利普司他汀粗品的提取工艺优化
2022-06-01 12:11刘俊果吴立强
化学与生物工程 2022年5期
刘俊果,陈 敏,张 弘,吴立强
(1.河北科技大学食品与生物学院,河北 石家庄 050018;2.华北制药股份有限公司,河北 石家庄 050015;3.保定九孚生化有限公司,河北 保定 072150)
利普司他汀(Lipstatin)是毒三素链霉菌(Streptomycestoxytricini)的次级代谢产物,是一种天然的胰脂肪酶抑制剂,为脂溶性物质,易溶于乙醇、乙酸乙酯、正己烷,几乎不溶于水,利普司他汀纯品为淡黄色油状液体[1]。利普司他汀因含有不饱和双键,生物活性较高,常温下不稳定[2],其四氢衍生物奥利司他(Olistat)已被罗氏公司成功开发为消化吸收阻滞型减肥药物。奥利司他是一种强效、专一、长效的胃肠道脂肪酶抑制剂[3],在为肥胖者减轻体重的同时能有效改善由肥胖症带来的心血管等疾病的困扰。
从毒三素链霉菌发酵液中提取利普司他汀主要采用浸提、萃取、大孔树脂吸附等工艺。Paul等[4]使用甲醇提取发酵液中的利普司他汀;胡为民等[5]采用丙酮超声浸提利普司他汀,浸提效率是同体积下甲醇的3倍;何勇巍等[6]采用弱极性或无极性的第一有机溶剂萃取利普司他汀,再用分子筛对萃取液进行选择性吸附;彭平等[7]采用有机溶剂萃取利普司他汀,将萃取液进行浓缩,再将浓缩液与烷烃、液态有机混合盐混合,过滤,降温结晶;闫同顺等[8]采用响应面法优化了利普司他汀的提取工艺。传统工艺提取得到的利普司他汀粗品杂质较多,而且在生产过程中会造成大量的溶剂浪费及废水产生。鉴于此,作者采用乙醇超声浸提法从毒三素链霉菌发酵液中提取利普司他汀,再经萃取、乙腈冷冻除油处理,得到利普司他汀粗品,并对浸提、萃取工艺进行优化,拟为利普司他汀的纯化工序打下基础。
1 实验
1.1 材料、试剂与仪器
毒三素链霉菌发酵液,自制。
正庚烷、无水乙醇,分析纯,天津永大化学试剂有限公司;乙腈,色谱纯,Fisher Chemical;甲酸,色谱纯,鹏发化工有限公司;蒸馏水,自制。
岛津LC-PDA型高效液相色谱仪,岛津企业管理(中国)有限公司;KQ-250B型超声波清洗器,昆山超声仪器有限公司;RE-52AA 型旋转蒸发器,上海亚荣生化仪器厂;SHB-Ⅲ型循环水式多用真空泵,郑州长城科工贸有限公司;DD-5M型低速离心机,上海卢湘仪离心机仪器有限公司;BSA224S-CW型电子天平,赛多利斯科学仪器有限公司;90-3型双向定时恒温磁力搅拌器,上海沪西分析仪器厂有限公司;XM7D203型数显恒温水浴锅,上海科析仪器有限公司。
1.2 方法
1.2.1 发酵液的预处理
将毒三素链霉菌发酵液于8 000~10 000 r·min-1离心15 min,去上清液,收集菌体,用80 ℃蒸馏水连续清洗2次,于80 ℃恒温水浴锅中放置10 min后,8 000~10 000 r·min-1离心15 min,去上清液,收集清洗后的菌丝体。
1.2.2 发酵液的超声浸提
在菌丝体中加入一定体积分数乙醇,搅拌均匀,置于超声波细胞粉碎机中破碎一定时间,静置10 min后,收集含有目标产物的上清液,即得浸提液。
1.2.3 浸提液的萃取
浸提液中加入蒸馏水稀释至乙醇体积分数为50%~53%,按一定萃取比(浸提液与正庚烷的体积比)加入正庚烷,搅拌20 min,静置3 h,在一定温度下连续萃取2次,分出下层萃余相,收集上层正庚烷萃取液,合并2次正庚烷萃取液,进行HPLC检测。
1.2.4 正庚烷萃取液的浓缩
将正庚烷萃取液置于旋转蒸发仪中,于-0.07~-0.1 MPa、65~70 ℃下减压浓缩至干(无冷凝液蒸出),直至得到黄色油状正庚烷浓缩液。
1.2.5 乙腈冷冻除油
将正庚烷浓缩液置于60 mL分液漏斗中,加入3倍体积的乙腈,充分混匀,置于冰箱冷冻室,冷却至-20~-10 ℃,5~8 h后取出,去除下层油相;继续冷冻5~8 h,再次去除油相,上层乙腈相转移至量筒中,记录体积;再转至小烧瓶中,于-0.07~-0.1 MPa、65~70 ℃下减压浓缩至干,即得利普司他汀粗品。
1.2.6 色谱条件
C18 Hypersil色谱柱(150 mm×4.6 mm,5 μm),流动相为乙腈(A)-甲酸水溶液(每190 mL水加甲酸0.1 mL,B)(81∶19,体积比),流速1.0 mL·min-1,柱温35 ℃,检测波长195 nm,进样量20 μL。
2 结果与讨论
2.1 浸提条件的优化
2.1.1 超声时间对利普司他汀浸提效果的影响(图1)
由图1可知,随着超声时间的延长,利普司他汀纯度及回收率均逐渐升高,当超声时间为30 min时,利普司他汀纯度及回收率均较高;继续延长超声时间,利普司他汀纯度及回收率变化不大。故选择超声时间为30 min。
2.1.2 乙醇体积分数对利普司他汀浸提效果的影响(图2)
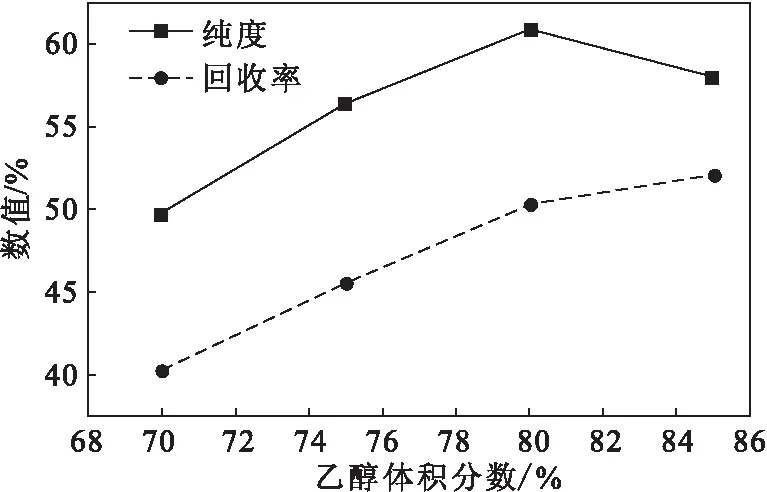
图2 乙醇体积分数对利普司他汀浸提效果的影响
由图2可知,随着乙醇体积分数的增大,利普司他汀纯度及回收率均逐渐升高,当乙醇体积分数为80%时,利普司他汀纯度及回收率均较高;继续增大乙醇体积分数,利普司他汀纯度降低,回收率变化不大。综合考虑运行成本等,选择乙醇体积分数为80%。
2.2 萃取条件的优化
2.2.1 萃取比对利普司他汀萃取效果的影响(图3)
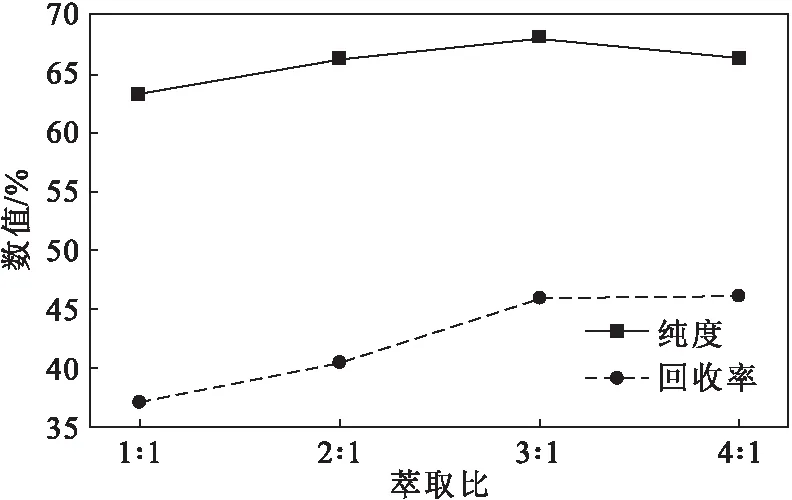
图3 萃取比对利普司他汀萃取效果的影响
由图3可知,随着萃取比的增大,即浸提液与正庚烷体积比的增大,利普司他汀纯度及回收率均逐渐升高,当萃取比为3∶1时,利普司他汀纯度及回收率均较高;继续增大浸提液比例,更多的杂质被萃取,利普司他汀纯度降低。故选择浸提液与正庚烷体积比为3∶1。
2.2.2 萃取温度对利普司他汀萃取效果的影响(图4)
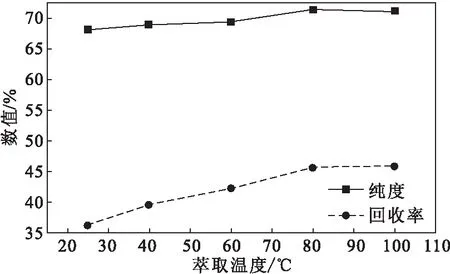
图4 萃取温度对利普司他汀萃取效果的影响
由图4可知,萃取温度对利普司他汀萃取效果的影响显著,随着萃取温度的升高,更多的利普司他汀被萃取出来;但萃取温度过高,利普司他汀不稳定,易分解。综合考虑,选择萃取温度为80 ℃。
2.3 工艺验证
正庚烷浓缩液经乙腈冷冻除油后,得到黄色油状利普司他汀粗品,无味。以200 mL毒三素链霉菌发酵液、发酵单位7 g·L-1计算,经预处理、浸提、萃取、除油处理,平均每批发酵液中得利普司他汀粗品0.6 g,回收率为43%,纯度约72%。
2.4 利普司他汀粗品的质量分析
为分析利普司他汀粗品质量,将利普司他汀浸提液与利普司他汀粗品的HPLC图谱进行对比,结果如图5所示。
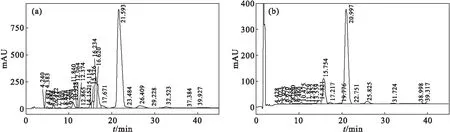
图5 利普司他汀浸提液(a)及利普司他汀粗品(b)的HPLC图谱
由图5可知,浸提液的HPLC图谱中主峰左侧有明显的6个杂质,而经过萃取、除油处理后,杂质明显减少,峰形更好,且利普司他汀纯度提高到72%左右,说明萃取、除油工艺去除了更多的杂质。
3 结论
采用乙醇超声浸提法从毒三素链霉菌发酵液中提取利普司他汀,再经萃取、乙腈冷冻除油处理,得到利普司他汀粗品。确定最佳浸提条件为:超声时间30 min,乙醇体积分数80%;最佳萃取条件为:以正庚烷为萃取剂,浸提液与正庚烷体积比3∶1,萃取温度80 ℃。在此条件下,利普司他汀纯度及回收率均较高。采用乙腈冷冻除油工艺代替大孔树脂吸附工艺脱脂,减少了溶剂浪费,降低了生产成本,且操作简便,更适合工业化生产。
猜你喜欢
煤化工(2022年3期)2022-07-08
新乡医学院学报(2022年2期)2022-03-22
中国果业信息(2021年10期)2021-12-07
粉末冶金技术(2021年3期)2021-07-28
农技服务(2021年3期)2021-06-16
首都食品与医药(2020年1期)2020-10-21
食品界(2019年8期)2019-10-07
食品界(2018年8期)2018-09-03
山东工业技术(2016年10期)2016-09-06
中学生数理化·高二版(2016年6期)2016-05-14