
定模斜抽滑块内斜顶注射模设计
2022-05-27 02:23:22曹建华唐海善
模具制造 2022年4期
曹建华,唐海善
(1.东莞市机电工程学校,广东东莞 523846;2.艾尔玛科技股份有限公司,广东东莞 523000)
1 塑件成型工艺分析
图1为扫地机器人尘盒,该塑件材料为BAYER-PC 2407。查原料物性表,取收缩率0.5%。该塑件侧面需要做一个大的定模斜抽滑块,在滑块内部又有两个斜顶,需要同步脱扣,对面转轴需要做两个定模内滑块。转轴需要配合,内孔无斜度,与另一件组装时转轴转动要平稳,无剧烈摆动。转轴内孔精度要求高,定模内滑块脱扣较困难,在加工时要做到精密加工。另外,因PC料流动性较差,成型温度要求高,在排气、镶件方面要做到高要求。

图1 扫地机器人尘盒塑件
2 分型与排位
2.1 分型线的选择
根据塑件结构特点及进胶位置的选择,选定开模方向如图2所示。
选定开模方向,左右两侧开滑块,上下方向做动、定模分型,如图2中的PL线。定模做3个滑块:一个侧面斜抽滑块,两个内滑块;动模没有滑块,定模侧面斜抽滑块由于要走内斜顶,需采用油缸带动脱模。定模两个内滑块,可以直接采用三板模,利用三板模多开一次模的优点,设计T槽铲机连接带动开滑块。
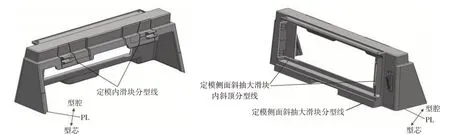
图2 开模方向
2.2 排位
该塑件结构尺寸不大,按1模2腔布局。由于该塑件有两侧滑块,通过滑块的摆放方式来比较。采用油缸开侧面斜抽滑块的一面朝外,两个定模内滑块一侧朝内方式进行排位。模架采用龙记标准简化型细水口,型号为FCI-5060-A150-B100-C120-L420。如图3所示。

图3 定模型腔布局
3 浇注系统设计
该塑件为透明PC料,对外观要求高。塑件两侧开滑块,没有位置做进胶,因此仅有中间一部分可以进胶。根据开模的方式,选择三板模点进胶方式。该塑件较长,如果采用1点进胶,有可能会出现缺胶现象。为了保证顺利充填,每腔选定左右两边各一个点进胶。在塑件外观面无法避免的情况下,优先选在不影响塑件功能的地方。该模具的进胶方式与进胶位置如图4所示。
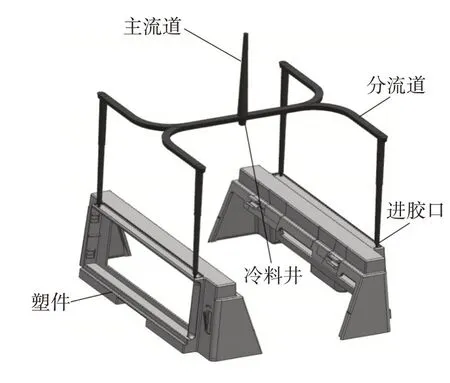
图4 进胶方式与位置
4 推出机构设计
在能顶出的情况下尽可能的减少顶杆数量,减轻顶杆印对塑件的外观影响。该塑件两侧开滑块,滑块打开后,包覆塑件的钢料仅有中间区域,所以顶杆主要顶出部分为中间区域。如图5所示。

图5 顶出机构
在中间区域空间不够的情况下只能做小一点的顶杆,而外侧空间足够的情况下就排布大一点的顶杆,其中ϕ3mm顶杆、ϕ4mm顶杆和ϕ6mm顶杆各4根,ϕ5mm顶杆2根。顶杆需要均匀分布,保证受力平衡,详细分布如图6所示。

图6 冷却系统
5 冷却与排气系统设计
5.1 冷却系统设计
模具布局为1模2腔,采用分离式型腔。每腔单独做动、定模型腔、型芯,两腔的型腔为旋转复制件,因此在冷却布局上采用相同结构。定模型腔分3组,环绕定模型腔周围,动模型芯分4组,在局部无法走冷却的地方,采用水井形式。侧面大滑块采用一组冷却,冷却水路直径最小为ϕ8mm,冷却液介质采用水冷方式,如图7所示。

图7 排气系统
5.2 排气系统设计
模具排气系统如图8所示,在分型面四周均需做排气系统。查阅资料得知PC溢边值为0.04~0.06mm,所以采用排气深度为0.02mm,而主排气槽深度做0.2mm。

图8 模具成型零件
6 成型零件材料的选择
塑件为PC透明料,PC料中的水分子在高温时容易分解出气体,特别在角落处和填充末端容易产生困气,因此设计模具时要做好排气。另外,PC料的硬度较硬,脱模时容易拉伤模仁。综合以上问题点,成型材料需选用光泽度高,加硬且易加工的钢料。因此选用日本大同S-STAT-A钢料,定模加硬到52HRC,动模加硬到50HRC。定模型腔、动模型芯、内滑块、内滑块斜楔、侧面大滑块均采用S-STAR-A加硬钢料。加工分粗加工和精加工,型芯型腔精加工后还需要电火花清角处理。
7 模具工作过程
模具结构如图9、图10所示。此模具有定模内滑块12,定模侧面斜抽大滑块内斜顶11,因此开合模时与普通的三板模要区别对待。
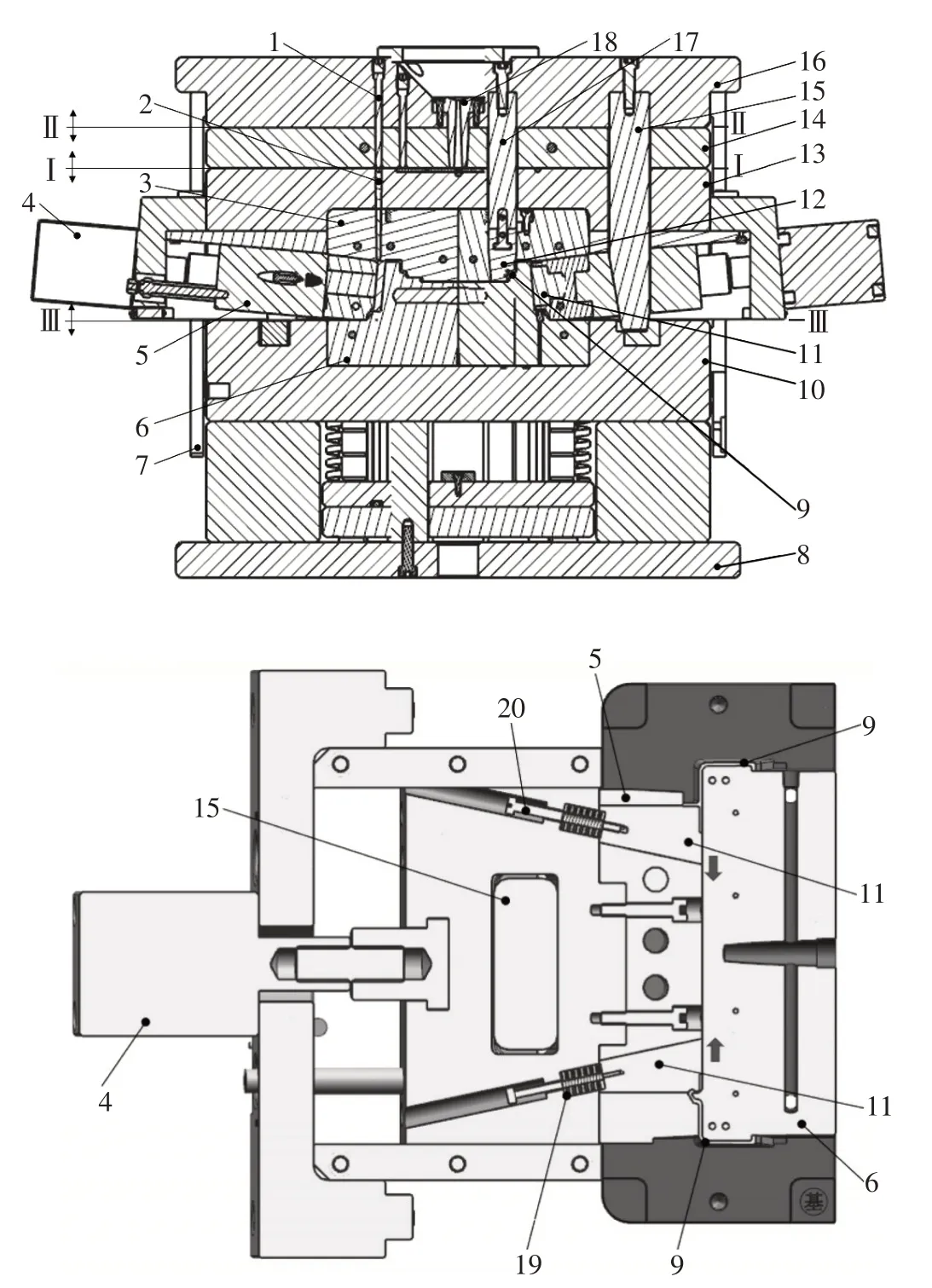
图9 模具结构Ⅰ
(1)开模工作过程。
a.首先,开模时动、定模板需要扣机7完全扣死,不能松动,如果松动会拉裂塑件。
b.开模时流道板14先打开,在开图9中I-I时定模座板16处的定模侧面斜抽大滑块斜楔15开始脱离定模侧面斜抽大滑块5。定模内滑块斜楔17同步带动定模内滑块12脱扣。
c.开完I-I后马上开II-II。流道2取出。同时油缸4工作,抽芯带动定模侧面斜抽大滑块5脱扣。在定模侧面斜抽大滑块5后退的过程中,由于斜槽的原因,会同步带动定模侧面斜抽大滑块内斜顶11沿着斜槽运动,在弹簧19的作用下会沿着斜槽运动,斜槽方向的力可以分解成水平方向和垂直方向两个合力,水平方向会贴着动模型芯不动,垂直方向会沿着如图9中箭头方向所示运动,直至完全脱扣,达到最大行程。
d.开完II-II后,扣机7开模已达到最大行程,此时扣机会打开。
e.扣机打开后开III-III,动、定模板之间可以开模,此时,打开动、定模板。
f.顶出塑件。
(2)合模工作过程。
a.如图10所示,开始合模时,开模顺序控制器长剑22会先顶开拨块23,使注塑机无法继续往前推进,无法先合流道板14,但是动、定模板之间可以继续合模。
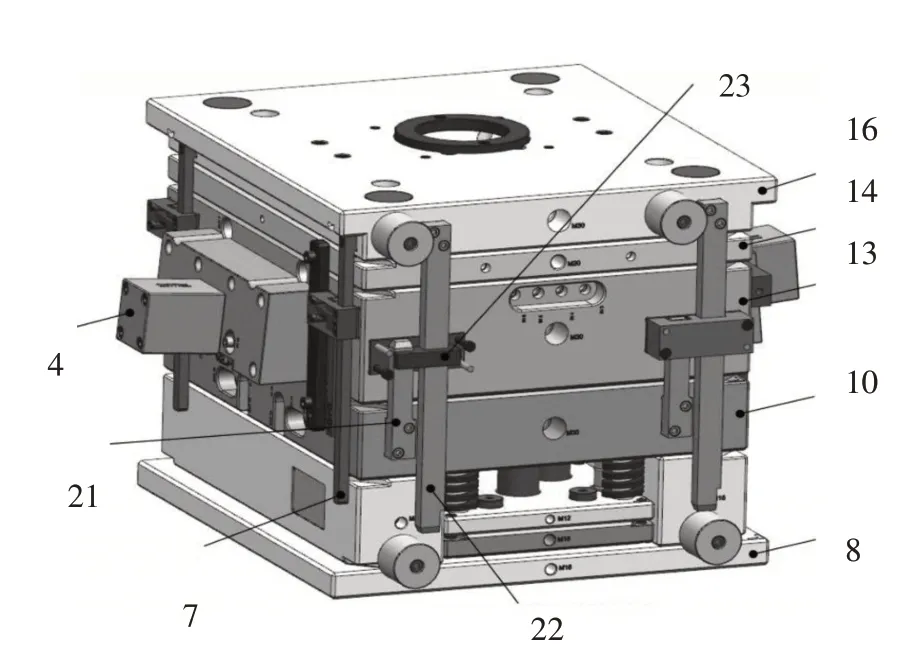
图10 模具结构Ⅱ
b.动、定模板合模到位后,锁在动模板上的动模型芯6也同步回到位。
c.此时可以合模定模侧面斜抽大滑块5。油缸4开始工作,推动大滑块前进,大滑块内的斜顶会先碰到动模型芯的侧壁,如图9所示。此时动模型芯侧壁会施加一个力,使定模侧面斜抽大滑块内斜顶11沿着斜槽回到位。
d.定模侧面斜抽大滑块回到位后,此时开模顺序控制器短剑到达行程设定点,插入拨块23内,拨块会水平滑动,拨块滑动后,开模顺序控制器长剑22脱扣,顺利通过拨块。
e.开模顺序控制器长剑22通过拨块后,扣机7会同步扣死,动、定模板完全合死。
f.动、定模板合死之后,继续合模,合流道板14。在合流道板的同时,斜楔15、17同步回到位,定模内滑块12同步回到位。
g.至此合模完成,进入下一成型周期。
8 结束语
该模具用于成型家用扫地机器人尘盒,该塑件对密封性及零配件配合度要求高,组装时不能出现裂缝,影响密封吸尘。为了保证定模斜顶的顺利合模,优化了合模顺序,与普通三板模的合模顺序不一样,将普通三板模合模顺序中的先合流道板,再合动、定模板,改为先合动、定模板,再合流道板。该模具结构较复杂,为今后的类似塑件模具设计提供参考。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03 07:39:14
橡塑技术与装备(2022年4期)2022-04-27 12:21:38
现代机械(2021年6期)2022-01-11 05:59:50
内燃机与配件(2020年22期)2020-09-10 05:53:45
机械工程师(2020年2期)2020-03-02 05:15:18
模具制造(2019年4期)2019-06-24 03:36:46
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
橡塑技术与装备(2018年10期)2018-05-18 18:16:48
中国塑料(2016年6期)2016-06-27 06:34:38
中国塑料(2016年9期)2016-06-13 03:19:00
