数字动漫陶瓷制作工艺流程及技术
2022-05-30 21:41:59付洪萍乐咏梅
炎黄地理 2022年12期
付洪萍 乐咏梅
数字技术与3D打印技术融入陶瓷创新设计与陶瓷制作领域,引发了陶瓷创新制作新浪潮,详细介绍了数字动漫陶瓷的创新设计手段、陶瓷制作工艺流程、使用的科学技术及手工艺技术要领等,了解到数字技术的加入给陶瓷制造业带来新的挑战与机遇,数字创新陶瓷呈现逐年递增的趋势,有力地支持了景德镇国家陶瓷文化传承创新试验区的建设。
产业融合数字技术的发展正在超越传统创新理论的范围,在数字技术创新过程中,数字能力的嵌入和驱动开启了产业结构的新篇章。数字技术+3D打印技术应用于陶瓷制作领域,本身就具有非常大的影响力,它变革了传统的制瓷工艺,使制瓷的效率大大提高,数字技术的加入,大大提高了生产力,使产品在市场的竞争力显著提高。
数字动漫陶瓷是运用了先进的数字技术+3D打印技术再结合传统陶瓷制作工艺而产生的一种新型雕塑类的数字创新陶瓷。其制作中主要运用的数字技术有三维软件的3D模型制作技术、三维雕刻软件的数字雕刻技术及绘画软件的数字绘画技术等。
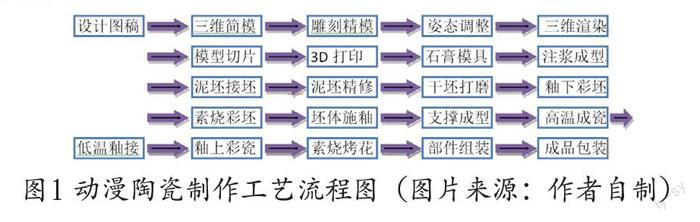
数字动漫陶瓷作为动漫周边产品之一,是极具文化特色的文创产品,因其附加值很高,其市场应用前景也很好。但一件成功的数字动漫陶瓷作品,其制作工艺流程较为复杂,要掌握的技术与技能也特别多,主要制作工艺流程及22道工序如图1。
下面以动漫陶瓷作品“悟空”为例,详细介绍各工序制作规范及技术要求(陶瓷作品效果如图1)。
设计图稿
作品思路和作品形象确定后就是画出作品设计稿及原画设计图,设计稿使用简单的铅笔速写,原画设计图要使用软件Paint或者Photoshop等绘画软件再结合数字手绘板精细绘制(精细度要达到看清楚肌肉上的青筋),原画师要画出至少一个透视效果,一个侧视效果图(也可以更多视角效果)。
三维建模
有了多视角的原画设计图就可以运用三维软件(譬如3ds Max或者Maya软件)进行建模,三维软件中运用多边形建模技术进行建模,因为人物是左右对称模型,建模时可以采用两臂张开的对称姿势布线,结合镜像修改器的使用,只需要建立人物的一半模型(如半张脸、右边的身体和手臂及腿等),肩甲、上身皮带、金箍棒及腿等部件可以分层制作(即另新建一个多边形制作),模型的精细度只要达到五官大致像悟空就行,但各部分比例一定要准确,金箍棒及肩甲要有主要的突起,但不需要刻画纹理,最后将各部件模型分别导出为OBJ格式文件。
雕刻精模
将三维软件中各部件建模OBJ文件导入三维雕刻软件ZBrush中(每一部件分别在软件layers各层中),模型适当细分后运用常用雕刻笔刷进行细微塑形和雕刻,将角色五官及肌肉雕刻出来,进一步细分模型后再运用特殊笔刷(运用动物毛发或者皮肤等高清照片制作出来的通道笔刷)雕刻出角色细节及纹理(譬如悟空的体毛、皮肤肌理、青筋及金箍棒的锈斑等),雕刻时注意循序渐进的运用细分层级,总原则为确实不能雕刻的部分再进入下一分层级进行雕刻,能在本层级完成塑形和雕刻的尽量在本细分层级内完成(当然也可以回到低层级调整大形)。
姿势调整
在ZBrush软件中主要有三种常用方法来调整模型姿势,分别是遮罩法、Z球骨骼法及曲线弯折法。作品“悟空”中我们采用遮罩法调整孙悟空的模型姿势,此方法优点是简单易用,缺点是不能调整重叠模型部分,因此调整前各层模型最好不要合并;Z球骨骼法优点是网络重叠部分也不影响调整,但网络模型必须合并为一;曲线弯折法所能调整的物体有限,不太适用于人物。
三维渲染
为数字模型赋予色彩并打上灯光就可以将其渲染出多维度效果,可以实现作品陶瓷质感的三维真实效果,且随时可以修改作品的动态形态及配色方案,其意义对于创新创意设计非常重要。
模型切片
复杂的模型并不能简单地使用一个石膏模具就能注浆成型,作品“悟空”使用的石膏模具共有13个,因此模型在3D打印前一定要进行模型切片处理,模型切片师要有丰富的切片经验,并不是切片模型越多越好,也不是越少越好,得综合考虑制作成本及生产繁易程度,但原则就是尽量能一起翻模的就不切除。在ZBrush软件中进行模型切片比现实中实物切片好处多,一是切片模型间隙非常小且吻合度高,二是即使切错了还是能重新切,三是切片容易(实物切片还需要锯子等工具)。
3D打印
数字模型只有通过3D打印才能制作出真正的模种实物,3D打印技术是一种以数字模型文件为基础,运用粉末状金属、光敏树脂或塑料等黏合材料,通过逐层打印的方式来构造物体的技术。常用于陶瓷模种打印的技术有PLA材料打印及光固化树脂打印技术,PLA材料打印是通过加热材料逐层叠加打印,成型方便但精度不太高,且有明显的打印痕迹;光固化树脂打印精度比较高(工业级光固化打印机打印效率高,一天能打印幾公斤材料,甚至更多),而且没有明显的打印痕迹,但比PLA材料打印成本更高,还需要打印暗室及适应打印环境温度的要求,作品“悟空”中悟空模种打印尺寸不大,不需要实心打印,打印壁厚2mm就可以,打印完后要进行打磨处理,等完全干燥后就可以使用。
石膏模具
打印后的模种需要制作成石膏模具才能进行陶瓷注浆成型,普通石膏模具制作技术并不难,但如果模种造型比较复杂,那就需要对模种进行多开片石膏模具制作,作品“悟空”中悟空的头部就需要至少制作五开片石膏,其制作难度比较高。
注浆成型
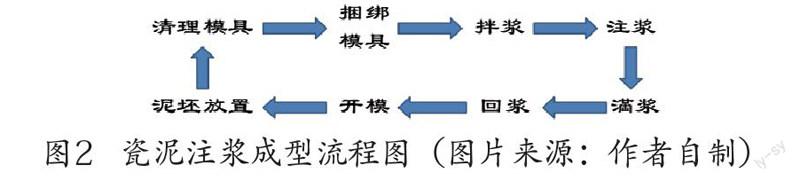
瓷泥注浆成型是关乎陶瓷作品成败的关键陶瓷工艺,其操作流程如图2。
陶瓷泥浆主要有普通泥浆和台达泥浆,台达泥浆(高岭土成分含量较高)成瓷骨质较软,容易变形,但成瓷高白,适合做中小件陶瓷;普通泥成骨质较硬,适合做大件陶瓷。其技术要领主要有:清理模具是为了使模具模块缝隙小(清理模具时常用木制工具,不能使用金属工具清理,那样容易损坏石膏模具);拌浆是为了让浓泥浆有较好的流动性,便于回浆流畅(如果是用泥条自己打浆,打浆时则应加水至较浓的泥浆后,再加入少量的仙水物质,增加泥浆电解质从而增加其流动性,瓷泥与仙水的比例通常是1:10000);满浆是为了观察泥坯成型的壁厚(多切片模型,通常上部分比下部分模型泥坯壁薄一些,如果上重下轻,烧成瓷时容易弯曲变形,放置时重心也不太稳);回浆时应让回浆孔内外气流相通,保持内外气压一致,以避免回浆后泥坯向内塌陷变形(通常用空心管引流、气汞吹气等方法);开模时机通常为注浆口处泥坯刚刚干燥且不粘手之时。
泥坯接坯
多切片模型通常要在泥坯时就将其接为一个整体,以便于烧成整体陶瓷。接坯主要分为湿接和干接两种,湿接是在泥坯还未干燥前进行,泥坯从石膏模具中取出后不久,且泥坯表面触摸无湿润感觉,就可以用泥浆涂抹接口处,将泥坯按正确方位接上并按压10秒左右,湿接的好处是容易接成功,且成瓷后不会产生裂缝;干接比较难,不容易接成功,且成瓷后常会产生裂缝等,但是在特殊情况下要掌握的一种接坯方法(譬如在修坯时不小心弄断了模型的手指、头发等),干接常采用接头泥(接头泥主要成分为同种泥浆、粘接粉、素烧后坯磨细成粉等按照一定比例混合而成的泥)来接两个干燥的泥坯,接前要将两接口充分打湿成泥浆后涂抹上接头泥,按压一定时间后接上,此法也可以修复泥坯表面开裂缝处,但接头泥成份比例有所调整。
泥坯精修
精修泥坯是整个陶瓷工艺中比较重要的一环,直接影响到成品的外形精细程度,相当于对作品进行来一次再加工。由于注浆后泥坯上有模具模块接缝突起,另外还有石膏模具磨损缺失处造成的注浆变形,此外还有注浆后泥坯上的小气孔要补泥,精修泥坯时最好在泥胚半干时进行,也可以等干坯后在需要精修的地方补水再修补。
干坯打磨
泥坯干燥后叫干坯,泥坯经过精修后表面留下许多刀具的刮痕及细小的凹痕,这就要进行打磨,将泥胚表面处理光滑。干坯打磨主要有两种方法,一种是干磨,另一种是湿磨,干磨先用研磨百洁布(一种不含砂粒的线条砂布)打磨,再用细海绵砂纸抛光坯体表面;湿磨就是先用大羊毫笔(不能使用狼毫笔,狼毫笔毛质坚硬,会使坯体表面留下明显的毛痕迹)沾水湿润坯体表面,再来回拖动磨平表面(湿润的表面已泥化,容易变形压平),精细尖角线条处则需要用小羊毫笔小心轻轻地拖过)。干磨比较适合表面积比较大的大件陶瓷,湿磨比较适合表面细节较多的精细陶瓷(陶瓷作品“悟空”采用的多是湿磨法打磨表面)。
釉下彩坯
一件动漫陶瓷作品色彩较多,但大部分是均匀纯色,釉下彩主要适用于大面积上纯色,釉下彩坯有上色速度快、上色均匀、色块间分界线明显、施釉成瓷后表面光滑、各种环境下不变色及颜色容易修补的特点,因此常用来大面积均匀上色。传统釉下五彩通常是粉状颜料,通过溶解于水上色,不但色彩种类很少而且不容易均匀上色,常会有笔划的痕迹,如今市场上有多种颜料可以克服这一缺点,有的通过多层多遍上色、有的通过制作成类似于水彩一样的颜料,不但可均匀上色而且还可以通过不同比例混合调色,通过使用新材料和新颜料,如今的釉下彩颜料几乎可以覆盖所有的色系色彩。
素烧彩坯
釉下彩坯后在施釉前还应素烧彩坯,因为釉下彩和上层的釉在高温下很容易相互融合到一起(因釉在高温下是液态具有流动性),造成色彩随釉流动而窜色、色彩不均匀等缺点,因此要在施釉前进行低温素烧,其目的是让底层釉下彩色固化,使色块即使在高温下也不会随上层液态釉流动,从而达到色彩界线分明且色彩均匀的特点,因而这一工艺很重要,素烧的温度比烤花的温度稍微高一些,通常是800℃至850℃左右。经过素烧后的坯叫素坯,素坯比干坯更坚固更便于运输,因而市场上出售的坯常常是素坯,很少有干泥坯。
坯体施釉
陶瓷表面通常都会覆盖一层薄薄的细密光滑的釉,釉按色彩来分主要有色釉和透明釉两大类,釉的主要作用一是光亮、二是致密保护釉下色、三是不渗透水等,当然也有些陶瓷表面为了特殊质感不需要施釉。施釉主要有喷釉和涂抹釉几种方法,喷釉是通过气汞喷出釉雾在陶瓷坯体表面均匀施釉,主要适用于大面积整体施釉,不太适用于局部施釉,当然也可以通过可撕胶遮罩法实现局部施釉。如今可以通过多遍平涂新釉料达到均匀釉面效果,涂抹釉很容易实现局部上釉。陶瓷作品创作中,通常根据作品特点灵活运用不同的施釉方法。
支撑成型
通常陶瓷造型大多是上小下大、重心偏下较稳定,但是一些特殊造型的陶瓷就很难烧烧制成型,例如:两条腿直立的动物和人、张开手臂的人物造型等,主要原因是在1300℃左右的高温下,陶瓷因软化受重力影响容易变形,因此需要在特殊的耐高温支撑物支撑下才能烧成型。
高温成瓷
瓷坯在高温1100℃以上开始瓷化,1200℃左右瓷化比较完全,但这些并不是绝对的,因不同瓷土材料而有变化,一般来说1200℃以下成瓷的称为低温瓷,1250℃左右成瓷的称为中温瓷,1300℃以上成瓷的称为高温瓷(动漫陶瓷作品因特殊釉下彩颜料要求通常为中温陶瓷)。
低温釉接
由于动漫陶瓷结构比较复杂,会分部件烧成陶瓷(譬如孙悟空上半身和下半身及病毒底座等都是分部件烧成的),因此常要将各部件再次粘釉后低温(1000℃左右)烧为一体,由于低温下不会瓷化以致于不会变形,所以烧制前只要各部件釉接后能立稳,烧成后就会保持这姿势成为一体。
釉上彩瓷
成瓷后的作品往往还需要进行釉上彩這一工艺,釉上彩具有精细线条及容易绘画渐变色彩的特点,因此通常动漫角色的眼睛、嘴唇、眉毛、描金及渐变肤色等是通过釉上彩绘制而成的。釉上彩因是在成瓷的釉表面上彩绘的,因此烤花烧后其表面触摸时并不光滑(若要光滑可以再覆盖一层薄薄的雪白,雪白烤花烧后会变成透明光亮的薄层),且还有在极端环境下会变色的缺点,但釉上彩的色彩范围非常丰富,是陶瓷彩瓷最常用的一种方法。
素烧烤花
釉上彩瓷后还要进行一次低温素烧(780℃左右)烧制才能长期不变色(此烧制过程通常称为“烤花”),素烧烤花通常是使用电窑烧,升温阶段300℃前应缓慢升温(300℃前只让底部电炉丝参与烧制),降温阶段如要打开窑门迅速降温,也只能在200℃左右小开窑缝,低温(200℃左右)阶段降温太快容易使陶瓷裂开。
部件组装
一件作品若不是整体烧成的陶瓷,就要进行低温釉接(前面已介绍)或使用陶瓷胶接成一体,陶瓷胶接通常有几种方法,方法一是使用509AB胶水加陶瓷粉胶接法,方法二是使用济公胶(一种可以粘接木、瓷及金属等材料的胶水)加棚砂(主要成份氧化铝)胶接法,两种方法各有优缺点,509AB胶水不耐高温但胶接比较牢固,济公胶粘接十分迅速但不耐潮湿,因此在组装部件时常结合灵活使用。
成品包装
由于陶瓷是易碎品,通常需要有增加缓冲的材料包装,为方便运输,还要有适当的木架夹紧或者包装盒等,好的作品当然需要好的包装,这就需要为之设计包装。
参考文献
[1]章明.景德镇陶瓷文化的历史演进与现代传承[J].文化学刊,2022(09):50-53.
猜你喜欢
佛山陶瓷(2022年3期)2022-04-03 14:42:07
意林·少年版(2021年16期)2021-09-13 04:47:32
机械工程与自动化(2020年3期)2020-06-22 14:21:34
模具制造(2019年10期)2020-01-06 09:13:10
青年生活(2019年6期)2019-09-10 18:16:47
模具制造(2019年4期)2019-06-24 03:36:38
艺术评论(2018年11期)2019-01-15 08:28:02
童话世界(2017年8期)2017-05-04 04:08:34
现代工业经济和信息化(2016年7期)2016-05-17 05:36:51
知音海外版(上半月)(2015年6期)2015-05-14 12:16:18