
汽轮机用法兰镦锻成形与模具设计
2022-05-27 02:17:00李波,何芬,谢彬,刘戈
模具工业 2022年5期
0 引 言
汽轮机是蒸汽热能转变为机械能的原动机,其结构包含各种类型的中小法兰,数量多且质量要求高。由于其在高温、高压条件下工作,法兰零件要求采用锻件,法兰的传统成形工艺一般采用自由锻,利用简易工装(如漏盘)人工锻造成形,锻造效率低、尺寸精度且成形质量难以保证。按当前产能需求,传统制造方式对生产周期影响较大,为此对其进行一模多件镦锻成形研究,以确保法兰高效、高质量生产。
1 镦锻成形原理
为验证一模多件镦锻成形及模具设计的可行性,采用镦锻技术制造法兰毛坯,工作原理如图1所示。利用模具将坯料中间杆部固定,然后在坯料两端施加一定作用力,两端部棒料在挤压力作用下充满型腔,一次成形2个法兰毛坯,法兰毛坯余量单面预留3 mm,棒料采用中频感应加热,加热时间短(1~2 min),氧化皮少,表面质量良好且生产效率高,材料性能易保证。

2 法兰毛坯设计
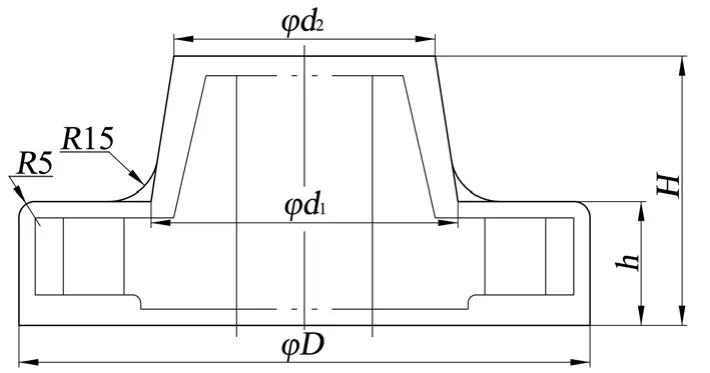
以汽轮机用典型法兰为例,在零件图上单面预留3 mm余量,如图2所示,同时考虑法兰镦锻时两端棒料高径比≤3,加大法兰底径处余量并进行圆整处理。
3 镦锻工艺设计
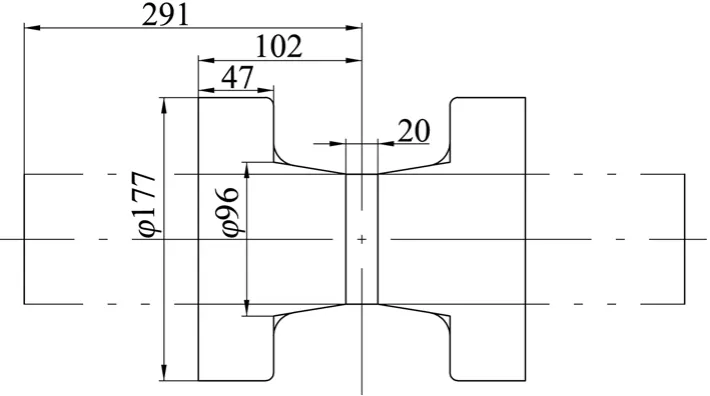
在整个镦锻过程中只有左、右两端金属参与塑性变形,中间杆部不发生变形,镦锻工艺设计时需根据两端变形部分(包括过渡圆角部分)坯料质量,按成形体积不变原则核算相应变形部分棒料长度,然后加上无需变形的棒料长度即为毛坯镦锻棒料总长度。图3所示为典型法兰毛坯镦锻工艺尺寸,根据毛坯预放热收缩量,采用1模2件对称布置,中间预留20 mm锯缝,以便于成形后从中间锯开。
4 镦锻模设计
模具结构采用水平分模方式,沿镦锻坯料最大轮廓分模,分型面上不设置飞边槽,模具也不设置脱模斜度。推料杆中心与镦锻压力机中心重合,接近坯料几何中心,上、下模之间采用定位销定位,模具型腔尺寸与坯料尺寸一致。
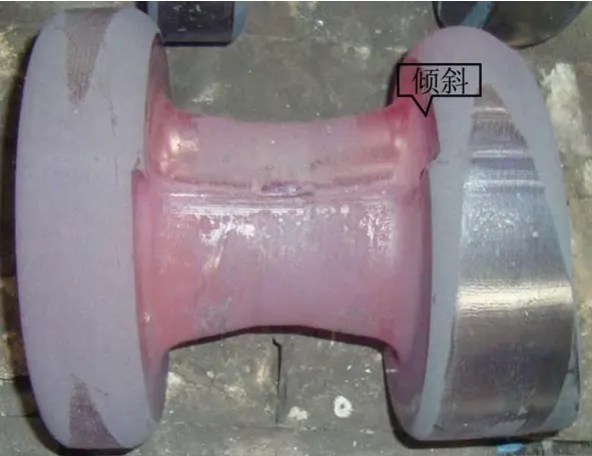
(2)试制结果及分析。根据上述参数进行法兰镦锻试制,镦锻法兰实物如图8所示,毛坯轴颈
部位光滑无折叠,但两端面存在明显倾斜,端面厚度不足,主要由于所选棒料规格相对偏小,毛坯两端受力镦挤时变形部分棒料高径比较大,棒料轴向变弯所致。
(1)工艺优化。为改善第一次试制产生的端面倾斜缺陷,对模具杆部直径进行优化,加大棒料杆部直径至
90 mm,缩短变形部分棒料长度,减小高径比到2.5以下,避免镦锻过程中棒料弯曲变形,改善成形端面倾斜的缺陷。
(3)交流输入,有备电:采取UPS+蓄电池的供电方式。这种方式能为信号源提供高质量的交流电,并在市电停电时保证信号源的工作,适合对网络质量要求比较高,同时信号源为交流输入的场景。
杰克和苏婷婷回到住处,苏婷婷说:杰克,你听我解释一下好吗?杰克摇摇头:N O,我不想听你解释。苏婷婷着急地:张阳只是请我喝咖啡,真的!杰克点点头:这我看见了,不用解释。苏婷婷又说:我和张阳什么都没谈,什么都没做。杰克转过身反问:那你还要解释什么?不是多此一举吗?苏婷婷舒了一口气:杰克,你相信我了。杰克抱起苏婷婷,热烈地:我相信你,爱是不需要解释的。苏婷婷抱住杰克:杰克,你比中国男人好,我爱你。



5 法兰镦锻试生产
5.1 首次试制
(1)参数设定。根据实际经验及现场圆钢余料,选择棒料规格
80 mm×575 mm进行试制,材料为0Cr17Ni12Mo2,始锻温度为1 150℃,终锻温度为850℃,镦锻机参数设置如表1所示,根据工艺设置左、右冲头及上模的起始位置及最终位置。

如此,她对秦川的想念,牵挂,体贴,服侍,取悦,爱,全都有了理由。她爱的不是秦川,而是男人。她需要的亦不是秦川,而是男人。恶毒的工厂让她的思想、情感以及行为变得极其简单——为服侍和取悦她的顾客而存在,便是她活着的全部意义。
5.2 优化试验
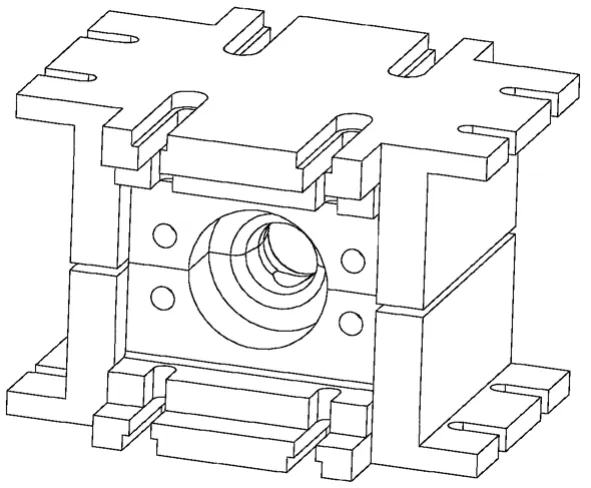
从模块化及制造成本考虑,采用分体式模具方案,即设计1套通用的模座(见图4)用于与设备紧固、定位,不同规格的法兰模具(见图5)嵌入到模座中(见图6),减小模具模块尺寸(整体模块截面尺寸600 mm×210 mm,分体模具模块截面尺寸:330 mm×170 mm),缩短了模具模块制造时间,降低了制造成本,且可实现法兰模具快速安装与拆卸,同时模座上端面低于上、下模分型面,避免模具合模时产生干涉,装配结构如图7所示。
数学运算是贯穿整个学业生涯乃至人一生的素养,在高考中强化对数学运算素养的考查,有利于进一步发展学生的运算求解、有效借助运算方法解决实际问题的能力.因为数学是一门非常严谨的学科,因此对数学运算的准确性要求非常高,不容许有任何的差错,在某种程度上,这也决定了对学生的要求,要求他们养成一丝不苟、严谨求实的科学精神,以及规范化思考问题的品质.
(2)优化试验结果及分析。镦锻参数设置与第一次试制一致,针对左、右冲头及上模的起始位置按工艺参数进行设置即可。优化试验镦锻法兰及分割后实物如图9所示,成形尺寸满足技术要求,表面质量良好,且法兰两端面无倾斜,法兰盘与中间杆部同轴度较好。

6 经济性分析
虽然镦锻模设计复杂、制造周期长,但法兰需求量大,批量化生产单件分摊成本较低,以典型法兰为例,采用自由锻与镦锻制造的数据对比如表2所示。从表2可以看出,采用镦锻工艺,该法兰每件可节约原材料14.9-25.6/2=2.1 kg,按目前生产量,每年可节约(原材料单价按30元/kg计算)56.7万元左右,此外,锻造时间及淬火次数都将减少,可缩短法兰制造时间及降低相应的能源费用。

7 结束语
通过对法兰一模多件镦锻成形研究,验证了法兰镦锻成形的可行性,并实现了批量化生产。通过实际生产试制,镦锻法兰零件满足工艺要求,表面质量光滑且无缺陷,节约了原材料及生产时间,提高了法兰制造效率。分体式的镦锻模结构可通用于汽轮机其他法兰、叶片结构的镦锻制坯,模块化结构通用性强,降低模具制造成本的同时可实现模具快速安装与拆卸。
[1]俞汉清.金属塑性成形原理[M].北京:机械工业出版社,1999:1-36.
[2]李永志,谢玉敏.冷镦挤复合的连接成形工艺分析及模具设计[J].模具工业,2005,31(12):39-42.
[3]田福祥.轴杆类零件卧式浮动镦锻模[J].模具工业,2004,30(8):40-43.
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
铝加工(2020年3期)2020-12-13 18:38:03
传感器与微系统(2019年9期)2019-09-11 02:25:10
制造技术与机床(2019年9期)2019-09-10 07:36:20
文化交流(2019年3期)2019-03-18 02:00:12
重型机械(2018年6期)2019-01-07 11:13:48
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
金属加工(热加工)(2015年21期)2015-11-30 03:27:15
