
基于臭氧-麸皮工艺深度处理煤制气废水的研究*
2022-05-17 07:22程顺利方玉美赫玲玲黄玉喜肖进彬彭子涵张璐璐
工业安全与环保 2022年5期
程顺利 方玉美 赫玲玲 黄玉喜 肖进彬 彭子涵 张璐璐
(1.河南省高新技术实业有限公司 郑州 450002; 2.河南省科学院 郑州 450002)
0 引言
近年来,随着社会经济迅速发展,全球化石类不可再生资源日益稀缺。我国能源为“富煤、贫油、少气”的结构,新型煤化工应时得到迅速发展。煤化工一般包括炼焦、煤气化和煤液化,目前重要的发展方向是煤制气。煤制气废水主要来自气化过程中煤气洗涤、冷凝、分馏和净化工段[1]。煤制气废水是一种焦化废水,主要含有芳香族化合物和杂环化合物,也还含有多种污染物,包括氰化物、氨氮、石油类、硫化物、酚类等,其中大部分是有毒有害的。煤制气废水组分复杂、不易处理,各种污染物含量高,对系统处理负荷需求高;此外,煤制气废水生化性差,其中有毒有害物质酚类能抑制生化处理中菌种活性,难以直接生物降解,处理后出水的COD、NH3—N和总酚含量指标往往不能满足循环利用或国标排放要求。臭氧氧化能有效降解废水中的有机大分子,提高工业废水的可生化性,已广泛应用于造纸、印染等难降解废水的处理[2]。根据煤制气废水水质指标分析,采用物理、化学、生化3种处理工艺,如一种含酚煤制气废水的联合处理方法(CN103864265A),包括臭氧氧化、絮凝及生化处理的组合工艺,然而其处理方法中煤气废水的初始COD低,酚含量低,且需要臭氧量较大[3]。本研究以臭氧-麸皮协同催化氧化工艺为核心处理煤制气废水,探究影响处理效果的主要因素,优化处理工艺的条件参数,考察工艺的稳定运行效果,为处理工艺的工程应用提供参考,且该项研究成果已申请中国发明专利(申请号202110641483.3)。
1 试验准备
1.1 废水水质
试验用水为某化工企业排放的煤制气废水经絮凝处理后的出水,试验用水水质:NH3—N质量浓度为2 843 mg/L、COD为2 655 mg/L、总酚质量浓度为2 450 mg/L。
1.2 仪器及试剂
(1)仪器:紫外分光光度计(北京普析TU-1810),电子天平(上海天美FA2204C电子天平),pH 计(上海雷磁实验仪器 PHS-3C),蠕动泵,水质测定仪,磁力搅拌器等。
(2)试验药品:氢氧化钠、氨基磺酸铵、硫酸氢钾、硝酸钠(均为分析纯,购自国药集团化学试剂有限公司),浓硫酸、氯化钠、硫酸亚铁、重铬酸钾、硫酸钠、硫酸亚铁铵(均为分析纯,购自西陇化工有限公司)。
2 试验方法
2.1 水质测定
氨氮含量采用纳氏试剂分光光度法(HJ 535—2009)测定;化学需氧量采用重铬酸盐法(GB/T 11914—1989)测定;总酚含量采用溴化容量法(HJ 502—2009)测定。
2.2 工艺方法
由于煤制气废水的不易处理,本研究的核心处理单元为臭氧-麸皮催化氧化工艺,结合A/O生化深度处理,最终达标排放,整个流程简单易操作,不产生二次污染,且能实现麸皮的高价值利用。工艺流程如图1所示。

图1 工艺流程
3 结果与分析
3.1 臭氧浓度对煤制气废水处理的影响
煤制气废水中含有大量有毒有害的芳香族化合物、杂环化合物、氰化物、氨氮、石油类、硫化物、酚类等。已有学者对煤制气废水生化尾水的催化臭氧氧化进行了研究[4-7],确定了臭氧催化氧化过程中臭氧、催化剂的用量等关键参数,不需要预先调节进水的温度和pH值,实用性强。研究采用气相色谱-质谱联用技术对臭氧催化氧化的进、出水有机物进行了分析比较。结果表明,臭氧催化氧化出水主要为杂环化合物和多环芳烃,其他有毒、难降解有机化合物可被臭氧氧化降解,典型含氮杂环化合物喹啉及吡啶的氧化效果不能达到预期目标,导致出水总氮含量较高,不能达标排放。本研究尝试采用臭氧-麸皮共处理煤制气废水,在臭氧反应池中添加麸皮,通入臭氧,麸皮的加入量为絮凝清液质量的1%,pH值为7,臭氧质量浓度分别为5、10、15、20、25、30、35 mg/L,臭氧接触时间为30 min。考察臭氧质量浓度对煤制气废水中的氨氮、COD和总酚去除效果的影响,试验结果如图2所示。

图2 臭氧质量浓度对煤制气废水处理的影响
试验结果表明,当臭氧质量浓度为20 mg/L时,氨氮、COD和总酚的去除效果最好,去除率分别为56%、46%、96%。在实际应用过程中,随着污染物浓度的降低,臭氧投加量先增大后减小,有助于提高废水中氨氮、COD和总酚的去除率,提高臭氧的利用效率。
3.2 pH值对煤制气废水处理的影响
考虑到煤制气废水的pH值对臭氧-麸皮催化氧化效果的影响,本研究在臭氧-麸皮共处理煤制气废水时,在臭氧反应池中添加麸皮,通入臭氧,麸皮的添加量为絮凝清液质量的1%,臭氧质量浓度为20 mg/L,臭氧接触时间为30 min。考察不同初始pH值对煤制气废水处理中的氨氮、COD和总酚去除效果的影响,试验结果如图3所示。
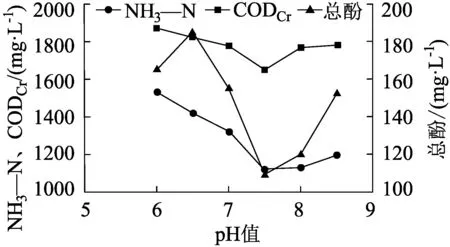
图3 pH值对煤制气废水处理的影响
由图可知,煤制气废水的pH值是影响臭氧-麸皮催化氧化效果的重要因素,偏弱碱性条件下的臭氧-麸皮催化氧化的处理效果优于酸性条件下的氨氮、COD和总酚的去除。分析其原因主要是臭氧氧化一般有两种反应途径,分别是臭氧直接反应和由臭氧产生的羟基自由基间接反应,前者具有选择性,后者没有选择性,对有机物的降解更彻底、效率更高。在弱酸性条件下,主要是臭氧的直接氧化;在碱性及弱碱性条件下,主要是间接氧化途径[8]。试验中煤制气废水的pH值为7.5时,臭氧-麸皮协同催化氧化效果最佳,所以反应体系保持在弱碱性范围时,处理效率最高。
3.3 麸皮添加量对煤制气废水处理的影响
大多数情况下利用多孔吸附材料吸附废水中的污染物,此处理方法中的吸附材料应具有孔径小、多孔、比表面积大的特点[9]。多孔吸附剂有活性炭、大孔树脂、飞灰和活性焦灰,常用的吸附材料为活性炭。活性炭经过特殊工艺处理后,形成多孔结构,表面积巨大,具有很强的物理吸附性能,又因其具有多种官能团而具有很强的化学吸附性能,因此活性炭的除浊、除色效果非常好,但用于水处理的价格在2 500元/t以上,使其工程应用受到限制[10-12]。本研究提出一种新的处理方案,采用臭氧-麸皮催化氧化工艺,结合臭氧的强氧化性及麸皮的吸附催化作用,降解煤制气废水中COD、氨氮和总酚。在臭氧-麸皮共处理煤制气废水工艺中,向臭氧反应池中添加麸皮,通入臭氧,麸皮的加入量分别为絮凝清液质量的0.1%、0.5%、1%、2%,pH值为7,臭氧质量浓度为20 mg/L,臭氧接触时间为30 min。考察不同麸皮添加量对煤制气废水处理中的氨氮、COD和总酚去除效果的影响,结果如图4所示。
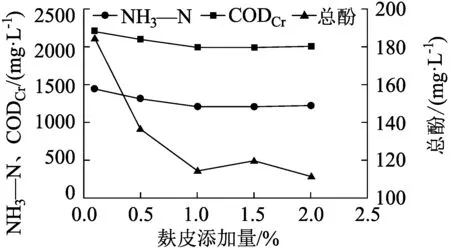
图4 麸皮添加量对煤制气废水处理的影响
由图可知,絮凝废水上清液中麸皮的添加量小于1%时,随着麸皮添加量的增加,废水中COD、氨氮和总酚含量的降低基本呈线性关系;当麸皮添加量大于1%时,废水中氨氮、COD和总酚含量变化不大。总体表明,当麸皮用量为1%时,废水中氨氮、COD和总酚的去除率分别为57%、55%、95%,效果最明显,节省了麸皮用量,降低了处理成本。
3.4 臭氧接触时间对煤制气废水处理的影响
在臭氧-麸皮协同催化氧化处理煤制气废水工艺中,在臭氧反应池中添加麸皮,通入臭氧,麸皮的加入量为絮凝清液质量的1%,pH值为7,在臭氧质量浓度为20 mg/L的条件下进行静态试验,臭氧接触时间分别为15、20、25、30、35 min。考察臭氧接触时间对废水中的氨氮、COD和总酚去除效果的影响,结果如图5所示。

图5 臭氧接触时间对煤制气废水处理的影响
由图可知,试验期间煤制气废水的进水水质保持一致,臭氧接触时间不同。臭氧-麸皮共处理煤制气废水在25 min内,氨氮和COD的去除效率相近;当接触时间为30 min时,反应趋于稳定,总酚去除率达到97%。因此,出于经济性考虑,25 min是最佳的臭氧接触时间。
3.5 不同因素对煤制气废水处理的影响
目前采用臭氧氧化处理有机废水的应用案例,存在经济可行性不佳且废水中氨氮去除率不高等缺点,制约了臭氧技术的进一步应用推广。臭氧-麸皮共处理煤制气废水,通过催化氧化改善废水的可生化性,减小有毒有害物质对活性污泥中微生物活性的抑制作用[13],然后结合A/O生化处理技术继续降解有机物,降低了废水处理成本。本试验对比了臭氧+X(不添加、活性炭、稻糠、构树粉、麸皮)的不同组合方案,在臭氧反应池中添加X,进水pH值为7,通入臭氧,X的加入量为絮凝清液质量的1%,臭氧质量浓度为20 mg/L,臭氧接触时间为30 min。考察不同组合对废水中的氨氮、COD和总酚去除效果的影响,试验结果如图6所示。

图6 不同因素对煤制气废水处理的影响
臭氧反应池中通过扩散器使臭氧与废水进行均匀、充分的气液接触,根据麸皮特有的亲水性强、吸附性强、稳定性好的理化特性,协同臭氧催化氧化,提高了臭氧的氧化效果[14-16]。由图6可知,添加麸皮试验中氨氮和总酚的去除效果优于添加活性炭、稻糠及构树粉。添加麸皮试验中氨氮、COD和总酚去除率分别达到57%、75%、95%,证明了本试验组合的有效性及处理性能的优势。
3.6 生化处理
在我国,厌氧/好氧(A/O)工艺广泛应用于煤气化废水的生化处理。根据废水水质指数的不同,煤气化废水经处理后进入生化阶段深度处理,生化处理在A/O工艺的基础上,衍生出A/A/O生物处理工艺、二级A/O处理工艺。A/O生化处理与其他工艺过程的组合也得到了广泛的研究。已有学者采用A/A/O-MBR(膜生物反应器)组合工艺、EC厌氧(外循环厌氧)改良A/O-MBR工艺、改良的A/O生化处理工艺处理煤制气废水,废水中COD、总氮和氨氮的去除率分别可达99%、80%、95%[7,17-18]。本研究将臭氧-麸皮共处理的煤制气废水稀释后进行二级A/O生化处理,在生化处理工艺中,厌氧段和好氧段填料为聚氨酯海绵,添加实验室培养的硝化菌、反硝化菌。考察生化处理前后废水中的氨氮、COD和总酚含量的变化,结果如图7所示。

图7 煤制气废水生化处理前后对比
由图可知,生化后废水中的氨氮、COD 和总酚的去除率分别为98%、65%、96%,臭氧-麸皮共处理煤制气废水的催化氧化过程中产生的强氧化性自由基,可以完全矿化废水中的难降解有机化合物,分解了废水中大部分难以生物降解的酚类化合物、芳香烃和氮杂环化合物,生成容易降解的小分子物质,处理后废水的BOD5/COD介于0.5~0.6,提高了废水的可生化性,通过生物处理工艺可得到有效处理[19]。完成二级A/O生化处理后的废水进入二沉池,进一步去除浑浊物及COD,上清液即可达标排放。
4 结论
采用臭氧-麸皮共处理煤制气废水,提高废水的可生化性是可行的。将麸皮加入臭氧反应池中,通入臭氧,麸皮加入量为絮凝澄清液质量的1%,pH值为7.5,在臭氧质量浓度为20 mg/L,臭氧接触时间为25 min的条件下进行静态试验。出水稀释后流入二级A/O池进行生化处理,处理后COD由2 800 mg/L降至46 mg/L,氨氮质量浓度降至2.1 mg/L,总酚去除率达到99%,达到GB 8978—1996一级排放标准。同时,臭氧-麸皮共处理煤制气废水的反应过程的机理机制仍有待进一步研究。
猜你喜欢
食品工业(2022年1期)2022-02-21
河南畜牧兽医(2021年9期)2021-12-10
昆钢科技(2020年6期)2020-03-29
皮革制作与环保科技(2020年14期)2020-03-17
皮革制作与环保科技(2020年14期)2020-03-17
农村百事通(2018年13期)2018-09-13
作文周刊·小学四年级版(2017年21期)2017-07-10
江苏农业科学(2017年4期)2017-05-08
农业与技术(2016年24期)2017-04-20
山东工业技术(2016年15期)2016-12-01
