
可倾转台重点装配技术
2022-06-20 09:54裴计达
金属加工(冷加工) 2022年5期
裴计达
沈阳机床集团中捷友谊厂 辽宁沈阳 110142
1 序言
大吨位转台(超过10t)往往采用静压结构,静压转台的滑动面之间开有油腔,将有一定压力的油通过节流器输入油腔,形成压力油膜,浮起运动部件,使工作表面处于纯液体摩擦状态,不产生磨损,但静压转台不仅结构复杂,而且由于需要大量液压油循环,静压油受污染会造成转台失灵,频繁换油又会造成资源浪费,故在此前提下非静压大吨位转台应运而生。
如今世界进入能源时代,煤、石油等非可再生资源面临枯竭的境地,世界各国都把风能作为发展的重点,我国的风能事业也处在蓬勃发展的时期。风力发电的关键部件轮毂需要在水平转台的基础上倾斜一定的角度进行加工,由于没有专用的设备,所以大多数的厂家会采取将水平转台倾斜安装的手段。水平转台倾斜安装以后,就只能加工一种零件,通用性很差。PIB40T很好地解决了专机的通用性问题,在其不升起的情况下,可以作为普通水平转台使用,升起时可以作为加工特殊零件的专机使用。
由于倾斜位置不便于静压油的回收,所以此种转台不能采用静压结构。对于这种大吨位的转台,由于单一的承重方式是不可能完成的,所以PIB40T采用贴塑刮研面、承重轴承和卸荷块复合式承重结构,三种形式互补,互相配合,这在调整上也是颇具难度的。
2 PIB40T转台的布局
PIB40T主体部件分为:床身、滑座、转座、液压升起与夹紧结构及动力传动。转台各位置状态如图1~图3所示。

图1 转台侧视图(升起状态)

图3 转台升起位置状态(斜铁被液压缸推入滑座与转座之间)
3 PIB40T结构
3.1 台板
PIB40T系列机床沿用了PIB40机床的台板(见图4),所用的零部件也都通用。台板使用:将齿圈安装在台板上,送交导轨磨床磨上、下两面,使之平行。
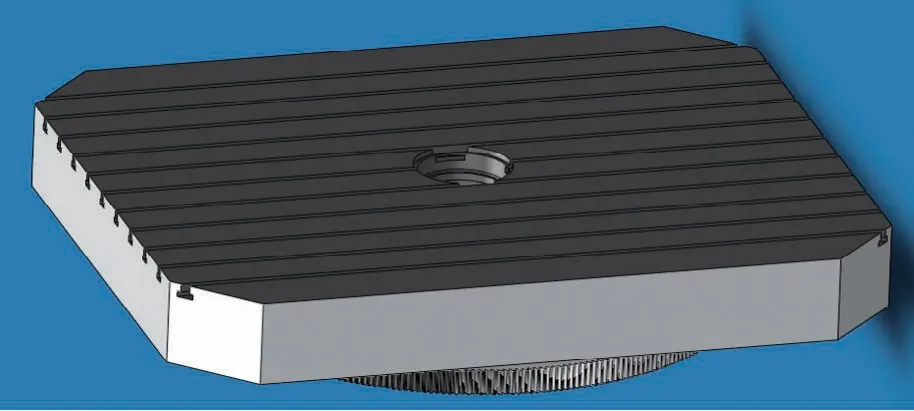
图4 台板
3.2 滑座
由于不用静压结构,PIB40T床身上采用很常见的直线导轨(见图5)作为导向,这是很成熟、很常见的结构,这里不再赘述。

图5 直线导轨
PIB40T主体为分层式结构,从下往上依次是床身、滑座、转座、台板,每一层都要保证自己的精度,而所有的精度基准都要以大地水平作为基准,第一步就是要将床身调成与大地水平平行,调好以后镶导轨,这与其他使用直线导轨的机床装配工艺一样。
直线导轨镶好以后,可安装滑座,滑座的上表面为导轨磨床加工,下面有两条精铣面,作为与滑块结合的接触面。由于两个面系两台机床加工,其在装夹、转运过程中很难保证精度一致性,所以滑座落在直线导轨的滑块上,它们之间设有调整垫,用于调整滑座上表面与直线导轨面的平行度[1],如图6所示。

图6 滑块安装
具体的做法是:先将所有的调整垫放在同一台磨床上抄平,这样所有的调整垫就为同一个厚度(误差在0.01mm以内),把滑座、调整垫都装好以后,通过在线轨上推表来检验平行度误差(见图7)。

图7 推表检验平行度误差
4个点作为检验的基准,百分表的示数不能超过0.02mm,而当平行度超差时,要将调整垫配磨。例如,平尺两端相差0.06mm,就可以将高度较高的一侧最边上的一块调整垫磨掉0.06mm,低的一侧调整垫不动,中间的调整垫从高至低按次递减,这样就可以调整平行度。当调整垫的厚度磨好以后,滑座的高度(相对于床身)已经确定,此时就可以安排安装丝杠。
3.3 安装小车
可倾转台在升起时要依靠垫铁保持精度,而在水平状态时垫铁要处于缩回状态,此时垫铁停留在小车上。小车是专门用于保存垫铁的装置,其上表面装有大量的滚轮,后面装有两个用于垫铁伸缩的液压缸。所以就存在两项要求,第一,承担垫铁的滚轮要高度一致,避免某几个滚轮集中受力的情况发生;第二,滚轮的顶部要与滑座跟垫铁的接合面平行一致,以保证垫铁在伸出与缩回时不会使液压缸杆造成弯曲。
在安装小车(见图8)时需注意:将滚轮安装在小车上,找一块平验板,涂好颜色后落在滚轮上来回推动,使粘到颜色的滚轮不低于80%;达到要求以后,将小车落在滑块上,但不要上滑块调整垫,找一块500mm的平尺,一端搭在滑座与垫铁的接触面上,另一端悬在滚轮的上方,用量块检测平尺与滚轮之间的缝隙,按照这个数值配磨小车下面的调整垫,保证滚轮与垫铁支撑面平行或略高于支撑面,磨好以后装好调整垫、小车,用螺钉把小车与滑座联接在一起;将垫铁落在滚轮上;装好液压缸托架,调整好托架的高度,使液压缸的光杠正对准垫铁螺纹孔,将光杠与垫铁联接在一起。
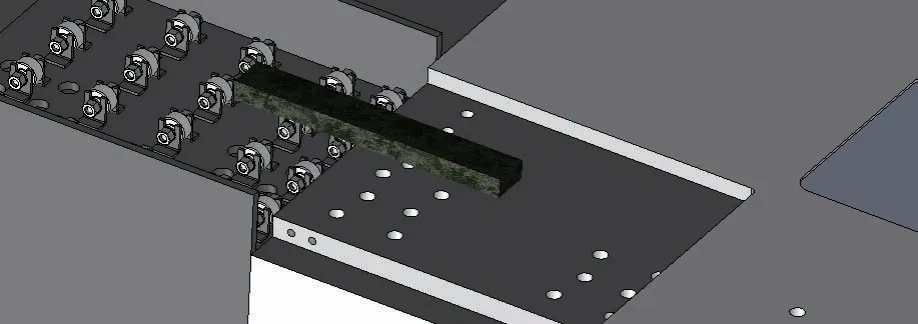
图8 安装小车
3.4 转座
转座是此型机床加工和装配的难点和重点,其结构复杂,要求项目很多,工艺性多样,是决定安装结果的关键。图9展示了其结构上的特性。

图9 转座结构
转座的下表面与滑座接触,是转台水平位置的定位面,由导轨磨床加工,上表面是贴塑刮研面,与台板的大齿圈接触。在贴塑刮研面有10个已加工好的槽,用以放置承担台板以及工件质量的卸荷块,贴塑刮研面中央有一个加工出来的用以安装定心轴的环形面,最中心是用以定位定心轴的直口。转座的两侧精镗出两个用以安装接受液压升起顶力转轴的孔。转座后面的凸台也精镗出两个孔,其中安装两个转轴,作为转座升起时的回转轴线。
当装配工作结束以后,贴塑面、与滑座接触面、定心轴安装面与转台升起轴线这四者是平行的,但由于贴塑刮研面并非精加工面,而是人工刮研而成,其参照精度是定心轴安装面,只能保证其与尺圈的接触率,而不能保证与滑座接触面的平行,这样在镗凸台上的孔时也就失去了基准,所以想要将转座一次加工成形非常困难,必须要有配修的过程。具体操作如下。
1)先将转座落在滑座上,用塞尺检验结合缝隙,要求一周0.02mm塞尺不入。
2)用卸荷块镶条做研具,刮贴塑面上安装卸荷块槽的底面(见图10),以保证接触率。
图10 贴塑面上安装卸荷块槽的底面
3)安装定心轴与承重轴承(见图11)。
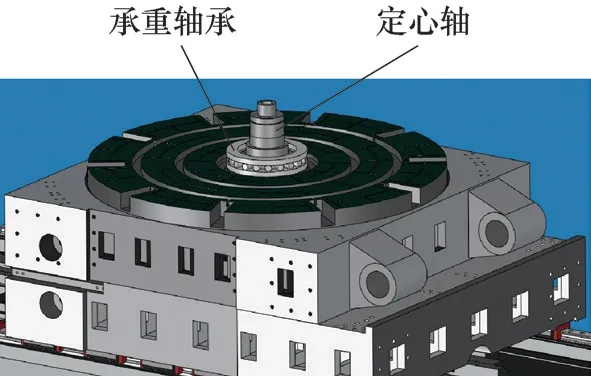
图11 安装定心轴与承重轴承
4)刮研。将台板落在滑座上,既让承重轴承承担台板的质量,又让尺圈底面与贴塑面接触,开始刮贴塑面,保证每平方英寸不少于10个点。
注意:由于台板的质量很大,在台板与贴塑面合研时会有很大阻力,所以为了减轻合研的阻力,在刮研初期会让承重轴承承担大部分的台板质量,这样也就造成了转座中心因受力过于集中而形成的中心凹陷,此时刮出的塑面在有台板压着时是个平面,而撤掉台板,转座恢复形变以后,实际上是1个中心突起的锥形面(在实际中验证过,中心突起最大可达0.09mm)。基于此种原因,当合研大面上的点以后,要逐渐减小承重轴承的承载质量(逐渐减小承重轴承与台板之间的调整垫的厚度,每次大约0.02mm),在刮研的后期逐渐减小产生的形变,使最后塑面的形状尽可能的接近水平。
5)配修转座。当刮研的过程完成以后,贴塑面已经成为一个精确的平面(宏观上),可以作为一个加工的基准面。将转座返回导轨磨床,以贴塑面为基准加工与滑座的接触面,当加工完成以后,转座的上、下两个面就是平行的两个面了(误差保证在0.02mm以内)。磨好以后,再以刚加工好的面为基准,精镗转台升起回转轴的孔,这样此三方的平行度可保证最优化。
3.5 卸荷块
PIB40T是复合式承重结构,卸荷块也是承重的机构之一,当PIB40T处于负重工作状态时,卸荷块与贴塑面、承重轴承各承担大约1/3的质量。装配卸荷块(见图12),当轴杆完全穿入卸荷块时,要使轴杆端面低于卸荷块端面。

图12 装配卸荷块
把台板从转座上吊走,往槽里放入镶条与卸荷块,以刮研好的塑面作为基准推表,检验4个滚轮的高度,如果不等高,可以用垫塞尺磨镶条的办法调平。
具体做法是:镶条具有锥度,是1∶50,镶条通过标准的专用1∶50锥度的夹具平磨出来。当检验出不平时,例如检测出最里面滚轮面比最外面的滚轮面高出0.05mm(由于轴杆是直的,4个滚轮又是外径相等的标准件,所以如果4个滚轮不等高,会呈现直线递增或递减状态),就可以将镶条靠近中心的一端垫上0.05mm的塞尺后装夹在镶条夹具上,在平磨上磨平。把磨好的镶条重新装好以后再次打表,完成滚轮调平,如图13所示。

图13 滚轮调平
滚轮调平以后,继续以上述方法打表,测量滚轮顶点与贴塑面的高度差,使滚轮顶点高于贴塑面0.05mm(镶条与卸荷块之间是锥度面接触,见图14),当镶条在水平方向上进退时,会使卸荷块在竖直方向上升降,在镶条的后面有顶进螺钉和缩回螺钉,可以通过旋动它们以达到微调卸荷块高度的目的)。调整好卸荷块高度以后,同时旋紧顶进螺钉和缩回螺钉将镶条位置锁定[2]。

图14 镶条与卸荷块之间以锥度面接触
3.6 轴瓦
轴瓦是PIB40T采用的另一种新技术。当转台处于升起过程时,转轴与转座之间存在相对转动,整个转台的负重完全承担在前后4根转轴上(转台最大负重40t)。由于普通的滚动轴承难以满足承重的需要,所以PIB40T的设计人员采用了一种新的成型产品。
图15是所用到的轴瓦,其胎体主要材质为铜,混合其他金属成为合金,包括铝、锰、锌等,不但呈现出一定的刚性,而且在韧性和耐磨性上表现更佳。壁上钻有多个孔,填充物是石墨的胶合物。
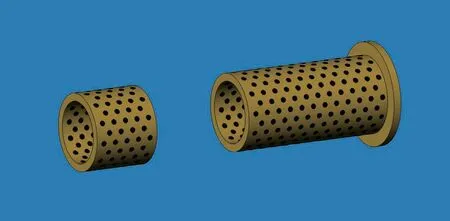
图15 轴瓦
图16展示了轴瓦的使用方式,轴瓦的内外壁都具有较高的公差要求,轴瓦镶在转座体内,与转座一同转动;转轴支撑轴瓦,存在相对转动。因此,轴瓦与转座之间是过渡配合;轴瓦与转轴之间是间隙配合(0~0.07mm),它们之间的间隙既是为了降低转动的阻力,同时,转轴与石墨填充物之间的滑动与摩擦,使得石墨被碾成极为细微的颗粒,填充在间隙中充当润滑剂。

图16 轴瓦使用方式
轴瓦本身具有很高的精度,但由于自身材料的原因使其不具备抗击打能力,为了将轴瓦安全而又经济地安装到转座内,我们制作了专用的打具(当时考虑过液氮冷装,但因成本较高而放弃),如图17所示,通过敲打可以将轴瓦毫无损伤的装入转座内。

图17 敲打轴瓦以装入转座
轴瓦装入转座,还必须要考虑它的拆卸问题,对于转座尾部的轴瓦,其安装两端贯通的孔内,只要将打具以相反方向安装在轴瓦内就可以将轴瓦打出来。
3.7 安装转轴、升起液压缸
装好轴瓦以后,将转座吊下来,把转轴支架装在滑座上,让支架侧面靠紧滑座的立面,0.02mm塞尺不入(见图18),打好定位销。

图18 塞尺不入
向轴瓦孔内穿入转轴,随后装入磨盘珠轴承,吊起滑座(连带着转轴、轴承)落于其位,使转座凸台、轴承位于转轴支架内,如图19所示。

图19 安装转轴
以滑座的立面为基面,推表检验转座工艺面的平行度(转座的轴孔在加工时就是以工艺面为基准加工的,因此轴孔与滑座立面的平行度可以通过此面间接测量,见图20),若不平行,可以敲击转座使其平行。当转座位置调整好以后,配隔套(最开始为圆形,后因安装困难改为双半圆结构),并用量块测量转轴与转轴支架的间隙,配调整垫,将配好的隔套与调整垫装好。完成后安装升起液压缸。
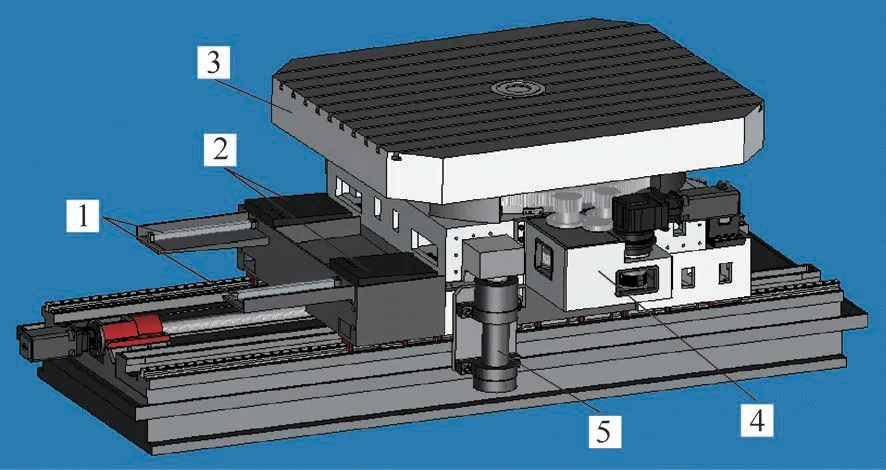
图2 转台水平位置状态

图20 检验转座工艺面平行度
3.8 刮垫铁
可倾转台升起角度的精度主要依靠垫铁的精度来保持,但因垫铁的精度是不可能直接加工完成的(首先,垫铁具有的多项精度很难在加工的过程中面面俱到,其次两块垫铁也很难保证他们精度的一致性),所以要通过刮研来调整垫铁的精度以及其和转座的接触率。为此我们制作了标准的角度支撑具。用角度支撑具固定好转座以后,就可以开始刮研了,如图21所示。

图21 刮研
由于垫铁误差较大,直接刮研非常困难,因此,每次来垫铁需要先进行测量和加修。先使用角度支撑具加垫撑起转座,使转座与垫铁间存在间隙,测量每块垫铁a、b、c、d、e、f6点间隙,由于垫铁较长且有一定角度,所以需使用AutoCAD进行数据测量(使用AutoCAD进行直线旋转,可找出最低点,使用AutoCAD测量出其他几点需要配铣量进行配铣),而不是直接用a、b、c、a'、b'、c'中最大数减去各点数值进行配铣。如图22所示。

图22 测量垫铁
例如图2 3 中c点所在线段最低,因此a点需配铣d-a;b点需配铣e-b;c点需配铣f-c=0(f=c)。

图23 配铣值计算
经过现场试验,此种方法配铣后的两垫铁等高,垫铁与转座间间隙均在0.02mm以内,可证明此种方法方便刮研,减少了刮研所需的时间[3]。
3.9 其他组件
减速箱:PIB40T并没有设计专用的减速箱,通用了在之前的PIB40的减速箱,在与转座的连接上也与PIB40无异。
夹紧器:沿用PIB40的结构。
4 结束语
可升起工作台复合程度高,通用性很强,在日益激烈的数控产品竞争中,占有重要地位。
目前,数控机床的发展日新月异,高速化、高精度化、复合化、智能化、开放化、并联驱动化、网络化和绿色化已成为数控机床发展的趋势和方向。
中国作为一个制造大国,主要还是依靠劳动力、价格及资源等方面的优势,而在产品的技术创新与自主开发方面与国外同行还存在一定的差距。中国的数控机床产业不能安于现状,应该抓住机会不断努力发展自己的先进技术,加大技术创新与人才培训力度,提高企业综合服务能力,努力缩短与发达国家之间的差距。力争早日实现数控机床产品从低端到高端、从初级产品加工到高精尖产品制造的转变,实现从中国制造到中国创造、从制造大国到制造强国的转变。
猜你喜欢
安徽建筑(2022年1期)2023-01-08
微特电机(2022年9期)2022-10-15
煤炭学报(2022年8期)2022-09-20
机械管理开发(2022年2期)2022-05-12
船舶与海洋工程(2020年4期)2020-09-12
电脑爱好者(2016年23期)2017-01-05
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年9期)2014-09-21
汽车零部件(2014年1期)2014-09-20
汽车与新动力(2012年2期)2012-03-25
