
智能化车轴传输线的研制
2022-05-20 09:00孟凡义
轨道交通装备与技术 2022年2期
孟凡义
(中车齐齐哈尔车辆有限公司 黑龙江 齐齐哈尔 161002 )
为满足铁路货车新制车轴生产线的传输需求,中车齐齐哈尔车辆有限公司研发了智能化车轴传输线(见图1)。智能化车轴传输线是按照车轴粗、精加工工艺要求,应用光、机、电、液一体化先进技术进行车轴传输的创新设计。合理的工艺方案布局和巧妙的创新结构,使传输线呈现出种类多样化发展趋势,机械手高精度、控制系统的高可靠性和智能信息化大数据系统的应用,是其达到智能化的重要标志。

图1 智能化车轴传输线
1 车轴传输线的技术要求
(1)适用类型:适应铁路货车RF2型、RD2型、RE2A型和RE2B型车轴传输的要求。
(2)传输路径:满足在地面下、地面上和车轴机械手传输路径要求。
(3)传输精度:满足传输精度,即加工机床上、下料精度为0.2 mm的要求。
(4)智能传输:满足根据各加工机床的工作状态,进行自动上料和下料的要求。
2 车轴传输线的传输模式设计
应用半光车轴上轴料架,完成车轴排序;应用地下输送小车,完成车轴由粗加工区到精加工区的转运;应用多轴料架完成存储车轴和车轴对中定位;应用机械手完成车轴在料架与加工机床的传输。
2.1 半光车轴传输
半光车轴传输用于对粗加工后的一批车轴排序后,逐一进行传输。如图2所示,半光车轴上轴料装置由料架、摆轴机构、风缸停位机构、油缸送轴机构、一次对中和二次对中组成。工作原理是摆轴机构在一次对中后释放单个车轴;车轴利用斜坡轨道,靠自重传输;车轴滚动到油缸送轴机构的原始位时,由风缸停位机构上升使车轴固定;车轴二次对中后,风缸停位机构下降,油缸送轴机构前进,将车轴送至固定位。其优点是利用滚动方式传输车轴,节省了传输线的动能。
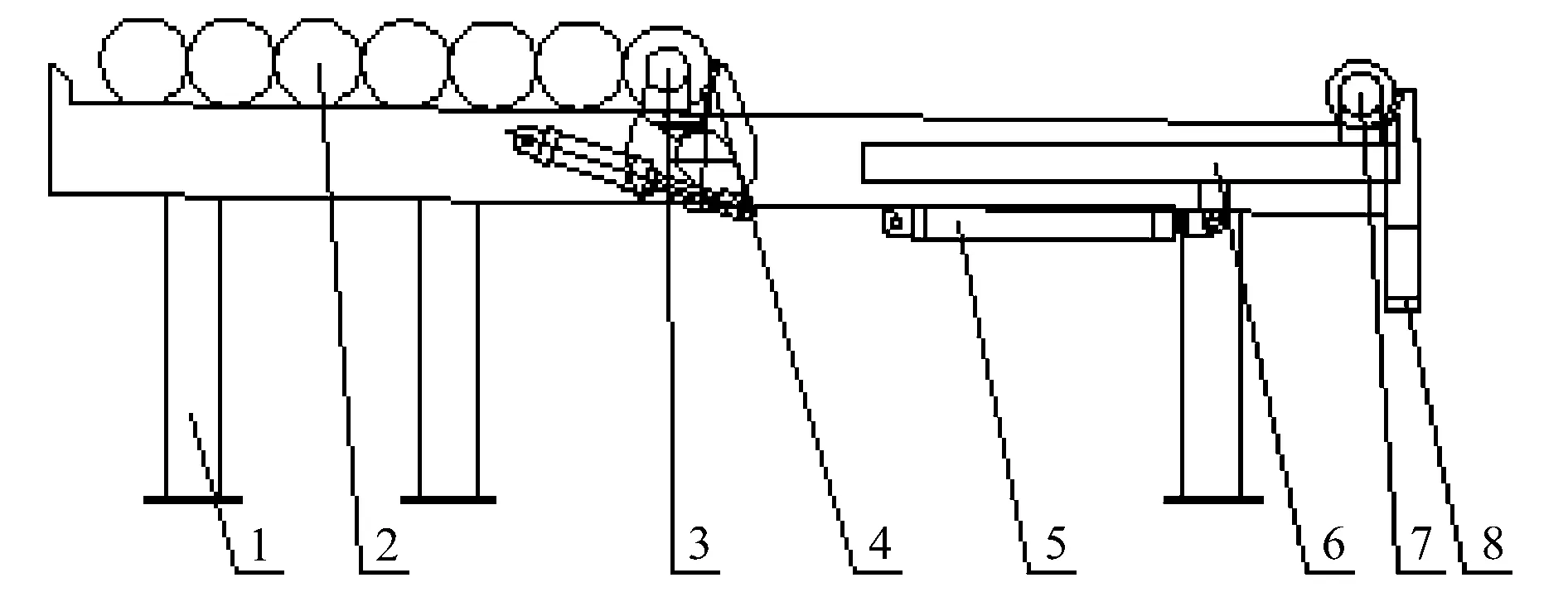
1—料架;2—车轴;3—一次对中;4—摆轴机构;5—油缸送轴机构;6—直线导轨;7—二次对中;8—风缸停位机构。图2 半光车轴上轴料装置
2.2 地面下车轴传输
传输线与安全道交叉时,可选择高空传输或地下传输,高空传输会影响天车的工作,一般选择地下传输。地下车轴输送小车由铰接架、油缸、运行减速机、液压站和小车组成(见图3)。工作原理是车轴在铰接架上,油缸驱动铰接架升降,运行减速机驱动小车运动。其优点是利用地下车轴输送小车传输车轴,保障了地面上车辆行人的安全。

1—小车;2—液压站;3—铰接架;4—油缸;5—车轴;6—运行减速机。图3 地面下车轴输送小车
2.3 地面上车轴传输
车轴加工工序之间,存在地上车轴传输,其具有存储和传输功能。如图4所示,地上车轴传输装置由链轮、链条、支架、减速机、对中机构和升降机构组成。工作原理是机械手将车轴放在链条的V型尼龙块上;减速机驱动链轮转动,链轮驱动链条直线运动;升降机构将车轴托起;对中机构将车轴对中。其优点是利用对中机构和升降机构,将传输线上的车轴固定在唯一位置,实现车轴的低精度传输和高精度定位功能,为机械手下一步的抓取提供准确位置。

1—对中机构;2—支架;3—链条;4—链轮;5—升降机构; 6—车轴;7—减速机。图4 地上车轴传输装置
2.4 机械手的车轴传输
采用机械手进行加工机床的车轴上下料,空间布局是机械手跨越加工机床。车轴机械手具有X向、Y向、Z向运动功能,转动角度功能和夹轴功能,运动过程中可以加速和减速,如图5所示。工作原理是直线运动以伺服电机为动力,以高精度齿轮与齿条为传动;旋转运动以伺服电机为动力,以高精度齿轮为传动;应用弹簧阻尼式重载缓冲器,实现机械手抓、落车轴的缓冲功能,其主要技术参数如下:机械手额定载荷,800 kg;升降速度,24 m/min;走行速度,0~60 m/min;旋转速度,5 r/min;旋转角度,±180°;夹紧/松开时间,3 s;升降/走行定位精度,±0.2 mm。

图5 车轴机械手
3 创新设计中的关键点
3.1 机械手
当机械手中心与车轴中心不重合时,抓取瞬间产生偏力,引起机械手变形后,其精度降低。创新点是2个抓爪与轴接触处有感应信号,同时感应时满足抓取条件;用1个电机驱动抓爪的闭合,靠丝杆丝母的机械自锁,保证抓爪能抓紧车轴。
3.2 机械臂
机械臂负责车轴的Z向运动,采用齿轮与齿条机构传动,若齿轮发生疲劳断裂,会引起失控,发生车轴砸向机床事故。创新点是机械臂上并联安全齿轮,安全齿轮与失电制动器连接,检测到速度异常或断电故障,失电制动器工作,阻止安全齿轮转动,机械臂停止动作,增加了安全性。
3.3 润滑齿轮
应用毛毡材料制作润滑齿轮,铜粉烧结套制作存油腔,采用无动力伴随啮合齿条的方式完成润滑。创新点是有效供应润滑油,润滑泵将润滑油通过轴的进油口注入存油腔;在润滑齿轮转动的过程中,润滑油在离心力的作用下,通过铜粉烧结套的微小口渗透到毛毡齿轮;齿型毛毡将润滑油均匀地涂到齿条表面。
3.4 控制精度
优化传输变频器的控制方式,提高速度控制精度和速度设定精度。创新点是电源与驱动器输入之间串联交流电抗器,使整流阻抗增大以有效抑制高次谐波电流,提高输入电源的功率因数,通过抑制谐波电流,使进线电流波形稳定,提高速度控制精度。
3.5 系统跟踪
上位机软件采用西门子监控组态软件WINCC,监视整个生产线的运行状态,实现操作人员的操作及监视;PLC程序采用STEP7软件的LAD通用语言进行编程,可以快速诊断故障。创新点是以模拟动画的形式(见图6),在屏幕上显示机械手,与实际机械手同步运行,实时更新机械手运行速度、位置,智能提示车轴数量、位置及机床加工状态等数据信息。

图6 模拟动画界面
4 智能信息化大数据系统的功能扩展
智能信息化大数据系统具有开放式信息共享平台,可以实现数据信息的高效传递。具有数据信息的自动判别功能,可以精确定位车轴,并与机床开闭门机构形成互锁。具有人机结合动态调整功能,实现了智能组织的自动化生产。
智能信息化大数据系统有ETHERNET接口,采用TCP/IP通信协议,实现与信息系统的网络连通和数据交换。信息包括原始生产数据的录入、生产资源的调度、生产数据的管理、后续生产调度自学习的完善及生产大数据的统计和分析。已加工完成的信息、设备状态信息等可以提供给工厂级的信息管理系统,供其读取。
智能信息化大数据系统具有备料提醒、人员劳效分析追踪、设备状态分析反馈等功能,以便用户及时调整生产安排。各个子系统既承担与相应区域及生产线的控制,又负责与服务器主系统进行网络通讯,实时显示使用车间传输线使用状态,完成生产信息的共享,同时接收智能信息化大系统的生产任务安排,实现无纸化作业。
5 使用效果
经过实际运用验证,智能化车轴传输线满足铁路货车RF2型、RD2型、RE2A型和RE2B型车轴的传输,传输过程性能稳定,机械手抓取车轴精度高。建立的全自动化、全工艺流程作业及实时数据采集控制,不仅减少了作业等待时间,生产效率提高了30%,而且能够监控设备零部件的维修时间点,提前处理可能发生的故障,缩短维修时间,实现了制造车轴自动化技术水平的全面提升。 □
猜你喜欢
鞍钢技术(2022年3期)2022-06-12
科学导报(2022年6期)2022-02-06
探索科学(学术版)(2021年1期)2021-07-12
无线电工程(2020年7期)2020-06-17
物理学报(2020年6期)2020-04-04
中国金属通报(2019年5期)2019-01-03
现代商贸工业(2018年15期)2018-05-07
科学与技术(2018年8期)2018-04-26
科学与财富(2017年18期)2017-07-09
山东工业技术(2016年15期)2016-12-01
