
油页岩干馏废水的电化学除油试验研究
2022-06-08 00:21肖丽光
煤炭加工与综合利用 2022年5期
肖丽光
(抚顺矿业集团有限责任公司工程技术研究中心,辽宁 抚顺 113006)
目前,国内油页岩干馏主要采用抚顺炉干馏技术[1]。抚顺干馏炉具有原料适应性强、投资小及运行稳定可靠等优点,经过长期技术升级改造,抚顺炉已成为一种成熟干馏工艺,开始工业化推广。抚顺干馏装置通常以20台干馏炉(划分成为一个部)共用一套页岩油冷凝回收系统,该回收系统主要包括集合管、洗涤饱和塔、冷却塔等设备,以水洗回收页岩油工艺为主[2]。抚顺水洗冷凝回收装置结构简单、操作和检修方便,但其工艺能耗大和循环水量大,平均每部每天产生干馏废水600 t。
抚顺炉水洗冷凝回收工艺特点使油页岩干馏废水中油类质量浓度高达500 mg/L,氨氮质量浓度在3 600 mg/L以上,所以除油的同时必须考虑氨氮挥发带来的影响。现场调查分析发现:油页岩中有机质主要为藻类,主要由碳、氢、 氧、氮和硫组成[3]。化验分析表明,废水中有机物种类包括挥发酚、氨氮、有机酸等。这些物质在水中以油状存在,常用的物理、化学方法不能有效将其去除。近年来,干馏废水处理厂运行中出现设备堵塞和腐蚀严重,除油效果差,氨氮挥发影响大,生化系统污泥死亡,深度处理设备瘫痪等等问题。寻求适应油页岩干馏废水水质特点的除油工艺势在必行。
1 油页岩干馏废水水质特性分析
油页岩在隔绝空气的条件下,经500~550 ℃低温干馏生产页岩油。采用水洗油工艺回收页岩油,即用水洗涤冷却瓦斯饱和气,使瓦斯气溶解在水里,通过油/水分离罐静止分离,上层回收页岩油,下层为油页岩干馏废水。在生产现场,各部收集的干馏废水汇集至高浓污水池,集中进行静止油/水分离初级处理。捡油后的废水用油-水泵抽至均值罐,再次进行重力沉降油/水分离。经过8 h以上的重力沉降作用,水质稳定,可以代表油页岩干馏废水的水质特征,其主要水质指标检测均值见表1。
根据表1,可以判断抚顺油页岩干馏废水属于高含油废水,并且伴有高浓度氨氮,生化需氧量/化学需氧量比(B/C比)不足1/3,可生化性差。结合生产现场呈现的问题,显示除油效果直接影响整套系统的稳定运行,除油工艺选择必须考虑其易挥发性气体对现场环境影响。
2 油页岩干馏废水除油工艺选择分析
油页岩干馏废水处理厂在运行过程中出现设备腐蚀严重,氨氮挥发严重,生化系统活性污泥大量死亡等问题。经现场考察,预处理除油单元包括聚结除油、曝气隔油池和溶气气浮除油三个主要环节。油页岩干馏废水经过除油后,进入脱氨系统。其现有除油工艺流程如图1所示。

图1 油页岩干馏废水现有除油工艺单元
现场调查发现,聚结除油器利用其截留、筛分、惯性碰撞等作用使废水中的油分得以去除。而油页岩干馏废水具有一定的粉尘量和粘度,过滤时堵塞严重,需要频繁更换过滤材料和反冲洗,运行费用颇高,企业负担过重。曝气除油和溶气气浮法需要布气系统,比较适合油密度小于0.94 g/cm3的含油废水,而油页岩干馏废水中含有大量密度大于1 g/cm3的重质油。这样,废水中的粉尘、重质油和轻焦油会与气泡混合在一起,无法实现三相有效分离。另外,油页岩干馏废水含有高浓度氨氮和挥发酚等易挥发物质,经曝气后夹带逸出,对现场操作环境造成恶劣影响。
针对油页岩干馏废水的水质特点,将传统除油工艺结合生产中出现的问题逐一分析发现:传统的除油工艺在处理页岩干馏废水时严重受限,因此开展适合油页岩干馏废水除油的专项试验研究,寻求既能降低废水中的石油类含量,又能回收废水中的油资源,实现含油废水资源化和无害化的新型除油技术。
3 电化学油水分离试验
因为传统除油工艺在处理油页岩干馏废水时显露出很多问题,为探讨适用油页岩干馏废水水质特点的除油工艺,课题组与北京化工大学肖宁教授联合开展电化学除油专项试验研究。基于北京化工大学王梦芸等[4]通过使用带电纳米粒子模拟油滴上的带电颗粒,验证含油废水在直流电场作用下的运动情况,课题组进行中试除油试验装置设计。结合黄岩等[5]进行电化学除油效果分析情况,设计时采用低电压高电流,利用油滴表面张力和油滴之间静电斥力的作用,在直流电场作用下,油滴开始移动聚集,油滴之间发生频繁接触和剧烈碰撞,逐渐变大,从而促使油水两相界面膜失稳,导致相邻油滴之间的聚并[6]。在重力的作用下,大油滴开始上浮,完成油/水分离过程。电化学除油在理论上满足油页岩干馏废水除油的同时不导致氨气挥发的要求,因此开展油页岩干馏废水的中试除油试验研究。
3.1 电化学油/水分离试验装置介绍
电化学油/水分离装置的关键设备为电化学反应池,主要由直流电源、反应槽、电极板、循环槽、循环泵和刮油机等组成。箱体采用PVC材质,外形尺寸为1500mm×800mm×1800mm,最大功率为2kW,采用全自动的控制方式,设计处理能力为1 t/h,安装在油页岩干馏废水处理现场,开展中试试验。试验装置如图2所示。

1—风机;2—pH计;3—出水箱;4—出水提升泵;5—集油桶;6—出油调节阀;7—出水调节阀;8—放空阀;9—出油管;10—提升出水管;11—出水口图2 电化学油/水分离中试装置
3.2 分析方法及试验仪器
含油量的测定:红外测油仪。
试验仪器:SC-OIL-6红外测油仪,pHS-3C精密pH计。
3.3 试验方法
首先进行电化学油/水分离装置操作技术参数的筛选,通过分析不同处理时间的除油效果,综合考虑电耗因素筛选出最佳处理时间。在满足处理效果的情况下进行设备稳定性考察,并进行效益分析。
4 试验结果与讨论
4.1 技术参数的筛选
本试验主要考查除油效果,为满足后续处理设备要求,需要将含油500 mg/L左右的油页岩干馏废水处理到出水石油类质量浓度小于100 mg/L。在满足处理要求的前提下,尽可能降低能耗,缩短电解时间。试验前期,确定在电流90 A和电压88 V下进行电解试验,通过0.5 h采集一次水样,化验水中石油类浓度,初步确定电解时间范围。不同处理时间下的试验水含油量测试结果如图3所示。

图3 不同处理时间下的含油量测试情况
从图3显示的结果看出:水中油质量浓度在电解初期下降很快,可以算出,除油率急剧上升,在50 min左右达到峰值,除油率达到72.91%;在电解60 min左右时,检测水中油质量浓度99 mg/L,除油率达到78.19%,达到预期处理要求,能够满足后续处理工艺对水中油质量浓度小于100 mg/L的要求;继续电解,检测水中油质量浓度,去除率变化不大;在电解100 min时,也仅降到90 mg/L,除油率80.18%的处理程度;从经济性角度考虑,确定电解时间为60 min。
4.2 强化试验
为增加废水的电导率,提高电流效率,试验又考察了添加不同质量浓度氯化钠后,对除油效果的影响,试验结果如图4所示。
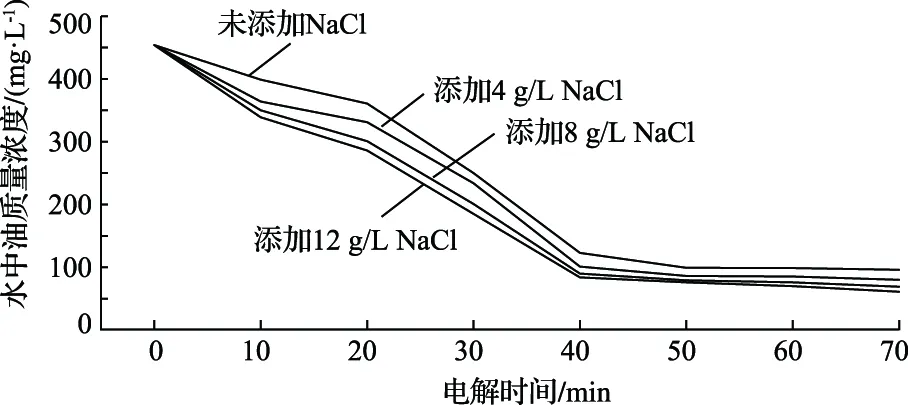
图4 添加不同质量浓度氯化钠后的除油变化
从图4可以看出,添加氯化钠后,除油效率明显提高,电解40 min后,废水中油质量浓度降到100 mg/L以下,大大缩短了电解时间。而且氯化钠添加量越大,除油效果提高幅度越大。但是,电解50 min后,除油差异不大。根据现场技术调整效果,确定添加4 g/L的氯化钠,电解时长为50 min,确保出水中石油类在90 mg/L以下。
在保证除油效果同时经济上可行的情况下,选择添加4 g/L的氯化钠,电解50 min的参数下进行强化试验,在干馏污水处理厂进行现场试验,稳定运行35 天,每天检测进出口的水中油,考察除油效果。验证该装置对页岩干馏污水的适应性。现抽取10天除油检测数据见表2。
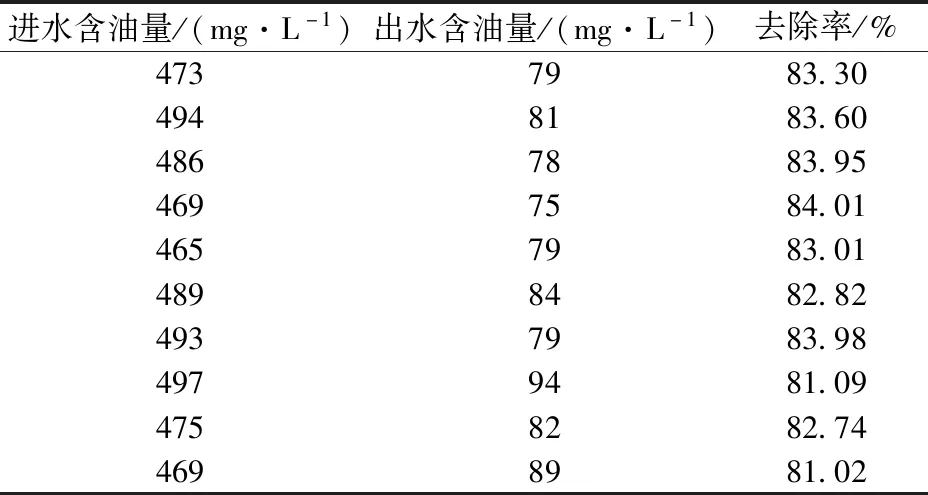
表2 中型试验的含油量测试情况
通过试验检测,除油效率稳定在80%左右,出水中油质量浓度均能降到100 mg/L以下,能满足后续处理设备的需求。该装置在原理上满足油页岩干馏废水的水质特点,主要是通过磁场强度,使带负电荷的油粒子与水破乳分离,同时不改变油的性质,分离出来的油可以回收销售。该技术的主要运行费用是电费,回收的页岩油可以弥补电耗的费用。
5 效益分析
根据中型试验数据,进行处理效果与运行经济效益的简要分析如下。
5.1 运行费用
因该装置实现无人值守全自动化,主要运行费用是电费消耗,以1 h处理1 m3废水消耗的电费进行运行费用N1核算如下:
N1=最大装机功率×使用系数×电费=2kW×0.35×0.7元/(kW·h)=0.49元/h;即1 h处理1 m3油页岩干馏废水消耗电费0.49元。
5.2 油收率效益分析
参考1 h处理1 m3废水的装置运行情况,开展收油经济效益分析。进水中石油类质量浓度均值481 mg/L,出水石油类质量浓度均值82 mg/L,进出水的页岩油质量浓度差值为399 mg/L即399 g/m3,如果油回收率按照70%估算,则每立方废水可以回收页岩油279 g。目前页岩油售价约为2.2元/kg,则每立方油页岩干馏废水可以实现页岩油回收的经济效益N2如下:
N2=279g/m3×10-3×2.2元/kg=0.61元/m3;即从1 m3油页岩干馏废水中回收的页岩油可创收0.61元。
5.3 技术改造后的运行费用分析
如果电化学油水分离技术应用于油页岩干馏废水的除油单元,保证除油效果的同时可以回收废水中的页岩油,变废为宝。通过对1 h处理1 m3干馏废水的试验运行情况分析,运行费用0.49元,回收页岩油创收0.61元,由原来的高额电耗和药剂费用,转变为每立方废水0.12元的油收益。页岩油厂污水处理厂每天需处理油页岩干馏废水3 600 m3,进行技术改造后,预计除油单元可实现经济效益N3如下:
N3=3600m3/d×0.12元/m3=432元/d;即当生产现场每天处理油页岩干馏废水3 600 m3,废水中回收的页岩油弥补运行费用后,每天可再创收432元。
6 结语与展望
通过对抚顺某油页岩干馏废水开展除油试验,结合水质特点,选取电化学油水分离装置开展除油专项试验研究,对试验结果分析,电化学油水分离技术因通入高压直流电,不发生氧化还原反应,无气泡产生,解决高浓度含油废水中高浓度氨氮随之挥发的技术难点。在24 h无人值守的全自动情况下,稳定运行35 d。通过优化工艺参数,初步估算该技术处理能力为3 600 m3/d时,可以实现收益432元/d,基本实现含油废水的资源化和无害化。
猜你喜欢
绿色科技(2022年12期)2022-07-14
共产党员(辽宁)(2021年21期)2021-12-11
数理报(学习实践)(2021年5期)2021-04-07
资源信息与工程(2021年1期)2021-03-04
小小说月刊·下半月(2020年2期)2020-03-12
科学与财富(2020年35期)2020-03-11
新少年(2019年13期)2019-05-13
分析化学(2018年4期)2018-11-02
今日财富(2018年24期)2018-05-14
城市建设理论研究(2012年35期)2012-04-23
