
破壁机搅拌刀片关键技术与试验研究
2022-05-26 03:51郭先炳
日用电器 2022年4期
张 健 郭先炳
(杭州九阳小家电有限公司 杭州 310018)
背景
破壁机通过电机带动搅拌刀片高速旋转,刀片的刃口与食材之间形成高能量碰撞,从而打破食材的细泡壁,让食材的营养得到充分的释放[1]。随着消费者对于营养健康的日益重视,破壁机得到了众多消费者的青睐,现在已经广泛应用于家庭厨房,成为了人们厨房家电不可或缺的一部分。衡量破壁机的两大比较重要的指标为:破碎性能和噪音[2,3]。转速下降会导致破壁机的粉碎率差,转速高会伴随着刺耳的噪音[4]。破壁机的噪音主要由三个部分组成:①电机扇热风叶噪音;②轴承摩擦噪音;③粉碎腔体内刀片高速旋转产生的打食材的噪音。本文提出了一种在刀片尖端增加类似于鲨鱼鳍的方案降低刀片尖端产生的噪音,该方案可以大幅度降低破壁机粉碎腔体内产生的噪音[5]。选取了我司常用的2款刀片,通过理论计算、仿真分析、实验验证等方式对鲨鱼鳍的尺寸参数进行优化,最终方案在不降低破壁机粉碎的情况下,降低整机噪音3~4 dB。
1 理论分析
选用我司破壁机常用的两款刀片进行分析,分别为的背面呈弧状的四叶刀和背面呈直线状的六叶刀进行分析。如图1所示,搅拌刀片为回转体,每叶刀片的形状相同,由于刀片尖端的线速度最大,所以刀片尖端对于破壁机的噪音,破碎率影响最大。刀片在高速旋转时,在刀尖上会产生涡流,称之为“刀尖涡”。刀尖涡是刀片高速旋转产生噪音的主要有原因。刀片尖端产生的涡流强度越大,粉碎腔体产生的噪音越大。
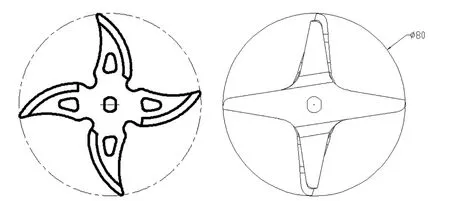
图1 刀片结构
如图2所示,本方案在刀片尖端增加了鲨鱼鳍刀尖,鲨鱼鳍刀尖的主要参数包括鲨鱼鳍刀尖的长度、刀尖倒角、刃口圆弧倒角。

图2 刀尖结构
如图3(a)所示,对刀片和加鲨鱼鳍刀尖刀片进行运动学分析。取刀片刀刃一点M进行运动学分析。设刀片上点M与回转中心距离为r,刀片转速为n,刀片上点M的线速度为:

图3 原刀片运动学分析

在理想状态下,假设刀片不转,水流相对于刀片上点M的速度为v,如图3(a) 所示,图中所示t、n分别表示刀片点M相对于刃口的切向和法向。进水速度为v相对于法向n的夹角为β,根据动量定理,水流撞击刀刃后以速度′沿如图所示方向运动,v′与法向夹角等于进水v与法向夹角。速度为v′的水流可以分解为两股水流,一股与进水方向相同速度为v″′,另一股与进水口方向垂直速度为v″。v′与进水垂直方向夹角为α,所以进水方向相同的水流:

进水方向相同的水流与其他水流叠加,最终形成一股加强水流,便于对食材的粉碎,称之为有益速度分量。
与进水口方向垂直的水流:

与进水口方向垂直的水流会与原水流相互干扰形成涡流,称之为涡流速度分量。刀尖长度为0 mm时,v′与进水夹角为α较小,所以有益速度分量较小,涡流速度分量较大。根据公式可知,距离刀片回转中心越远(半径r越大),涡流速度分量越大,由于刀片持续旋转,涡流相对于刀刃有一定的滞后,所以涡流主要分布在刀刃刃口背面。
如图3(a)所示,刀片上点M相对于水流的速度为v1,假设刀片不转,则进水速度为v1,相对于法向n的夹角为β1,水流撞击刀刃后以速度v1′沿如图所示方向运动。速度为v1′的水流可以分解为与进水方向相同速度为v1′,另一股与进水口方向垂直速度为v1″。进水方向相同的水流:

与进水口方向垂直的水流:

如图3(b)所示,六叶刀的刀尖上点M相对于水流的速度为v2,v1相对于法向n的夹角为β2,速度为v2′的水流分解为与进水方向相反的速度v2″′,另一股与进水口方向垂直速度为v2″。进水方向相反的水流:

与进水口方向垂直的水流:

v2′的水流分解为与进水方向相反的速度v2″′,该方向的水流与其他水流进行互相冲击,不仅会浪费能量,同时会导致强涡流的产生。由于六叶刀刀片水流的进水方向与刀片垂直方向的夹角β小于四叶刀刀片水流的进水方向与刀片垂直方向的夹角β2,所以六叶刀产生的涡流强度要强于四叶刀。由此可以得出六叶刀的刀尖涡较大,噪音高。
增加鲨鱼鳍刀尖时,v1′与进水垂直方向夹角为α1>α(α为刀尖长度为0 mm,v′与进水垂直方向夹角),所以有益速度分量 v1″′> v″′,涡流速度分量 v″< v1″。刀尖涡是刀片打水的主要噪音,通过理论分析可知增加鲨鱼鳍刀尖,刀片打水噪音小于原刀片,且粉碎率也能有所增加。
2 仿真分析
如图5所示,刀片高速旋转时涡流强度的最大值集中在叶片尖端。由于刀片的高速旋转,刀尖的涡流会存在一定的滞后性,所以刀尖涡流集中于刀片尖端刃口的背面(涡流云图中颜色由浅到深,表示涡流强度由弱到强)[6]。六叶刀的刀尖涡分布范围明显大于四叶刀,刀尖涡强度高值范围也大于四叶刀。
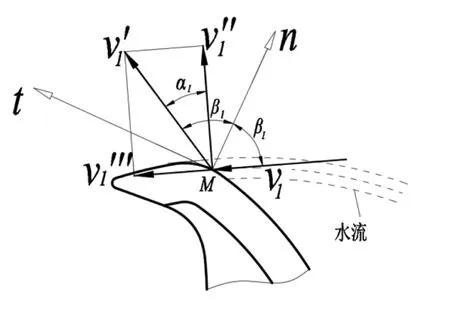
图4 增加鲨鱼鳍刀尖后刀片的运动学分析

图5 刀片涡流云图
观察图6可知有鲨鱼鳍刀片的刀尖涡明显减小。刀尖涡是刀片旋转时噪音产生的主要原因之一,通过仿真数据可知增加鲨鱼鳍刀尖后可以有效减少刀尖涡,从而降低刀片旋转产生的噪音[7,8]。
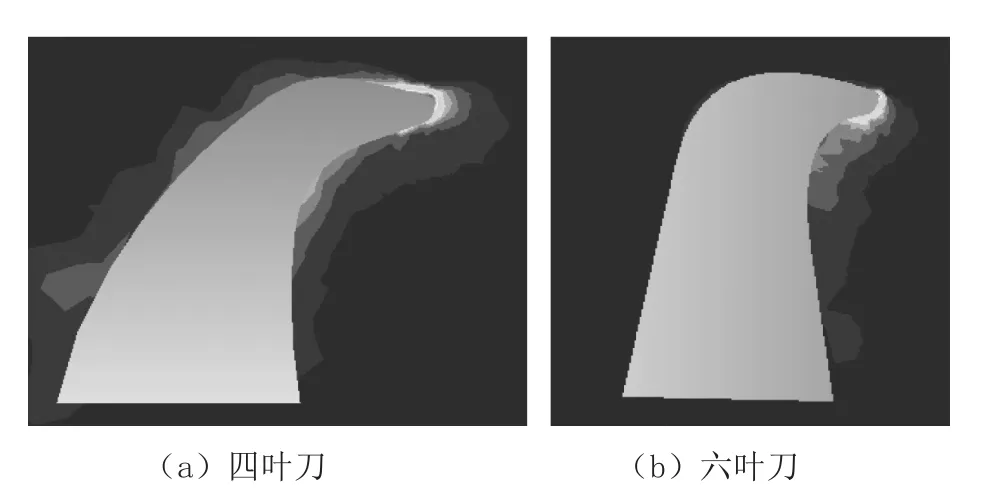
图6 刀片涡流强度仿真
设置刀片的转速为12 000 r/min。通过仿真分析了刀片的涡流强度。由图7可知,随着刃口圆弧倒角的增加刀尖涡的范围基本没有变化,但是刀尖涡的强度略有减小。刃口圆弧倒角为6.5 mm时刀尖涡的强度最小。
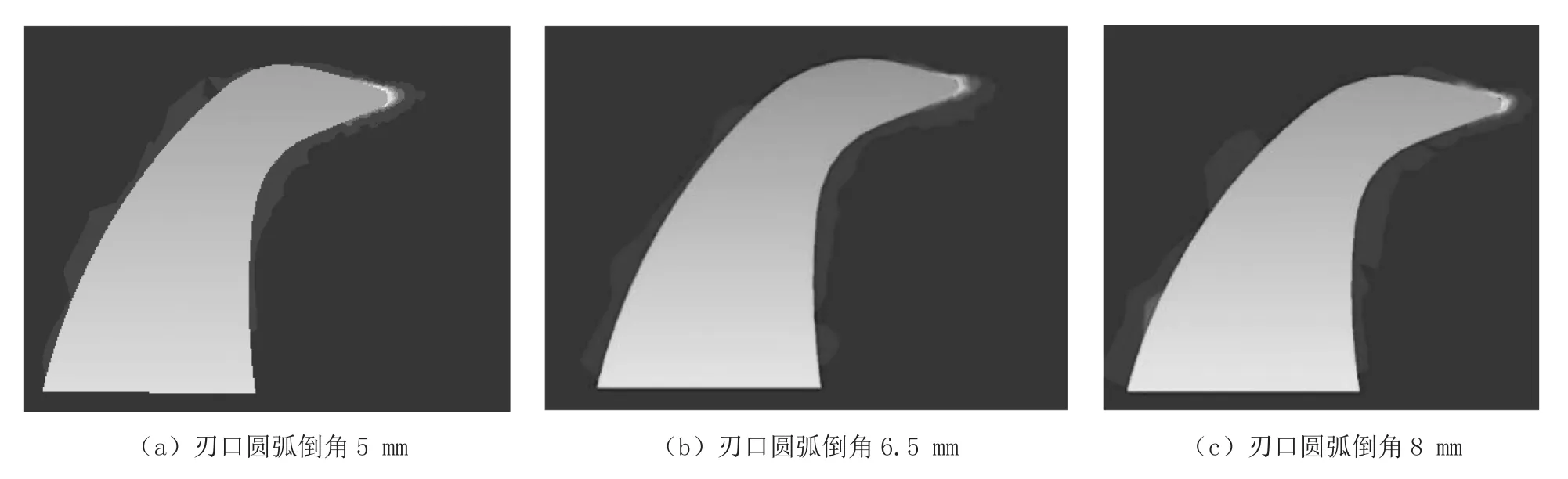
图7 不同刃口圆弧倒角情况下刀片的涡流云图
如图8所示,取鲨鱼鳍刀尖长度为6.5 mm,刀片转速为12 000 r/min。通过仿真分析可知随着刀片鲨鱼鳍刀尖越尖,涡流越集中,刀尖yu角为0.5 mm时,刀尖涡基本集中在鲨鱼鳍刀尖周围的小范围内。考虑刀片的制作成型工艺,小于0.5 mm的刀尖圆角,刀片的成型次品率,刀片卷刃,断刀等风险会提高。所以,选取刀尖圆角为0.5 mm作为最优参数。
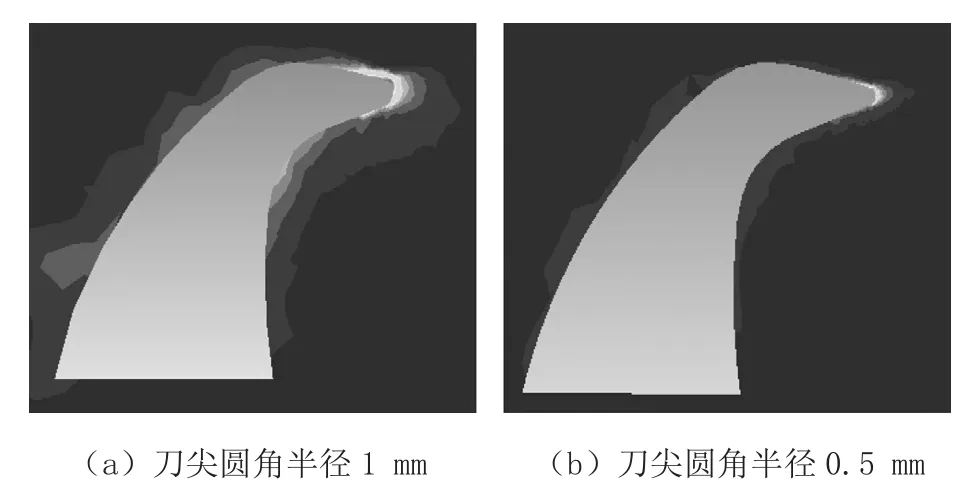
图8 不同刀尖圆角的涡流云图
3 试验研究
3.1 不同长度的鲨鱼鳍刀尖
现有破壁机刀片回转直径d=85 mm,以85 mm为中间值,上下各取两组(刀片回转直径为81 mm、83 mm、85 mm、87 mm、89 mm),针对回转直径的刀片通过实验求取鲨鱼鳍刀尖长度的最佳值。对不同回转直径的刀片进行了实验,以破壁机Y32为基础,做了打水噪音、打胡萝卜功率,打胡萝卜粉碎率等相关实验。如图9所示,原有刀片的打水噪音为83.2 dB(由于实际测噪音时,噪音仪显示为一个区域内的上下波动,波动范围在81.1~83.2之间,不便于用图表展示,所以图中噪音为噪音仪显示的最大值,以破壁机现在用的回转直径d=85 mm刀片为例,刀尖长度为6.5 mm时,破壁机的噪音的最大值为81.2 dB(噪音的波动范围为79.5~81.2)。刀片回转直径d=81 mm时,噪音随着刀尖长度的增加先减小后增加,当刀尖长度为3 mm时,噪音有最小值,为80.5 dB;刀片回转直径d=83 mm时,噪音随着刀尖长度的增加先减小后增加,当刀尖长度为6.5 mm时,噪音有最小值,为81 dB;刀片回转直径d=85 mm时,噪音随着刀尖长度的增加先减小后增加,当刀尖长度为6.5 mm时,噪音有最小值,为81.2 dB;刀片回转直径d=87 mm时,噪音随着刀尖长度的增加先减小后增加,当刀尖长度为6.5 mm时,噪音有最小值,为81.8 dB;刀片回转直径d=89 mm时,噪音随着刀尖长度的增加先减小后增加,当刀尖长度为9.5 mm时,噪音有最小值,为81.7 dB。刀片回转半径为83~87 mm,鲨鱼鳍刀尖长度为6.5 mm时噪音取得最低值。
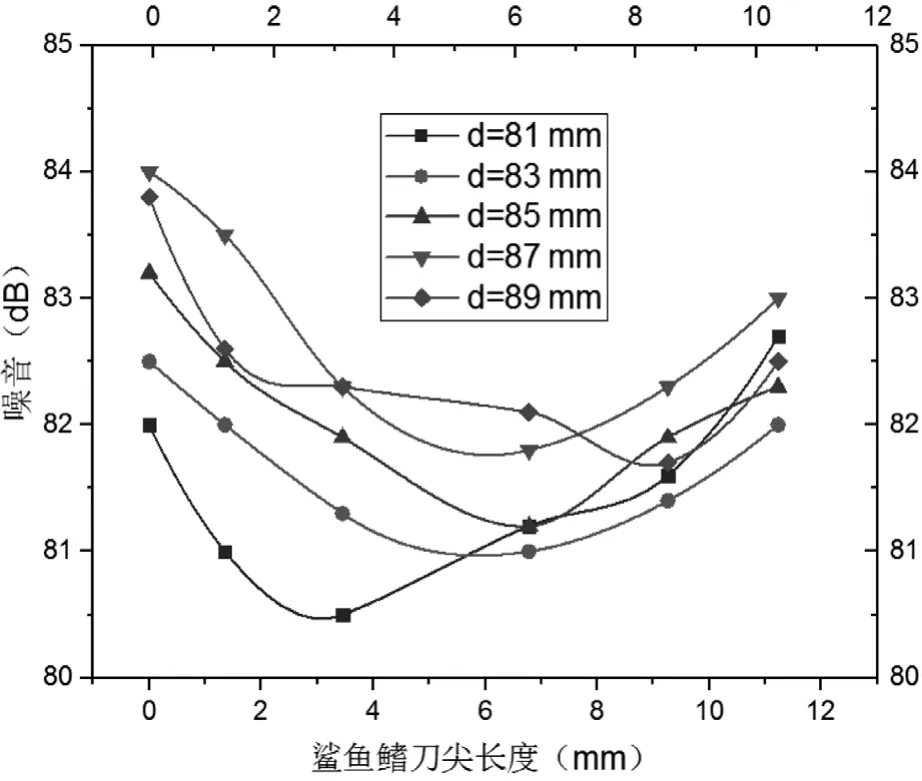
图9 实验求得的打水噪音
如图10所示,针对六叶刀不同的鲨鱼鳍长度进行了实验,六叶刀不增加鲨鱼鳍刀尖噪音为84 dB,相同的条件下六叶刀的噪音比四叶刀高0.8 dB。整机噪音随着鲨鱼鳍刀尖长度的增加先减小后增加,鲨鱼鳍刀尖长度为12 mm时,噪音有最低值为81 dB,与未加鲨鱼鳍刀尖的刀片相比,降噪3 dB。由此可知六叶刀片增加鲨鱼鳍刀尖比四叶刀片增加鲨鱼鳍刀尖降噪效果更加明显。
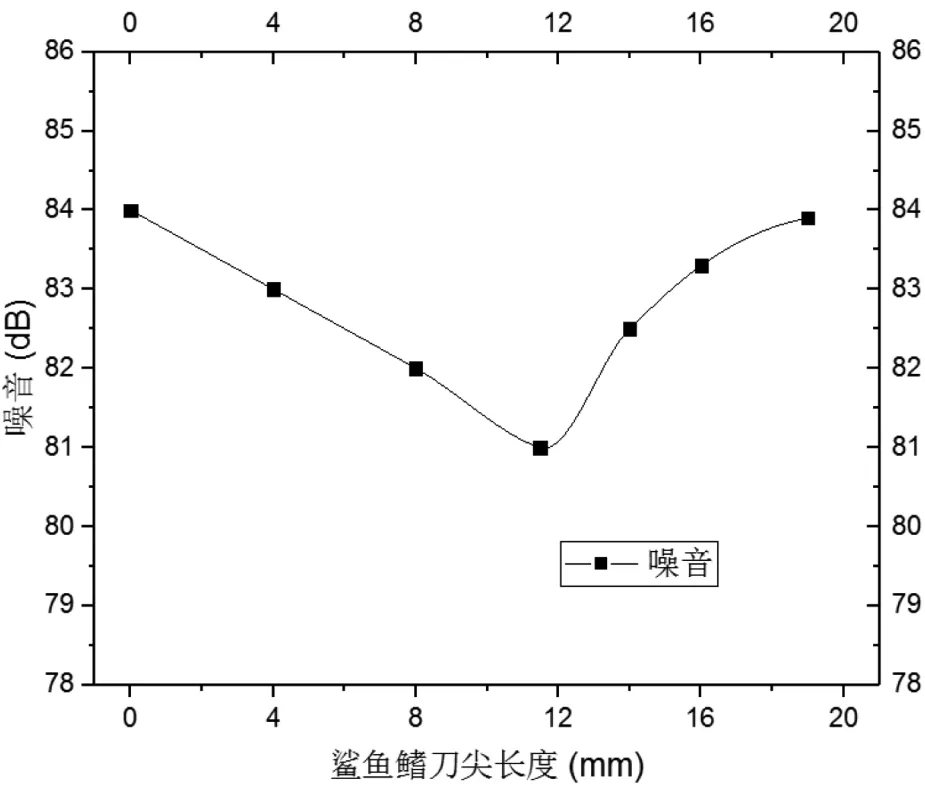
图10 六叶刀片不同鲨鱼鳍刀尖长度对噪音影响
选取刀片回转半径d=85 mm,进行破碎性能和功率实验,观察图11可知,随着刀尖长度的增加,整机的功率没有明显变化;随着刀尖长度的增加,对胡萝卜的破碎率最大为92.3 %,主要是刀尖增加鲨鱼鳍后,水流的速度沿有益方向的分量较大,有助于粉碎,同时涡流分量较小,所以噪音降低。

图11 实验求得打满杯胡萝卜功率和破碎率
综上,带鲨鱼鳍刀尖的刀片能够减小刀尖涡,从而降低噪音,功率基本可以保持稳定,破碎率提高1 %。当刀尖长度为6.5 mm时,降噪效果最理想。
3.2 不同刀尖圆角半径
现有破壁机刀尖圆角半径为R1,以R1为中间值,上下各取两组(刀尖倒角半径为R1.5、R1.25、R1、R0.75、R0.5),针对不同圆角半径的刀片进行了实验,以破壁机Y32为基础,做了打水噪音实验,实验结果如图12所示。根据实验结果可知鲨鱼鳍刀尖圆角越尖越好,鲨鱼鳍刀尖圆角为0.2 mm时,对比现有Y32机型可以降噪4~5 dB左右,但是刀尖圆角太小会对刀片的使用寿命有一定影响。考虑刀片的加工和使用寿命,圆角一般取0.5-1 mm为最佳。针对破壁机四叶刀片的最佳数据为鲨鱼鳍刀尖长度为6.5 mm,刀尖圆角半径为0.5 mm。也可以根据实际的加工能力,权衡刀片的使用寿命后选择圆角半径更加小的刀片。
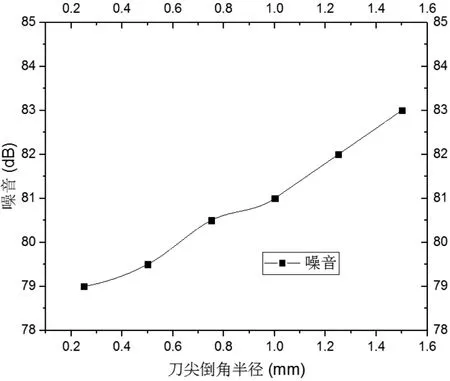
图12 不同刀尖倒角半径打水噪音
3.3 不同刃口圆弧
针对不同刃口圆弧半径的刀片进行噪音测试,实验结果如图13所示。由图可知,刃口圆弧对噪音的影响较小。
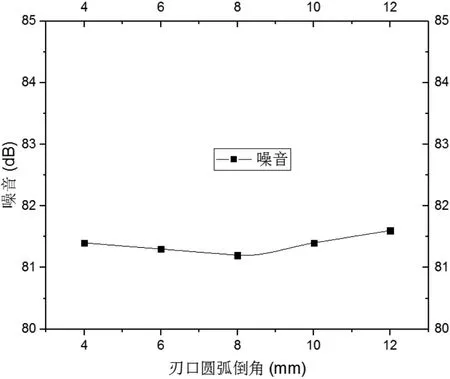
图13 不同刃口圆弧对噪音的影响
如图14所示,设定刀片回转半径d=85 mm,鲨鱼鳍刀尖长度为6.5 mm,刀尖倒角为0.5 mm,刃口圆弧倒角为8 mm。 由于过渡曲线不是一个规则的圆弧,所以取过渡将过渡曲线近似等效为多段圆弧(各段圆弧半径分比为R1’、 R2’、 R3’、 R4’…)过渡曲线的平均曲率半径:

图14 鲨鱼鳍刀尖宽度

刃口圆弧固定,过渡曲线的平均曲率半径越大,导致的鲨鱼鳍刀尖宽度越小。鲨鱼鳍刀尖宽度直接影响到刀片的强度,所以在设计过渡曲线的平均曲率半径时,必须合理设置过渡曲线与刃口圆弧之间的关系。
针对不同过渡曲线平均曲率半径的刀片进行噪音测试,实验结果如图15所示。由图可知,过渡曲线曲率半径越大,噪音越低。当过渡曲线平均曲率半径为2倍的刀尖宽度,降噪效果最佳。
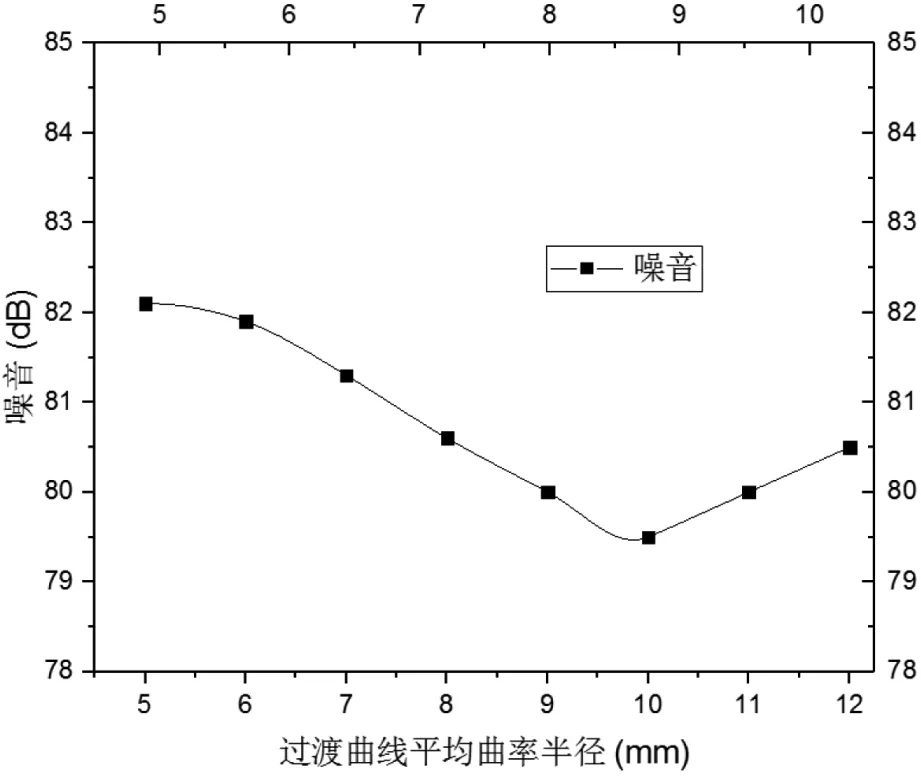
图15 不同过渡曲线曲率平均曲率半径对噪音影响
4 结论
1)由于刀片尖端的线速度最大,所以刀片尖端对于破壁机的噪音,破碎率影响最大。刀尖的进水口方向垂直的水流会与原水流相互干扰形成涡流。刀尖涡是产生噪音,影响破壁机破碎率的关键因素;
2)破壁机刀片产生的涡流集中于刀尖部分,由于刀片的高速旋转,刀尖涡流会存在一定的滞后性,分布在刀尖背面。增加鲨鱼鳍刀尖后刀片的涡流明显减少。刀尖圆角越小,刀尖涡流越小。刀尖圆弧对于刀尖涡影响较小;
3)在刀片上增加鲨鱼鳍刀尖可以降低噪音,提高破碎率。在破壁机圆弧四叶刀上增加6.5 mm长度的鲨鱼鳍降噪效果最好,可降噪2 dB,粉碎可以增加1 %,鲨鱼鳍长度过长会导致整机负载加大,噪音增加。在破壁机直六叶刀上增加12 mm长度的鲨鱼鳍降噪效果最好,可降噪3 dB。
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
蜜蜂杂志(2022年1期)2022-03-24
建材发展导向(2022年4期)2022-03-16
小哥白尼(野生动物)(2021年5期)2021-08-30
食品与健康(2020年1期)2020-04-02
学苑创造·B版(2019年4期)2019-05-09
恋爱婚姻家庭·青春(2019年1期)2019-01-25
知识文库(2018年7期)2018-05-14
职业·中旬(2009年6期)2009-07-21
