
杨木基材表面UV喷墨色彩还原研究
2022-05-24 03:21:26杨舒琪范振宪桑瑞娟
林业工程学报 2022年3期
杨舒琪,范振宪,桑瑞娟
(南京林业大学家居与工业设计学院,南京 210037)
传统家居与木制品生产在新一代的信息化、数字化技术驱动下产品样式与生产形式也都发生了根本性的变化[1-2]。当前,UV(ultraviolet)数码喷墨技术在家具及木制品行业的应用[3-6],拓展了室内外木制产品表面装饰的新内涵[6-7],同时对技术的具体实施也提出了专业的要求。UV喷墨打印作为板材表面的数字装饰技术,重要的评价指标之一是打印色彩的还原性。
在UV喷墨打印工作流程中,色彩的输出及表现能力会受到各种设备固有属性的影响,比如计算机、扫描仪、显示器、打印机等,不同设备对其颜色的输出及表现能力也会有所差异。图像在设备间的相互传输中,难以保证图像色彩的一致性、准确性和预见性。在喷墨打印木制品表面装饰中,基材具有多样性及表面涂饰工艺的差异性[8-12],在同一打印设备、系统、油墨等硬件条件下,同一装饰图像在各种承印板材上存在不同的色彩偏差[13],会影响色彩的一致性及打印输出的装饰效果。目前针对打印机色彩特性化技术有CIE色度学、ICC色彩管理、常见彩色打印机特性化方法(模型法、多项回归法、多维查找表法)[14]及色域提取[15]与白点匹配方法[16]。而在现代化印制系统中有专业的色彩管理系统,色彩管理系统可以大大提高企业在印刷生产中的生产效率,同时减少设备输出色彩的出错率。ICC(international color consortium)色彩管理是色彩描述文件的一种标准格式,以一个既定的色彩标准来定义不同设备或不同色彩空间中进行匹配所必须要求的色彩数据的标准格式。通过跨平台、跨系统地修正在不同的设备和软件中对相同色彩输出的差异,依靠曲线作为色彩补偿,将打印机、墨水都调至理想状况,来解决各种图像输入、输出产品间色彩管理兼容问题,经过ICC色彩曲线校准后,减少色彩转换时可能产生的色差或失真[17-18]。
因此,本研究主要针对UV数码喷墨因基材承印面的不同底涂工艺处理特点引起的色彩偏差问题,基于ICC色彩管理系统,选用杨木多层板为承印基材,测试杨木原色、表面底涂工艺对于色彩打印的偏色影响,通过ICC色彩管理曲线制作实验,校正杨木基材表面颜色、底漆对打印输出的偏差,优化杨木基材表面的打印方法以减少承印面的冗余色彩,提高打印色彩的还原性、保真性,促进UV喷墨打印技术高效、高质地应用于家具、地板等木制品装饰领域。
1 材料与方法
1.1 实验材料与设备
1)实验基材:底材为三层白杨木胶合板(尺寸为45 cm×30 cm×0.7 cm),承印表面进行底漆工艺处理(涂料及工艺,由江苏海田技术有限公司提供)。打印基材按底漆处理方式分为白底漆杨木板、清漆底漆杨木板、无底漆杨木板。白色底漆底涂工艺如表1所示,清漆底漆底涂工艺如表2所示。
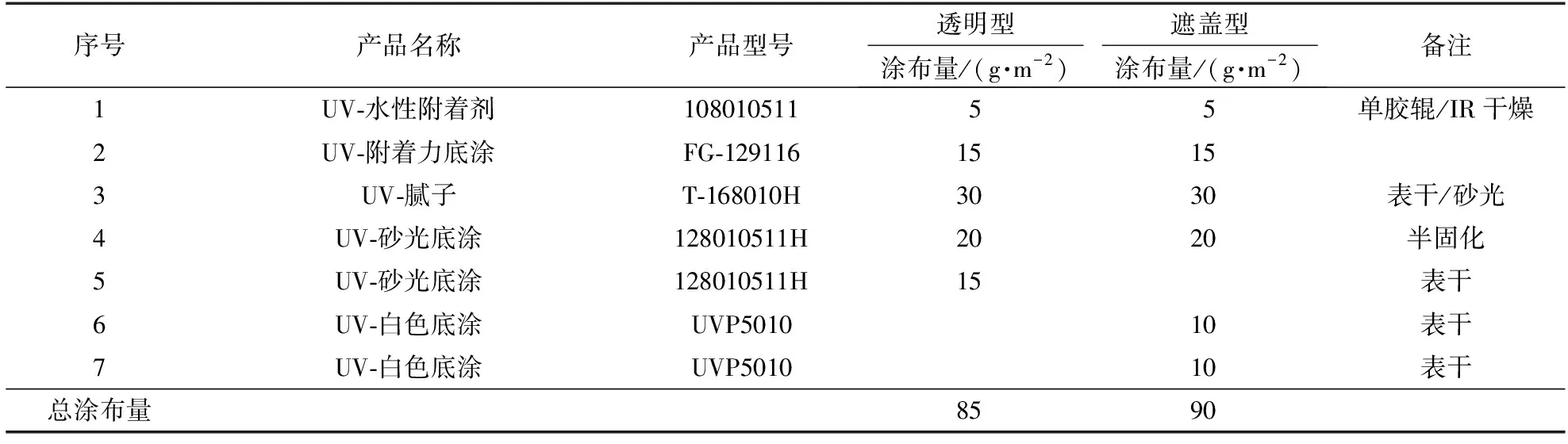
表1 白底漆底涂工艺Table 1 White primer coating process
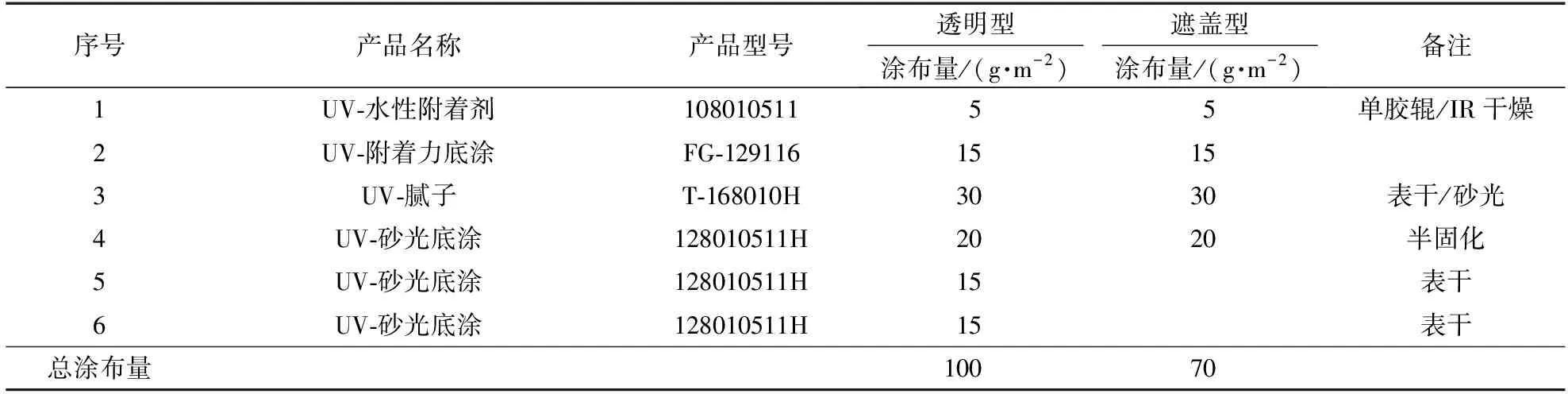
表2 清漆底涂工艺Table 2 Varnish bottom coating process
2)打印设备:平板喷墨打印机(XENONS MODEL E316 UV),UV油墨5色CMYKW(XENONS YL-UV-I3200U1-1)。
3)测量仪器及软件:校色仪(i1 pro2),爱色丽软件(i1Profiler 1.6.7),图像输出处理软件(Rip Maintop RIP-V6.x)。
4)操作系统:Windows 10。
1.2 实验标版
标版1:线性化测试图片,由CMYK 0-100单墨色和基本灰阶的120个色块组成,如图1a所示。标版2:ICC曲线制作测试图,由924个CMYK彩度和灰度色块组成,如图1b所示。标版3:色彩评测图,包含人像、风景、灰阶、CMYK色彩过渡图等,如图1c所示。
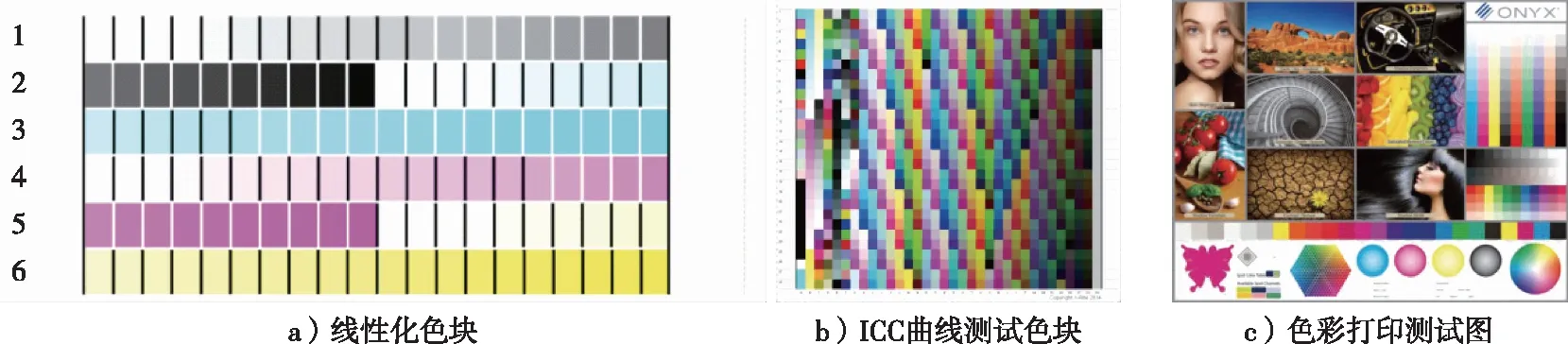
图1 标版测试图 Fig. 1 Plate test image
1.3 实验方法
1.3.1 方案设置
方案设置按起始基材的底涂工艺分为3组:组一,基材为杨木胶合板上白色底漆处理,无白墨铺底打印实验标版;组二,基材为杨木胶合板透明底漆处理,以200%白墨铺底打印实验标版;组三,基材杨木胶合板无底涂工艺处理,砂纸打磨后以200%白墨铺底打印实验标版(表3)。试验设置基于白底的统一条件,比较不同工艺的白色对打印色彩差异的影响,而木材表面纹理会造成油墨渗透,底漆工艺对木材起到封底作用,以验证底涂工艺是否可以改善基材的承印面,从而提高打印质量。

表3 3组实验方案Table 3 Three groups of test schemes
将组一基材编号为1#,组二基材编号为2#,组三基材编号为3#。设置平板喷墨打印机的打印机精度为VT 720×1 800 dpi,校准设备,打印机输出标版图片。制作线性化标板样本:分别在1#、2#、3# 基材上打印标板1图片,对输出的打印样板分别编号为1#B1、2#B1、3#B1;对3组打印标版1的样板进行线性化测试,在修正线性化的基础上,制作生成ICC曲线的打印样本:分别在1#、2#、3#基材上打印标板2图片,输出的打印样板编号为1#B2、2#B2、3#B2。基于3组打印的标版2样本生成相对应于3组基材的ICC色彩管理曲线,打印色彩评价测试图:分别在1#、2#、3#基材上打印标版3,对1#B3、2#B3、3#B3样板进行色彩比较、评价、分析。
1.3.2 实验过程
1)生成线性化。
在1#、2#、3#基材上打印线性化测试图片(标版1),将校色仪的测量模式设置为单扫描,使用校色仪的读取装置分别扫描1#B1、2#B1、3#B1样板上的打印标版色块。通过设备和软件的配合,将扫描的标板1打印色块的色彩信息,转换生成CMYK四色线性化数据,以曲线的形式在软件中显示。经过校色仪两次扫描,软件作出相应的内部修正以形成最终线性化数据。
2)生成ICC曲线。
在线性化修正基础之上保持打印机基础设置,在1#、2#、3#基材上打印输出标板2,使用校色仪的读取装置分别扫描1#B2、2#B2、3#B2样板上的打印标版色块,测量模式设置为双扫描。使用校色仪扫描打印的标版2色块的色彩信息,获取分色数据,计算机内部生成最终的ICC曲线。
3)打印色彩测试图。
通过3组实验样板的线性化校准,根据计算机内置算法分别生成匹配3组基材的3个ICC色彩曲线。基于相对应承印面的ICC曲线,分别在1#、2#、3# 3组基材上打印标版3,获得用于色彩评价的3组样本1#B3、2#B3、3#B3。
1.3.3 评价方法
评价方法采用客观评价与主观评价相结合的方式。在色彩管理曲线制作中,通过实验的线性化曲线图进行判别,将色彩转化为客观、定量化、理性的可视化数据,由数据曲线图判断评价色彩的偏差情况。在对1#B3、2#B3、3#B3 3组样本色彩评测中,则是通过肉眼观察,将打印的人像、风景、色块等图片与显示器图片色彩的明度、彩度、色相、色调等方面进行对比,对打印质量和色彩进行主观经验性评定。
2 结果与分析
2.1 不同底涂工艺的线性化变化
在打印样本1#B1、2#B1、3#B1上对打印标版1色块进行两次线性化扫描,打印机图像输出处理软件对扫描的点进行内置算法生成数据曲线,在坐标系中呈现接近45°的状态,如图2所示。图2中45°虚线表示理想的目标线性曲线,实线曲线表示当前实际线性曲线,虚线和实线越趋于重合则说明线性化程度越高,色彩线性过渡越好。
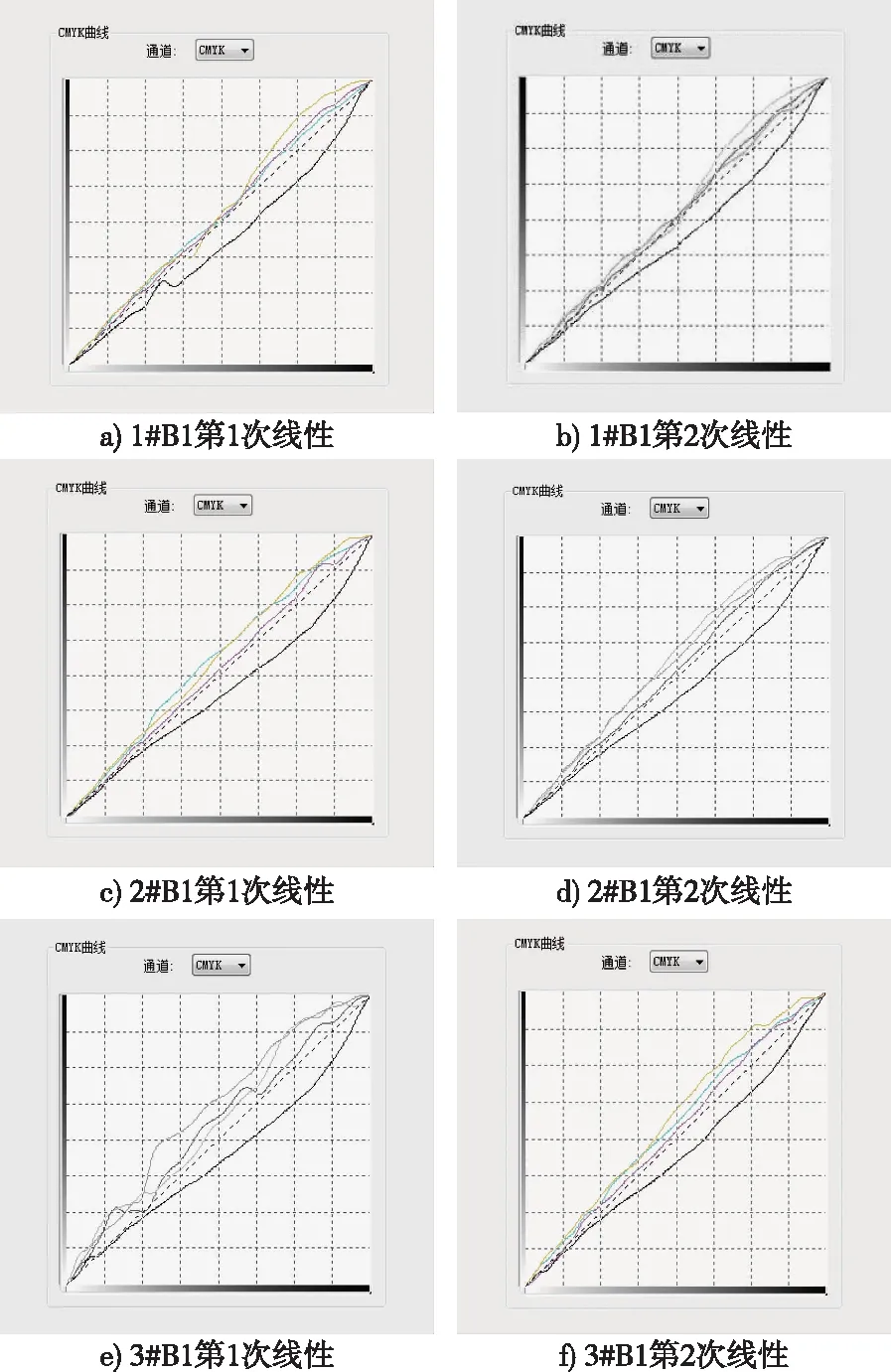
图2 3组线性化数据曲线图Fig. 2 Linearized data curves of three groups
从图2中的线性化曲线可知:白底漆处理(1#B1)的杨木基板在线性化测试中,CMY(青色、洋红色、黄色)曲线明显更贴合于45°的理想状态,K(黑色)曲线波动减小且呈低抛状,剔除密度波动小的颜色范围,打印色块的喷墨范围在0~100%可以进行平均分配。清漆杨木基板(2#B1)和无底杨木基板(3#B1)上CMYK曲线波动减小,曲线趋于顺滑,CMY曲线呈高抛状,K曲线呈低抛状。
打印机和原色墨水在线性化之前都存在非线性化,这会导致原色墨水的叠印和色彩的不准确性[19]。线性化是根据当前设备(喷头、板卡控制系统、墨水)和基材类型给打印机设备做出最基础的色彩校正使其输出正确的网点和连续(线性)色调,使打印出来的色彩能够覆盖到目标色域,基本的校准和稳定性线性化可以确定色彩表现的范围,最后管理最佳色彩匹配。线性化曲线是ICC色彩管理曲线的关键一步,通过检查四色单通道的0~100%整个过程中阶调层次是否正确还原,其可以体现出墨水在当前材料上的适用性,优化墨水在当前材料上的打印色彩表现。在测试线性化的过程中会受到承印面局部差异、光线变化、扫描手速等影响,实验分析得出在测试基本条件一致的情况下两次操作即可。
因此,比较3组打印样板的两次线性化结果,白底漆杨木基板(1#B1)的线性化数据最贴合理想状态,线性优化得最佳,说明在打印输出时,杨木基材面经过白底漆处理后,四色单通道的输出阶层最适于杨木基材的输出方案,且色彩的还原度相对较好,偏差较小。组一的白色底漆与组二、组三中的白墨铺底处理,实际都是覆盖杨木底色,可以有效修复基材的偏色影响,但是白色底漆的遮盖和显色效果更好,有助于获得更准确、更优质的打印着色效果。
2.2 底涂工艺对于基材表面色彩分析
在线性化校正的基础上,通过校色仪将标版2打印色块的色彩输入软件中,与计算机中的原色色块进行比对反馈,两者的色彩之间产生的差值就是ICC曲线文件,经过ICC色彩曲线校准后,能够减少各因素造成的色彩密度及色域等偏色问题,提升打印机的色彩准确度,以更接近原稿。因此,利用打印标版1、标版2测试后制作相匹配1#、2#、3#基材的ICC色彩管理曲线,分别打印3组图像色彩测试样本1#B3、2#B3、3#B3。将打印标版图像色彩与显示器样图色彩进行对比,评价是不是“所见即所得”,即把主观评价因素加以客观解释,使其准确化、科学化、可视化。
经过ICC色彩管理曲线校正,比较3组基材面上打印的图像色彩评测图(标版3),人像细节、色彩细节仍存在较为明显的差异,如图3、图4所示(所有图片均在同一环境和角度下拍摄):白底漆杨木板上打印的测试图与原图相比基本无色差,色阶层次明确清晰,灰阶层次过渡自然,色彩纯度还原度高,色相明确纯净;清漆杨木板上打印的测试图与原图存在一定差别,色彩的整体饱和度偏高,色调偏红,色彩明度高;无底漆杨木板上打印的色彩测试图整体色彩稍有曝光,色调偏黄,色彩饱和度、明度、彩度偏低。

图3 人像色彩细节对比Fig. 3 Image color details comparison

图4 3种方案品红色彩对比Fig. 4 Magenta color comparison of three groups
在不同底涂工艺基材上的打印图像和色块的色彩偏差,从色彩的渐变线性变化中也可以体现。如图5所示,CMYK四色的渐变色过渡差异明显。标准印刷色彩的CMYK色圈过渡值是由色圈中心0到色圈外围100的数值均匀过渡,如:青色过渡值0~100,品红色过渡值0~100,黄色过渡值0~100,黑色过渡值为0~100。
将图5中打印的标版CMYK渐变色,用图像软件进行色值分析,结果如表4所示。白底漆杨木板CMYK过渡值除K值外色值区间为20~95;清漆底漆杨木板除K值外色值区间为30~95,其中CY色值偏差较大;无底漆杨木板除K值外色值区间为30~90,其中CY色值偏差较大。而标准渐变色阶过渡值越大越平滑,其色彩丰满度和精细度越高,因此,从3组色彩过渡值来看打印效果,白底漆要优于清漆底漆优于无底漆,白底漆杨木板上的打印色彩过渡值最接近原图。

图5 CMYK色彩细节对比Fig. 5 Comparisons of CMYK color details
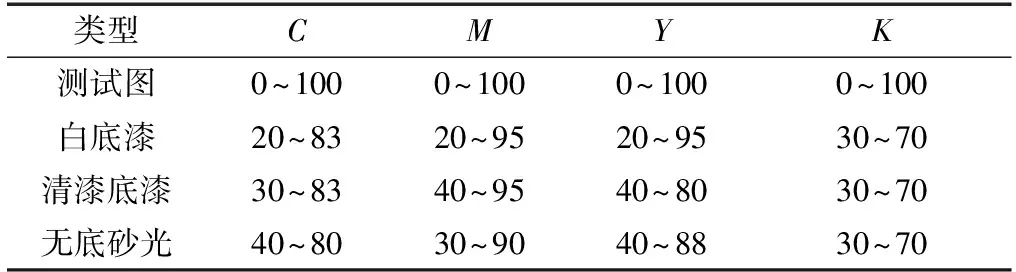
表4 CMYK四色渐变过渡值Table 4 CMYK gradient transition values
尽管在3组基材上打印色彩测试图片时,已经加载了匹配的承印面的ICC色彩管理曲线,以减少与原图的色彩偏差,但是各个承印面与油墨结合的物理性能的差异性,如吸墨、渗透、扩散、固化等特点对色彩表现力还是存在无法消除的偏色影响。但是,木材表面的部分缺陷像钝碴、木毛刷、裂纹等天然缺陷及加工过程中带来的缺陷,可以通过清漆及白底漆底涂工艺来改善打印基材的承印面,提高打印质量。木质基材因存在天然色彩、纹理的不确定性,通过白底漆底涂工艺处理可以消除木材面的色彩差异,保证材料承印面的平整度,从而统一承印面的显色性,使用相匹配的色彩管理曲线以保证在工业生产中标准化的色彩输出。
3 结 论
在不同杨木基材底涂工艺表面进行UV喷墨打印标版的线性化校正、色彩管理曲线的制作及色彩评测实验的结论如下:
1)白色底漆和UV白墨铺底对于杨木基材的偏色都有很大的改善,可以通过这种方式避免承印材料造成的偏色影响,提高色彩的还原度。
2)在杨木基材表面进行白色底漆处理相比打印白色油墨铺底,辊涂的白色底漆对UV喷墨打印色彩的再现效果更好。
3)清漆和白色底漆处理会在一定程度上改善木质基材表面细微的瑕疵和缺陷,提高承印面的打印色彩平整度,保证墨水颗粒的均匀覆盖,显色更丰满细腻。
4)制作与基材承印面相匹配的ICC色彩管理曲线,能够减小打印色彩在特定基材面上的色彩偏差,校正打印色彩的线型化,使得打印色彩在基材面上的色彩输出渐变阶梯平滑,色彩过渡柔和,色彩表现更接近输入原图的色彩效果。
猜你喜欢
发明与创新·小学生(2023年8期)2023-06-22 09:53:50
关东学刊(2022年3期)2022-10-14 11:48:52
中等数学(2020年2期)2020-08-24 07:58:46
通信技术(2019年12期)2019-12-11 02:23:54
测控技术(2018年9期)2018-11-25 07:44:24
江河文学(2018年4期)2018-11-12 21:01:51
湖南林业科技(2017年1期)2017-02-06 05:29:05
北京航空航天大学学报(2016年7期)2016-11-16 01:50:55
光学精密工程(2016年3期)2016-11-07 09:03:32
陶瓷科学与艺术(2016年1期)2016-02-28 16:33:11
