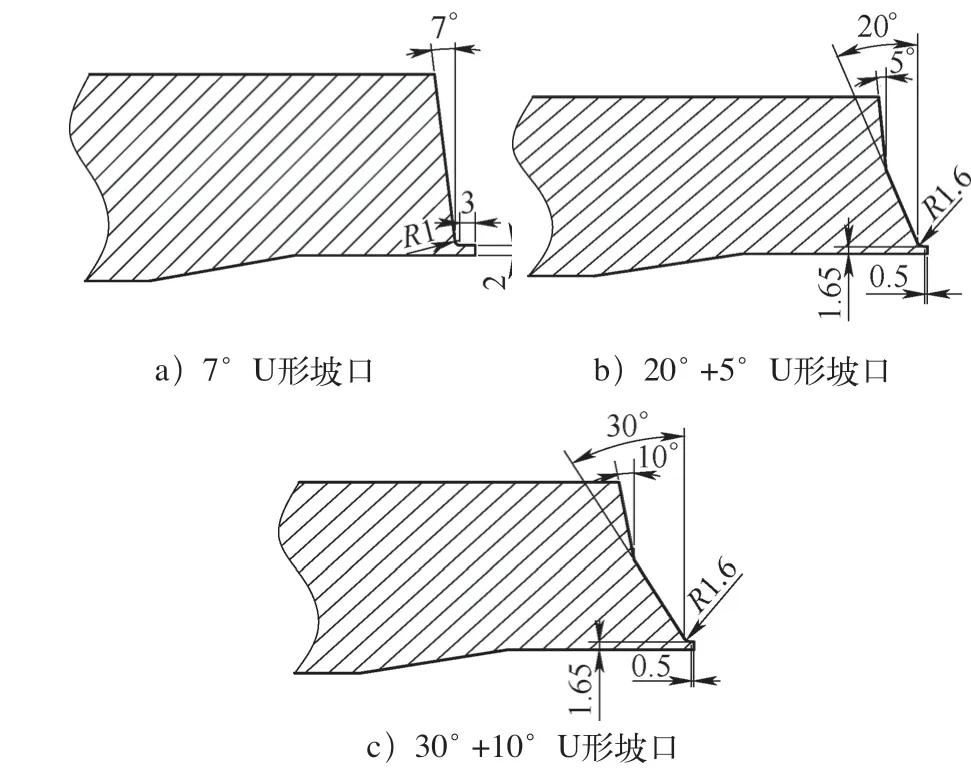
图1 三组试件坡口示意
试验采用自主研发的管道TIG自动焊设备,焊接位置为立焊,保护气体为99.99%Ar,全程气体流量为50~60L/min。自动焊填充、盖面焊接参数见表4。

表4 自动焊填充、盖面焊接参数
焊接完成后立即进行热处理,首先将试件温度降低至90℃保温2h进行马氏体转变[4],再升温至760℃保温4h[5],而后随炉冷却降至室温完成热处理。焊接设备、焊接过程及焊接成形如图2所示。

图2 焊接设备、焊接过程及焊接成形
2.3 焊道排布情况
3组试件均采用多层多道焊方式开展焊接作业。具体焊道排布见表5。
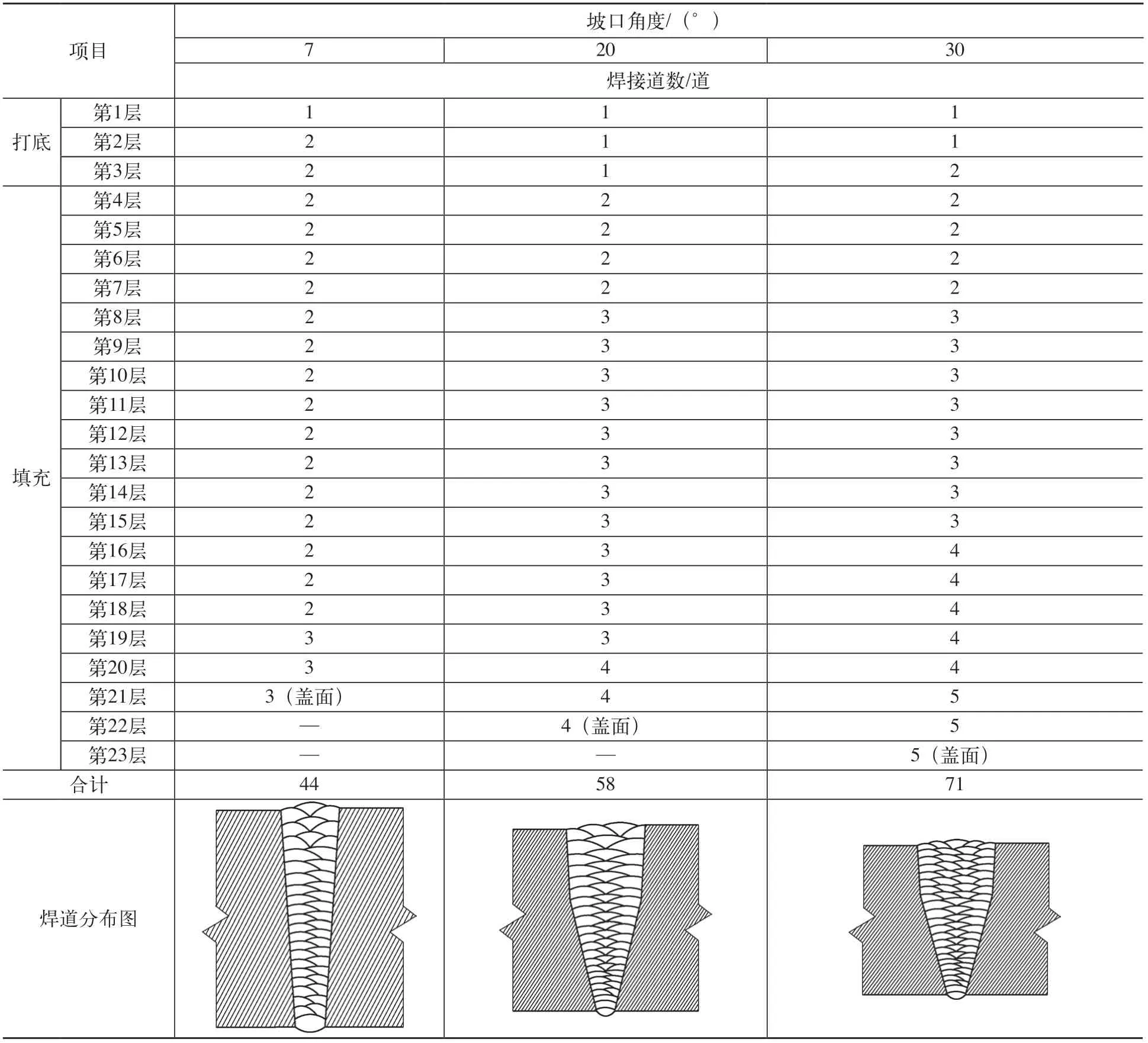
表5 焊道排布
3 试验结果与分析
在3组试件的相同焊接位置处截取试样,从自动焊填充区域取样,分别进行金相、冲击、硬度及拉伸试验,得到不同坡口角度下焊后接头及热影响区显微组织和力学性能,并对试验结果进行对比。
3.1 坡口角度对焊缝组织的影响
3组试样的显微组织如图3所示。采用ER62-B9焊接的P91管道接头组织均为回火马氏体+少量δ铁素体,马氏体呈板条状。
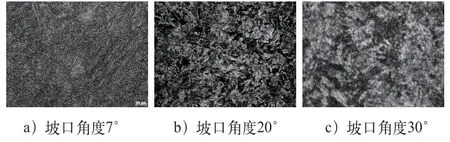
图3 P91钢焊缝组织(200×)
3组试件视场内组织均匀连续,未发现过热粗大组织。但坡口角度7°的焊缝组织马氏体形态最为细小,其余两个试件组织形态及大小接近。视场内δ铁素体含量随坡口角度增大有增加的趋势。
3.2 坡口角度对冲击性能的影响
3组试样的常温冲击试验结果如图4所示。由图4可知,随着坡口角度的增大,焊缝区及热影响区冲击吸收能量随之增加。
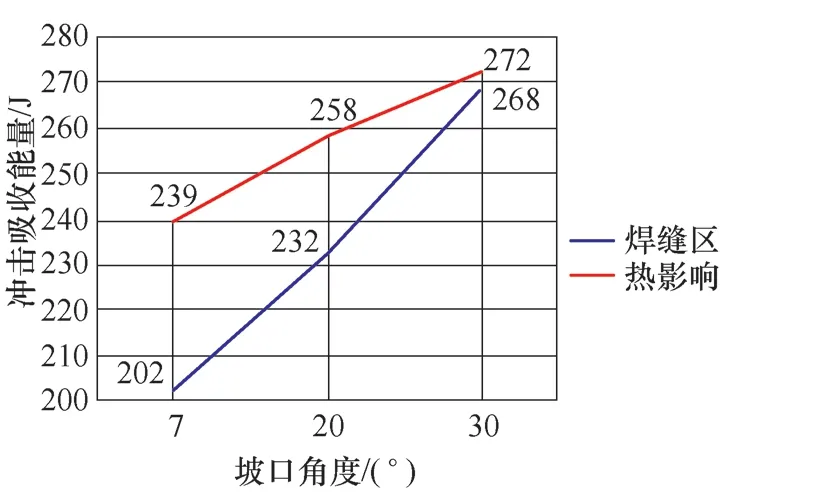
图4 常温冲击试验结果
3.3 坡口角度对硬度的影响
3组试样的硬度试验结果见表6,包括焊缝区、热影响区、焊脚区、母材区。由表6可见,坡口角度的变化对焊缝区、热影响区硬度值基本无影响,可知TIG自动焊对硬度影响相对较小,影响P91材质焊缝区、热影响区硬度的主要因素为热处理过程;焊脚区、母材区硬度值存在一定的差异,应是母材本身硬度原因导致。
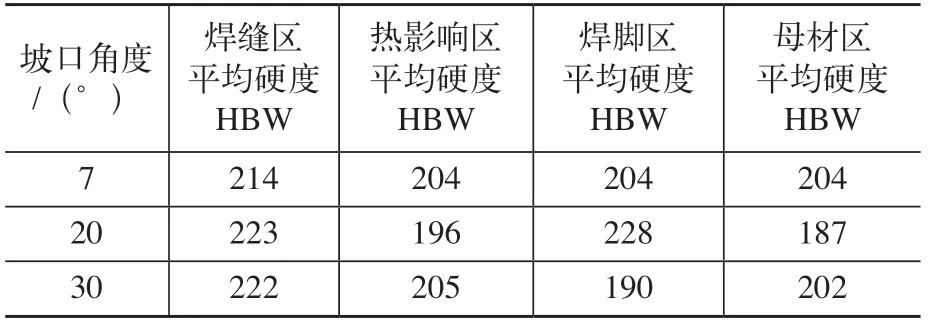
表6 3组试样的硬度试验结果
3.4 坡口角度对抗拉强度及屈服强度的影响
3组试样的拉伸试验结果如图5所示。由图5可知,在常温拉伸试验中抗拉强度随坡口角度的增加而增加,但整体变化范围不大,均高于母材585MPa的规定值;在525℃高温拉伸试验中,抗拉强度基本不随坡口角度的变化而变化,但其屈服强度值变化较为明显,其中20°坡口屈服强度最大,随坡口角度的增加呈现先上升后下降的趋势。
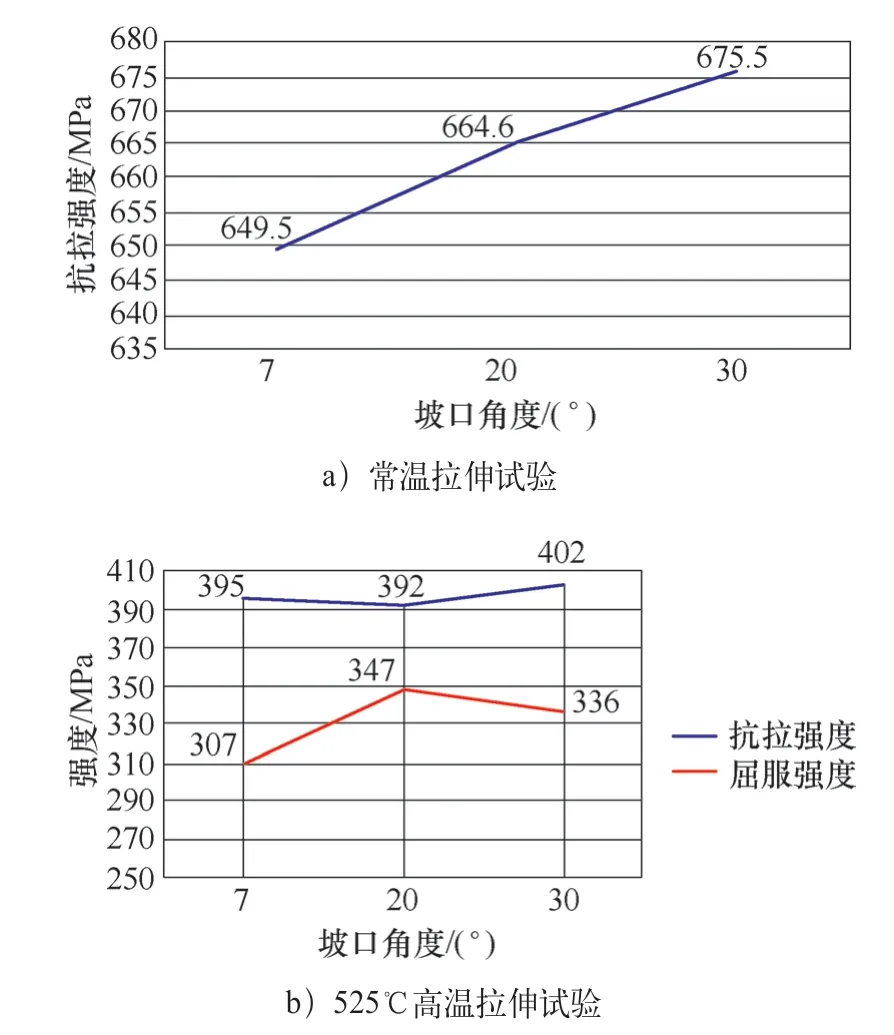
图5 拉伸试验结果
4 焊接效率对比分析
由于每道焊缝焊接速度相同,填充焊道每道焊接时间约为20min,组对预热时间约为4h,每道焊缝焊前准备时间约5min。当层间温度超过250℃后需冷却至200℃,然后再继续开展焊接作业。其有效焊接时间及实际完成时间对比见表7。
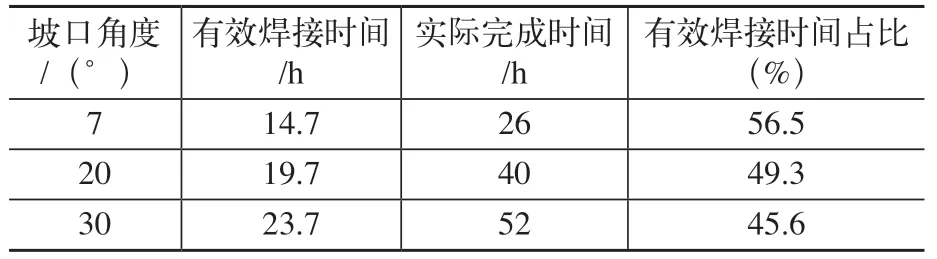
表7 有效焊接时间及实际完成时间对比
由表7可知,随坡口角度增加,有效焊接时间占比呈下降趋势,因此增加坡口角度不利于TIG自动焊效率的提高。
5 结束语
1)采用ER62-B9焊丝焊接P91管道,其焊缝组织为回火马氏体+少量δ铁素体。
2)随坡口角度增加,焊缝冲击吸收能量、常温抗拉强度有所提高,硬度和高温抗拉强度无明显变化。
3)对于不同坡口角度的力学性能进行综合分析,其冲击吸收能量、硬度、抗拉强度均远高于母材规定值,满足ASME标准要求。
4)在一定范围内减小坡口角度,可有效提高TIG自动焊焊接效率。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
山东冶金(2022年1期)2022-04-19 13:40:20
云南化工(2021年11期)2022-01-12 06:06:14
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
装备制造技术(2020年1期)2020-12-25 05:18:00
山东冶金(2019年3期)2019-07-10 00:54:00
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
