
PE-UHMW/海泡石纤维复合材料的力学性能与摩擦学性能研究
2022-06-09 07:00龙春光
中国塑料 2022年5期
王 轲,龙春光
(长沙理工大学汽车与机械工程学院,长沙 410004)
0 前言
在高速发展的工业领域,高分子复合材料因其优异的性能与低廉的成本而使用率逐年上涨,“以塑代钢”已是大势所趋。PE-UHMW是一种分子量超过15×105的热塑性材料,因优异的综合性能闻名,其耐冲击性、耐低温性、耐应力开裂性、抗黏附能力、自润滑性、耐化学腐蚀性、无毒害性等是其他聚合物材料无法比拟的[1],因而被广泛应用于军事、机械、医疗和建筑等领域,但其流动性差、硬度低、抗磨粒磨损差和耐高温性能差等缺点限制了其应用范围。因此,对PE-UHMW进行改性非常重要,改性后其机械和摩擦学性能将会提高,这可以使PE-UHMW在不同的条件下使用以满足一些特殊要求,为此已有许多学者开展了相关研究。例如,史铁军等[2]采用特殊辊压和模塑法制备了PE-UHMW/玻璃纤维(GF)复合材料,复合材料的拉伸强度随GF含量的增加而增大;当GF含量达到30%时,材料的拉伸强度由46.88 kg/cm2增长到92.16 kg/cm2,比PE-UHMW提高了96.59%。Tong等[3]制备了硅灰石纤维来填充PE-UHMW,并对纤维含量及不同改性处理方式对复合材料摩擦学性能的影响进行了研究;结果表明,当硅灰石纤维含量为10%时,材料的磨损量达到最小,摩擦学性能最好;填充经过偶联剂改性处理后的硅灰石纤维的复合材料表现出更好的力学性能与摩擦学性能。Gogoleva等[4]制备了玄武岩纤维(BF)填充PE-UHMW复合材料,研究表明当BF含量为5%时,材料的磨损量减小到原来的0.13%,弹性模量提高了约30%~40%。综上可以发现,改善PE-UHMW性能主要通过纤维增强方式实现,而在对环境保护要求日益严格的今天,使用环保材料成为了热议话题,Sep就是很好的填料选择。
Sep是一种富镁硅酸盐纤维矿物,其结构特殊,能自然分解且无污染,通常被称为绿色天然矿物纤维;其化学式为(Si12)(Mg8)O30(OH)4(OH2)48H2O[5],一般为白色或者浅灰色。Sep储量丰富,已探明的产量就达到5×104kt,主要生产地有西班牙、中国、美国、土耳其、澳大利亚、俄罗斯、朝鲜、法国等[6]。因为产量丰富且应用广泛,Sep拥有“软黄金”称号。海泡石因其粒径小、比表面积大、耐磨性高等突出特性,常用来作为聚合物增强材料,可以增大其与聚合物之间的界面面积和两相结合强度。目前,关于改性Sep作为填料的研究较多[7-13],如付扬威[14]通过注塑成型制备了聚甲醛/Sep复合材料,发现当添加5%O-Sep纤维时,复合材料的性能得到提升,摩擦因数与磨损量明显降低;Lu等[15]制备了聚氨酯脲/Sep复合材料,发现复合材料热稳定性提高,力学性能得到改善。在众多研究中,不难发现经过Sep填充增强改性后复合材料的性能都有所提高,而对PE-UHMW复合材料的改性研究却鲜有报道。
综上所述,本文通过热压成型方式制得具有优异性能的PE-UHMW/Sep复合材料,着重研究了其力学性能与摩擦学性能,并对sep改性前后的结构及复合材料磨痕表面形貌进行了表征,旨在进一步提高PE-UHMW的力学性能与耐磨性,改善PE-UHMW抵抗磨粒磨损能力。
1 实验部分
1.1 主要原料
PE-UHMW,塞拉尼斯GUR-4150,上海益增塑化有限公司;
Sep,1.7 μm,灵寿县丰丰矿产品加工厂;
硅烷偶联剂,KH550,东莞毅胜化工有限公司;
无水乙醇,分析纯,郑州派尼化学试剂厂。
1.2 主要设备及仪器
平板硫化机,BL-6170-B,东莞宝轮精密检测仪器有限公司;
多功能高速粉碎机,SL500A,浙江省永康市松青五金工具厂;
电子万能试验机,WDW-100,上海华龙测试仪器有限公司;
数显冲击试验机,CBD-7.5,承德精密试验机有限公司;
高频往复式摩擦磨损试验机,MDW-05,济南益华摩擦学测试技术有限公司;
SEM,JSM-5600LV,日本JEOL公司;
FTIR,Thermo IN10,赛默飞世尔科技公司。
1.3 样品制备
O-Sep制备:将质量比为72/8/20的无水乙醇、蒸馏水及KH550依次倒入烧杯混合均匀,静置0.5 h,得KH550水解溶液;将质量比为9/1的无水乙醇及蒸馏水混合制得醇水溶液;将醇水溶液与KH550水解溶液按质量比15/285混合,再向其中加入Sep(KH550质量为Sep质量的1.5%),超声波分散0.5 h后置于烘箱于80℃干燥9 h,再放入多功能高速粉碎机中研磨,得到O-Sep;
PE-UHMW复合材料制备:分别将质量比为2/98、4/96、6/94、8/92、10/90 的 Sep(或 O-Sep)与 PEUHMW混合均匀后放入模具,在平板硫化机上模压成型;其中,成型温度230℃,成型压力15MPa,保温时间10min。
1.4 性能测试与结构表征
红外分析:将1~2 mg粉末试样和200 mg KBr研细均匀后置于模具中,在油压机上压成透明薄片,将样片放入FTIR中测试,波数范围为4 000~500 cm-1,扫描次数为32次,分辨率为4 cm-1;
力学性能测试:按照GB/T 1040.1—2018进行拉伸性能测试,使用Ⅱ型试样,拉伸速率为50 mm/min;按照GB/T 9341—2008进行弯曲性能测试,从片材上截取试样测试,弯曲速率为1 mm/min;按照GB/T 1043.1—2008进行冲击性能测试,使用无缺口试样,冲击能量为5 J,冲击速率为2.9 m/s;
摩擦学性能测试:使用高频往复式摩擦磨损试验机进行摩擦磨损试验,对偶件为钢球;在干摩擦条件下,在样品表面施加100 N载荷,保持钢球往复频率为2 Hz对每组样品测试1 800 s;
磨痕形貌分析:对摩擦磨损试验样品磨痕表面进行喷金处理后,用SEM观察其形貌,加速电压为15 kV。
2 结果与讨论
2.1 Sep纤维改性前后结构分析
改性前后Sep的FTIR谱图如图1所示,从图中可以清楚看到Sep改性前后的特征吸收峰。其中,3 439 cm-1处出现较宽吸收峰,这是由Sep分子中的结构水(—OH)伸缩振动引起的;955 cm-1处的峰是由于Si—O—Si键伸缩振动和弯曲振动引起的[16];874、626、549 cm-1处的峰是由于Si—O键伸缩振动引起的。OSep的测试曲线在2 970、2 908、1 791 cm-1处出现了新的特征峰,其中2 970、2 908 cm-1处特征峰是由甲基(—CH3)和亚甲基(—CH2)拉伸振动引起的;1 791 cm-1处特征吸收峰是由羰基(—C=O)伸缩振动引起的;此外,1 433 cm-1处特征吸收峰得到明显加强,进一步表明Sep表面接枝了许多硅烷偶联剂KH550分子。
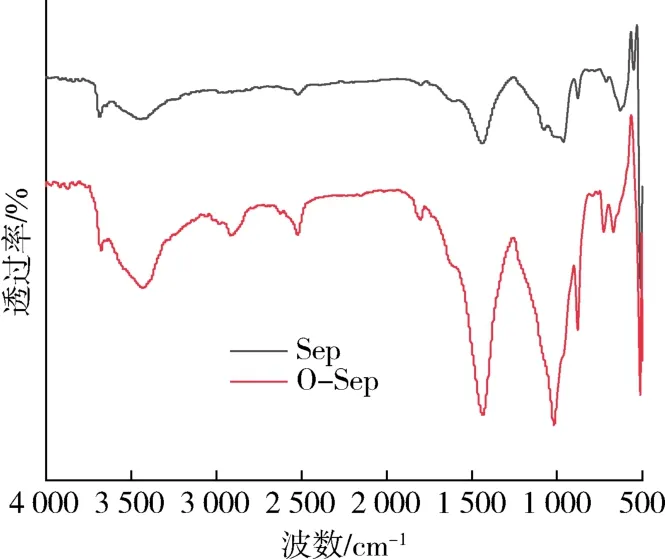
图1 样品的FTIR谱图Fig.1 FTIR spectra of the samples
2.2 Sep含量对复合材料力学性能的影响
图2为不同Sep、O-Sep含量复合材料的拉伸强度。从图中可以发现,复合材料的拉伸强度随着纤维含量的增加呈先增大后减小趋势;当纤维含量为6%时,拉伸强度达到最大值;Sep及O-Sep含量相同时,PEUHMW/O-Sep复合材料的拉伸强度比PE-UHMW/Sep更大;Sep含量为6%的复合材料拉伸强度为27.6 MPa,比纯PE-UHMW提高了21.6%;而O-Sep含量为6%的复合材料拉伸强度为32.1 MPa,比纯PEUHMW提高了41.4%。

图2 样品的拉伸性能Fig.2 Tensile property of the samples
图3为不同Sep、O-Sep含量复合材料的弯曲性能。从图中可以看到,纤维含量变化对复合材料弯曲强度的影响明显,随着纤维含量的增加,复合材料的弯曲强度呈先增后减趋势,在纤维含量为6%时达到最大,随后趋于稳定;当Sep含量为6%时,复合材料的弯曲强度为153.5 MPa,弯曲模量为119.6 GPa,比纯PE-UHMW材料提高了25.5%和69.2%;当O-Sep含量达到6%时,复合材料的弯曲强度为171.2 MPa,弯曲模量为138.3GPa,比纯PE-UHMW提高了40.0%和95.6%。

图3 样品的弯曲性能Fig.3 Bending properties of the samples
图4为不同Sep、O-Sep含量复合材料的冲击性能。可以发现,随着纤维含量的增加,复合材料的冲击强度先增后减,纤维含量为6%时复合材料的冲击性能最佳;当Sep含量为6%时,复合材料的冲击强度为16.4 kJ/mm2,比纯PE-UHMW材料提高了27.4%;当O-Sep含量为6%时,复合材料的冲击强度为17.62 kJ/mm2,比纯PEUHMW提高了36.9%。

图4 样品的冲击性能Fig.4 Impact property of the samples
复合材料力学性能的提高可以归因于Sep的刚性纤维形态及相当大的界面相互作用,尤其是O-Sep因为KH550接枝在Sep纤维表面,与Sep表面的醇羟基产生化学键合,大大增强了其与PE-UHMW的结合力;当复合材料承受外应力时,其能够有效吸收部分能量,从而提升材料力学性能。
2.3 Sep纤维含量对复合材料摩擦学性能的影响
2.3.1 复合材料摩擦因数及磨损量
图5为加载100 N时Sep、O-Sep纤维含量对复合材料摩擦学性能的影响。从图5可以看出,复合材料的摩擦因数先随纤维含量的增加而增大,在纤维含量为6%时达到最大值,然后随含量的继续增加在一定范围内波动;同样地,磨损量先随纤维含量的增加逐渐降低,在纤维含量为6%时达到最低,然后在一定范围内波动;值得注意的是,添加6%O-Sep复合材料的摩擦因数为0.124,添加等量Sep复合材料为0.12,纯PEUHMW为0.07;PE-UHMW/O-Sep复合材料的摩擦因数比PE-UHMW/Sep稍大,与纯PE-UHMW相比明显增大,提高了77.1%;添加6%O-Sep复合材料的磨损量为0.1 mg,其原因可以归为以下几点:首先,Sep的加入使得复合材料的硬度增大,导致材料表面抵抗塑性变形的能力增强;在摩擦磨损的过程中,材料产生的塑性变形量减少,材料与摩擦副的实际接触面积减小,因此摩擦因数增大;除此之外,经KH550处理之后的Sep会与材料表面产生共价键,使填料与基体结合更为紧密,而填料在基体中主要起到支撑的作用,这也会使得摩擦因数增大;物体的摩擦因数通常受到许多因素的影响,例如摩擦过程中产生的摩擦热,材料本身的性质如表面硬度、制造加工产生的表面粗糙度、复合材料基体与填料的亲合性等,往往得到的是综合作用下的结果,因此复合材料的摩擦因数达到最大值后会产生一定范围的波动[17],但总体来说,PE-UHMW/O-Sep比PE-UHMW/Sep的摩擦因数大。
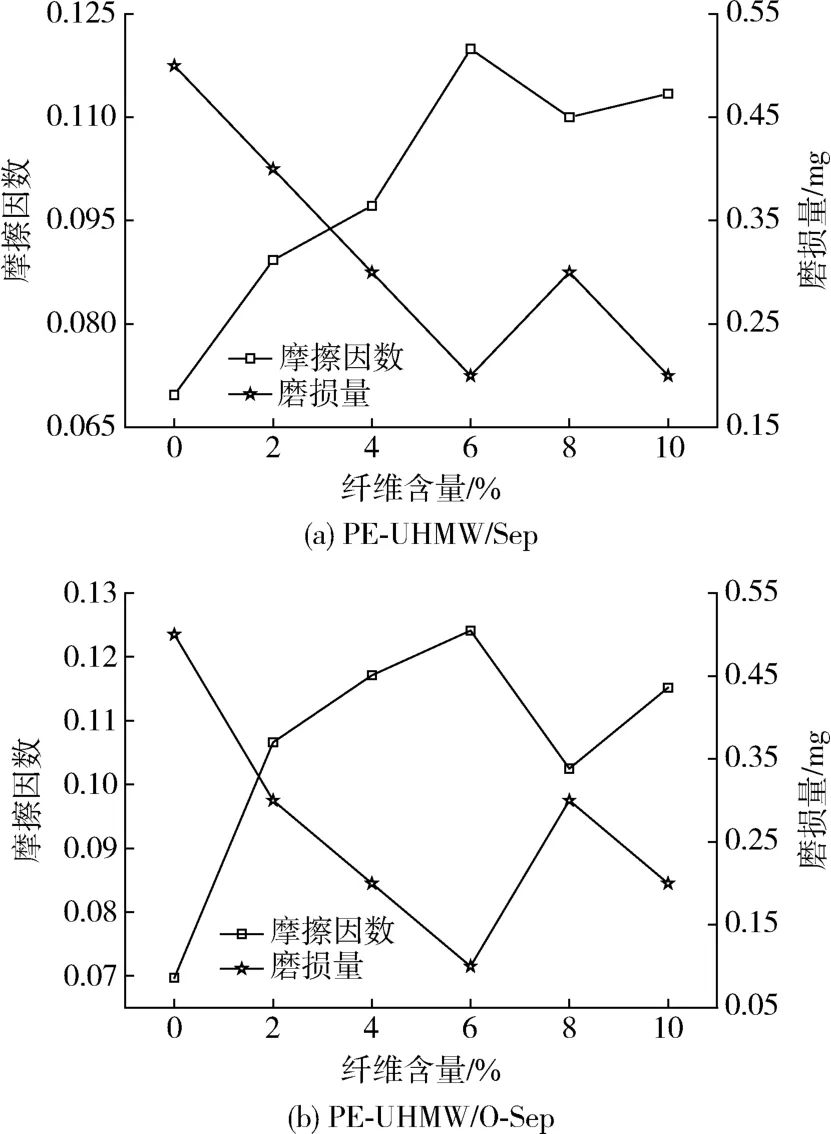
图5 样品的摩擦学性能Fig.5 Tribological properties of the samples
从图中还可以看到,添加6%O-Sep复合材料的磨损量为0.1 mg,添加等量Sep复合材料为0.2 mg,纯PE-UHMW为0.5 mg;PE-UHMW/O-Sep的磨损量比PE-UHMW/Sep低了50%,比纯PE-UHMW低80%。这是因为经过KH550改性处理之后的填料,其与基体的结合力增大,充分发挥了填料的抗磨损性能。
2.3.2 磨损表面形貌观察
图6为纯PE-UHMW、纤维含量为6%的PEUHMW/Sep及PE-UHMW/O-Sep在加载100 N时摩擦磨损表面的SEM照片(×500)。由图6(a)可见,纯PE-UHMW磨损表面存在明显划痕和少量从基体剥离的颗粒材料,还能看到存在材料剥离又在载荷作用下压实成为材料一部分情况,这说明纯PEUHMW在100 N时的磨损机理主要是塑性变形及黏着磨损。当加入纤维时,可以明显发现磨痕表面犁沟效应变浅甚至消失,颗粒尺寸变小且数量变少,如图6(b)和(c)所示。PE-UHMW/Sep磨损表面光滑,存在少量剥离脱落的细微磨粒,这是因为Sep加入到PE-UHMW基体中后,一方面可以提高复合材料的硬度,使得复合材料抵抗颗粒犁削的能力增强;另一方面可以明显减小磨屑颗粒的尺寸,改善PEUHMW复合材料的黏着磨损,提高其耐磨性能。由图6(c)可以看到,PE-UHMW/O-Sep复合材料的磨损表面最为光滑,存在的材料颗粒尺寸最小;另外,可以明显发现O-Sep在复合材料磨损表面分布更为均匀。这是因为KH550改性处理一方面可以增强Sep与基体材料间的结合力,另一方面可以提高填料在基体材料中的分散性;O-Sep纤维在切应力和压应力作用下,在复合材料表面产生富集,减低了剪切力[15],因而材料的耐磨损性能进一步得到提高,综合性能也因此得到提高。
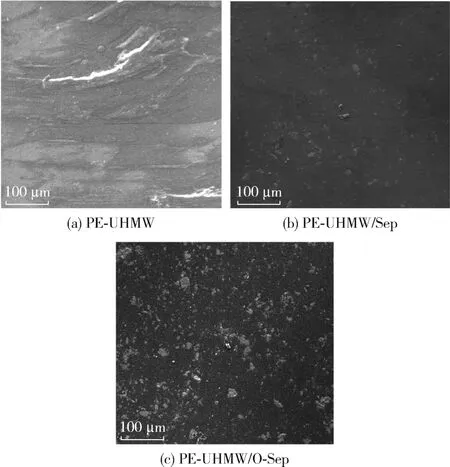
图6 样品摩擦磨损表面的SEM照片Fig.6 SEM images of wear surface of PE-UHMW and its composites
3 结论
(1)以Sep或O-Sep作为填料填充PE-UHMW可以明显改善其力学性能;其中PE-UHMW/O-Sep复合材料表现更为优异;当添加6%O-Sep纤维时,复合材料拉伸强度比纯PE-UHMW提高了41.4%,弯曲强度提高了40.0%,弯曲模量了提高95.6%,冲击强度提高了36.9%;
(2)PE-UHMW/Sep及PE-UHMW/O-Sep复合材料的摩擦学性能优异,填充Sep或O-Sep会使复合材料摩擦因数增大;纤维含量为6%的PE-UHMW/OSep复合材料表现最佳,其摩擦因数比纯PE-UHMW增大了77.1%,磨损量降低了80%;
(3)纤维含量为6%的PE-UHMW/O-Sep复合材料磨痕表面光滑,抵抗磨粒磨损能力得到改善,主要磨损机理为黏着磨损和轻微磨粒磨损。
猜你喜欢
建材发展导向(2021年15期)2021-11-05
表面技术(2021年9期)2021-10-16
食品安全导刊(2021年21期)2021-08-30
能源工程(2021年1期)2021-04-13
润滑与密封(2020年9期)2020-12-10
科技创新与应用(2019年31期)2019-11-28
表面工程与再制造(2019年6期)2019-08-24
科技资讯(2018年13期)2018-10-26
表面工程与再制造(2016年5期)2016-12-15
新媒体研究(2014年5期)2014-04-21
