
磷酸装置转台式真空过滤机节能技术研究
2022-06-18 07:25陈以明
磷肥与复肥 2022年5期
陈以明,张 品,刘 昆
(湖北大峪口化工有限责任公司,湖北 钟祥 431910)
0 引言
湖北某公司300 kt/a磷酸装置有2套转台式过滤机,过滤机总过滤面积与有效过滤面积分别为160 m2和140 m2,每套过滤机配置1 台560 kW·h 真空泵,最大抽气量24 000 m3/h,过滤机设计抽气量只需16 000 m3/h即可维持正常生产。因真空泵抽气量富余较多,生产时真空泵运行电流偏低,未达到额定电流,遇过滤真空度高时还需要开泄空阀调节真空度。为充分利用这部分富余抽气量,该公司通过技术改造、工艺优化、合理调节运行指标、创新过滤抽真空方式,自2021年7月至今利用1台真空泵带动2套过滤机生产,真空泵运行平稳,过滤效果良好,磷石膏指标正常,该技术可推广应用到同行业。
1 磷酸过系统运行现状分析
1.1 磷酸抽真空过滤原理及过滤生产能力
过滤机的过滤介质为一种具有许多毛细孔的物质,毛细孔截留悬浮固体,从而实现固液分离。湿法磷酸生产中磷酸与磷石膏的分离是把反应产生的磷酸料浆送到过滤机上,连续不断地通过滤布使磷酸与磷石膏分离。同时用逆流洗涤法把吸附在磷石膏表面上的绝大部分磷酸溶液充分清除并予以回收[1]。
过滤基本方程式及能力计算[1-2],当过滤真空度为66.66 kPa(如果过滤真空度不是66.66 kPa,则应乘以500-1/2进行校正)、转速为0.25 r/min 时,给定过滤机的能力Q为:
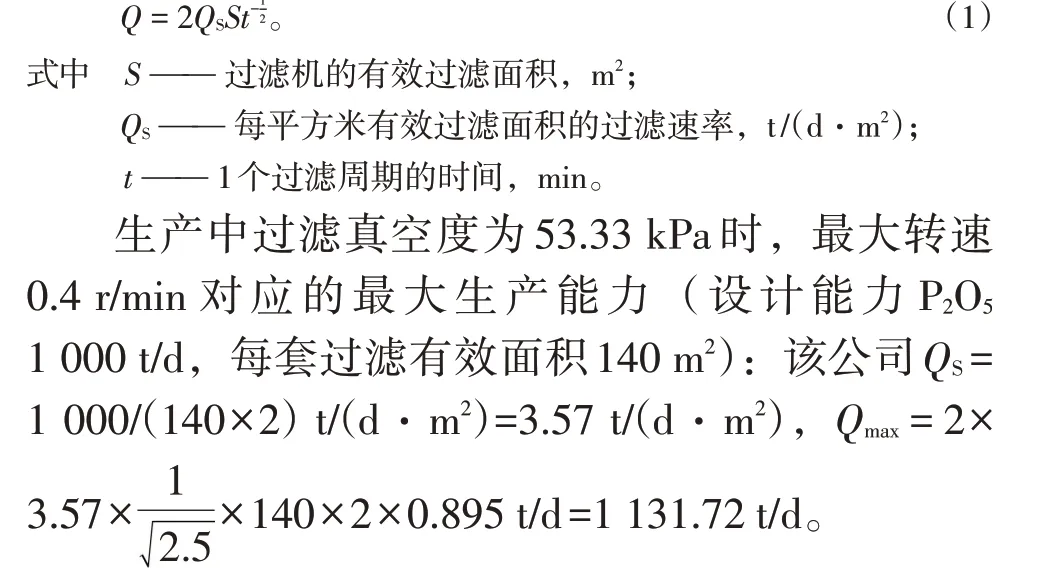
1.2 真空泵运行状况分析
过滤机真空泵(P23106/P23206)工艺参数:最大抽速400 m3/min,转速370 r/min,极限真空度160 kPa,额定功率560 kW,额定电流64.9 A。其主要作用是加大过滤过程的推动力,加快过滤速率,提高过滤强度和生产能力,提高洗涤效率,降低滤饼中的残余水含量。实际生产中为节省动力消耗及保证长周期稳定操作,真空度一般控制在30~65 kPa;长时间运行会出现叶轮、泵腔结垢,泵运行电流偏高现象,需要定期清洗、清理;设备运行过程中会存在腐蚀、磨损现象,因无备用设备,清洗、检修真空泵时过滤系统需要停车;设备功率较大,运行时水电消耗偏高。
1.3 过滤运行数据分析
2 套转台式过滤机在实际运行时,过滤机的抽气面积(即磷石膏干滩区)只占总过滤面积的1/2,所以真空泵的抽气量有较多富余。工艺控制上过滤真空度不能超过反应系统真空度(60~65 kPa),以避免过滤系统闪蒸温降过大、结垢加速现象;同时为保证真空泵安全、稳定、长周期运行,过滤真空度一般控制在50~60 kPa,主要通过调节过滤机转速、控制真空泵进口管线泄空阀开度等办法实现。2021 年4—6 月过滤运行数据见表1。从表1可以看出,真空泵运行电流低于额定值,过滤真空度偏高,真空泵工作能力有一定富余量;过滤机转速只达到最大转速的65%左右。

表1 2021年4—6月过滤运行数据
2 过滤抽真空方式优化措施
2.1 改造真空泵进口管线
对位于过滤二楼的2台真空泵进口管线进行改造,改造后管线连接见图1。通过连接管线、加装2台蝶阀、3台电动阀等措施,可实现1台过滤机真空泵带动2 套过滤机生产,在2 套过滤机开、停车切换时可灵活、迅速开关阀门,调节电动阀开度,可调整相应过滤机真空度,避免真空度偏低对正常生产造成影响。
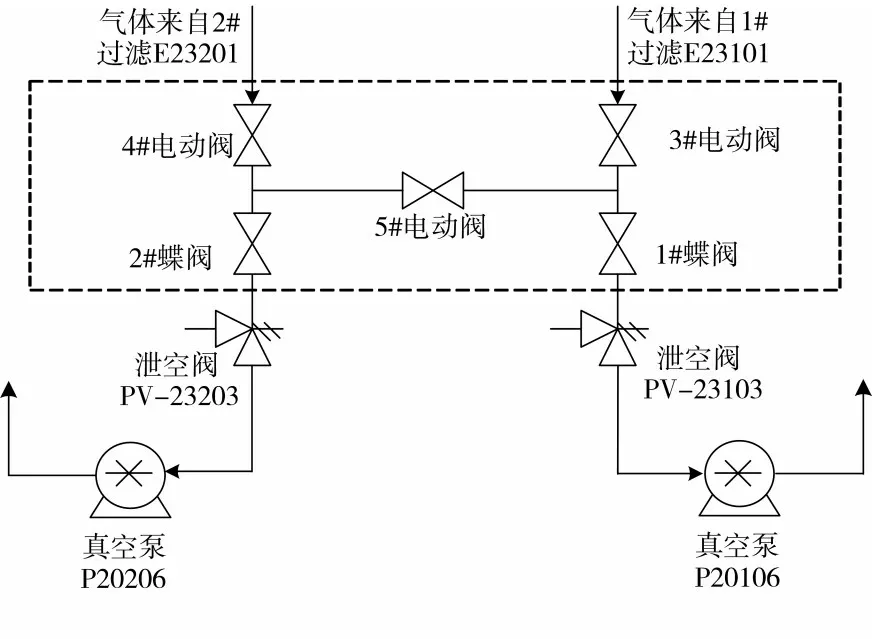
图1 改造后真空泵进口管线连接示意
2.2 选择合适的滤布
根据矿浆细度、酸不溶物含量、过滤实际运行效果等情况,通常选择0.150 mm(100目)滤布生产。为实现1 台真空泵带动2 套过滤机生产,在抽气量下降情况下,根据表2滤布生产厂家提供的参数,可考虑选择型号为0.178 mm(80 目)的滤布,对比0.150 mm(100目)滤布,该滤布密度略小、透气量较大。
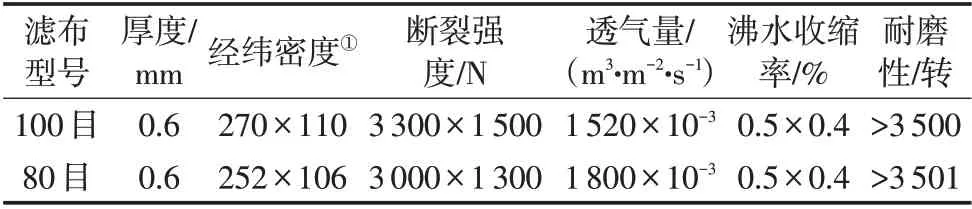
表2 某厂家转台轧光滤布参数
2.3 调整错气盘内分区
在抽气量降低情况下,过滤磷石膏干滩区会相应减少,过滤机上洗涤水覆盖区域将会增大,为确保成品酸浓度,对错气盘内成品酸区不进行调整。根据过滤机上洗涤水分布情况,返酸区隔板可适当向一洗区移动几个螺栓孔,一洗区隔板向二洗区移动几个螺栓孔,增大错气盘内区域面积,收集相应滤液。二洗区面积会稍有减少,但所对应的过滤饼洗涤区为热水洗涤,酸浓低,在过滤真空度正常情况下,经过2次洗涤后磷石膏中磷含量很低,再经第3次洗涤后磷含量极低,对洗涤率影响不大,仅会造成磷石膏水分略有增大。错气盘分区调整方法见图2。
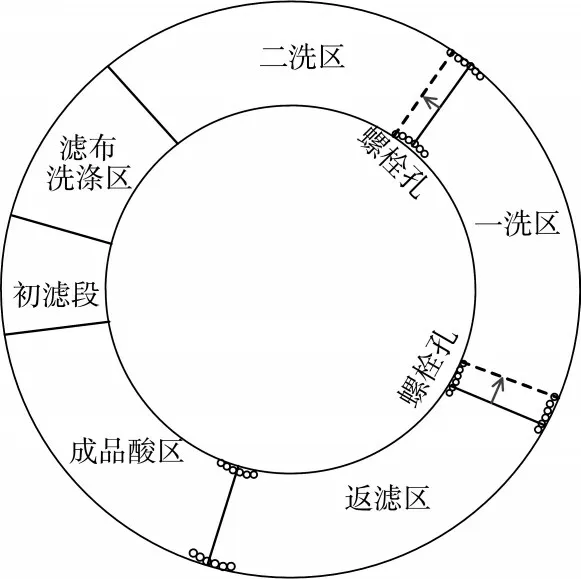
图2 错气盘内分区示意
2.4 调整真空泵运行方式
根据设备使用说明书和相关文献报道[2-3],真空泵进水量大小对抽气量也有一定的影响。进水量过大时,气量随着进水量增大变化不明显,但会增加泵的轴功率,使真空泵的负荷增大;进水量过少时,间隙的密封作用减弱,气量降低,水温也升高过快。合适的进水量是使泵正常工作必不可缺少的一个条件。泵的进水量参数一般是设备制造商经过试验得出,在参考说明书中供水要求的同时,在使用中可安装流量计显示流量的大小,并用调节阀门来控制。表3 为SKA620 型真空泵在标准转速367 r/min 时,吸气压强与对应工作液流量。
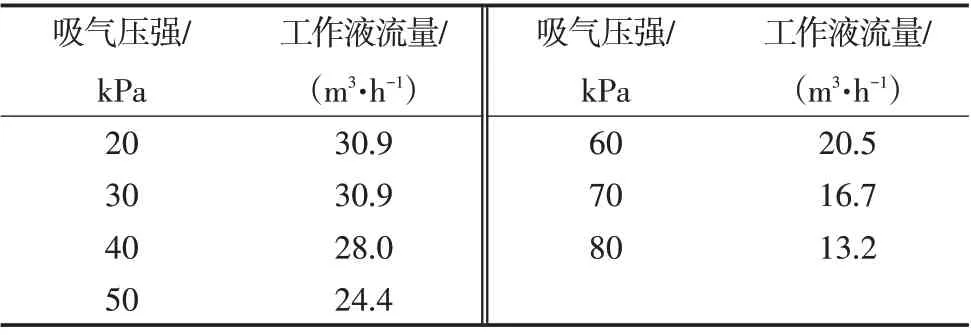
表3 真空泵吸气压强与对应工作液流量
为了让真空泵达到最佳运行工况,经生产过程中调节实验,双真空泵运行时每台泵工作液流量约20 m3/h,而在1 台过滤真空泵带动2 套过滤机生产时,真空泵工作液流量需调整到约30 m3/h,抽真空效果较好。
2.5 优化过滤运行指标
实际生产中,需要根据过滤给料量、洗水加入量等,及时调节过滤机转速、真空泵进口阀门开度等,控制真空泵电流、过滤真空度在正常范围内,确保过滤效果,使2 套过滤机的生产负荷达到P2O51 100 t/d。表4为2021年8—11月1台真空泵带2套过滤机运行数据。

表4 2021年8—11月1台真空泵带2套过滤机运行数据
对比表1和表4可见,1台真空泵带2套过滤机生产时,真空泵电流比单套过滤机生产时略有升高,但仍在额定值内,过滤真空度略有降低,石膏水含量略有升高,但水溶磷无明显变化,对总磷收率几乎无影响,每小时节省电耗按高压电机的耗电量计算为538.77 kW·h,每月按2套过滤机生产25 d 计算,可节省电耗3.232 6 × 105kW · h。按照现行工业用电价格,每年可节省电费约291万元。
3 结束语
通过工艺调节、技术创新,充分利用真空泵的富余抽气量,湖北某磷化公司磷酸装置真空过滤系统实现了1台真空泵带动2套过滤机生产,在过滤真空泵技术参数及电机功率等不变的情况下运行平稳,生产负荷、总磷收率等保持不变,降低了电耗及设备维修费用,起到了节能、降本、增效的效果。
猜你喜欢
时代汽车(2022年16期)2022-08-09
新传奇(2020年40期)2020-10-23
汽车文摘(2020年8期)2020-07-29
意林·全彩Color(2019年8期)2019-11-13
造纸信息(2019年7期)2019-09-10
小天使·五年级语数英综合(2019年6期)2019-06-27
领导文萃(2017年10期)2017-06-05
科学与财富(2016年29期)2016-12-27
科技视界(2016年2期)2016-03-30
建筑工程技术与设计(2015年20期)2015-10-21
