
广汽埃安冲压车间模具保全人才梯队建设
2022-05-17 08:22黄志威胡帅区志坚钟润添广汽埃安新能源汽车有限公司
锻造与冲压 2022年10期
模具工业的现状与发展趋势
模具是汽车工业的基础工艺装备,在汽车生产中90%以上的零部件都需要依靠模具成形。制造一辆普通轿车约需1500 套模具,冲压模具约占1000 余套。在新车型的开发中,90%的工作量都是围绕车身型面的改变而进行的。在新车型的开发费用中,约有60%用于车身和冲压工艺及装备的开发。在整车制造成本中约40%为车身冲压件及其装配的费用。近年来,我国冲压模具水平已有很大提高,大型冲压模具企业已能生产单套重量达50多吨的模具;为中高档轿车配套的覆盖件模具国内也能生产了;精度达到1 ~2μm,寿命2 亿次左右的多工位级进模国内已有多家企业能够生产;表面粗糙度达到Ra≤1.5μm的精冲模,大尺寸(
≥300mm)精冲模及中厚板精冲模国内也已达到相当高的水平。
我国模具行业经过多年发展,整体实力和综合竞争力得到显著增强,对汽车、摩托车、电子、家电等行业的服务能力大大提升,行业中已形成一定数量有实力的骨干企业,模具的产品质量和技术水平有了较大提高。伴随着国内新能源汽车开发的热潮,越来越多的企业加入到这场白热化的竞争中来。各大主流车企新车型投放的速度越来越快,新车型开发的周期也越来越短,成本要求也越来越高。
鲕粒核心处于动水的高能环境,所以形成高能鲕层[8]。高能环境下形成的鲕粒的特点是:一般为真鲕,圆度较高,同心层较多,且厚度均匀,方解石应该呈放射状排列(往往被磨蚀,很难被观察到)。对比以上特点,可以判断从核心到界线的鲕层属高能鲕层(图2)。
鄱阳湖生态经济区位于鄱阳湖周边滨湖地区以及赣江、信江、抚河、饶河和修水五河的中下游,[1]区域内交通便利,水域面积广阔,地势平坦,物产丰富,拥有良好的发展基础。在建设过程中,由水库、堤防等组成的防洪工程体系已经初步形成。本文通过调查鄱阳湖生态经济区的防洪形势,对生态经济区建设的防洪保障体系进行分析研究。

冲压是汽车制造四大工艺之首,主要负责生产汽车车身覆盖件。面对着短周期,降成本的挑战,冲压模具也开始呈现少工序化、共模化、短周期化的发展趋势。
少工序化
3 名受训医师利用机器人系统对 9例患者施行腹腔镜前列腺癌根治术中的膀胱尿道吻合,均顺利完成吻合,平均吻合时间为(23.4±8.6)min。患者术后引流液肌酐水平未见明显升高,未见漏尿。术后第 7 天膀胱造影均未见造影剂外漏,术后第8 天顺利拔除导尿管。
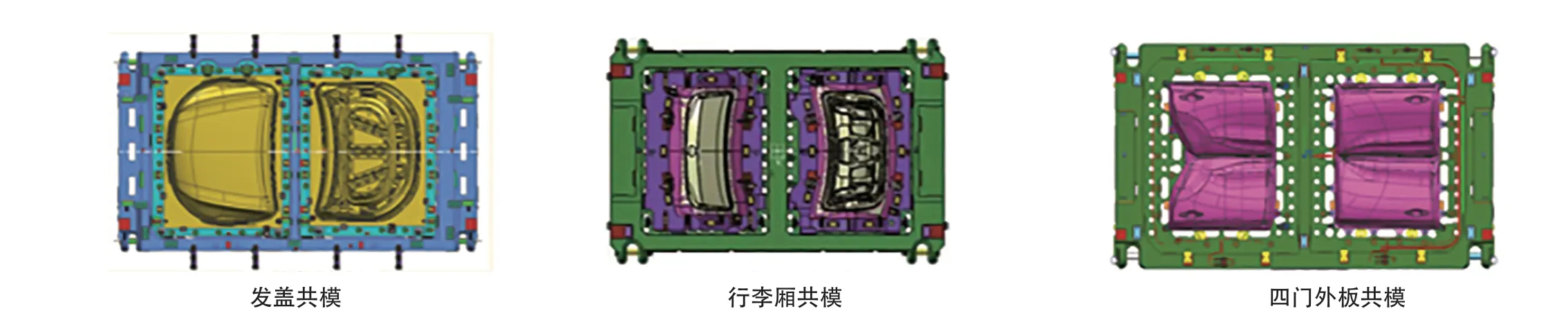
共模化
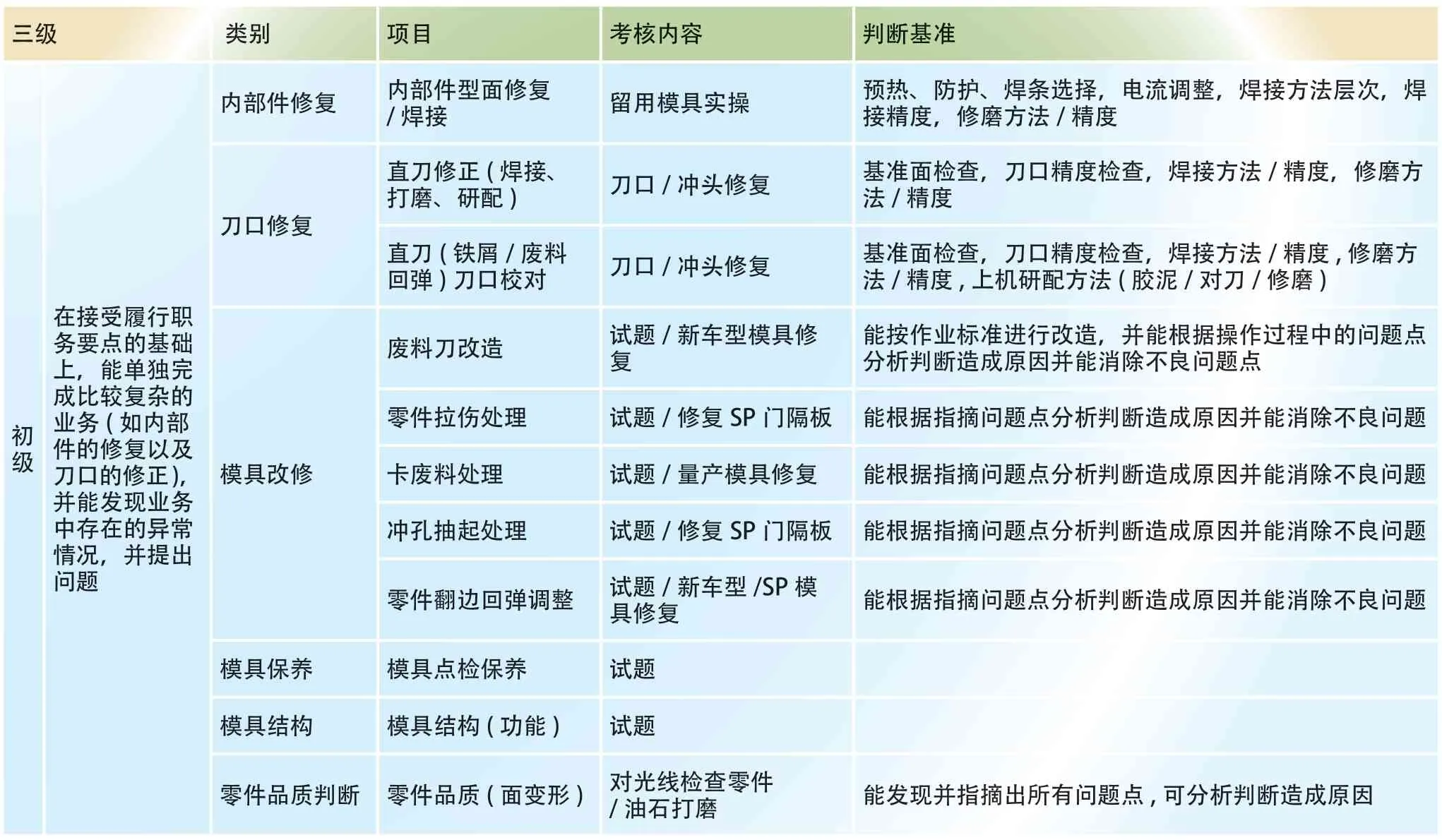
针对三级员工(表3),主要进行内部件型面修复、刀口修复、模具改修、模具结构和模具保养标准化的相关培训,主要通过实操进行培训,整个培训考核周期约24 个月,完成后能独立进行较复杂的模具维修以及独立进行模具的点检与保养。
短周期化
覆盖件模具数据库的完善和分析软件的深入应用,以及机床加工精度的提高,确实给模具制造周期的缩短提供了很大帮助。但回到本质,无论少工序化还是共模化,都没有真正的减少零件成形过程中的工作,零件需要修边、翻边、整形的工作量并无实质性减少,这些共模与少工序化只是将零件成形过程中的工作压缩在更小的空间完成,而这些压缩必将使模具结构更加复杂和脆弱,为日后的模具点检保养及维修增加了难度。而短周期化更是明显将一些精度与品质隐患拖到了量产后期,这些对模具保全人员技能水平提出了更高的要求。
对模具人才的要求
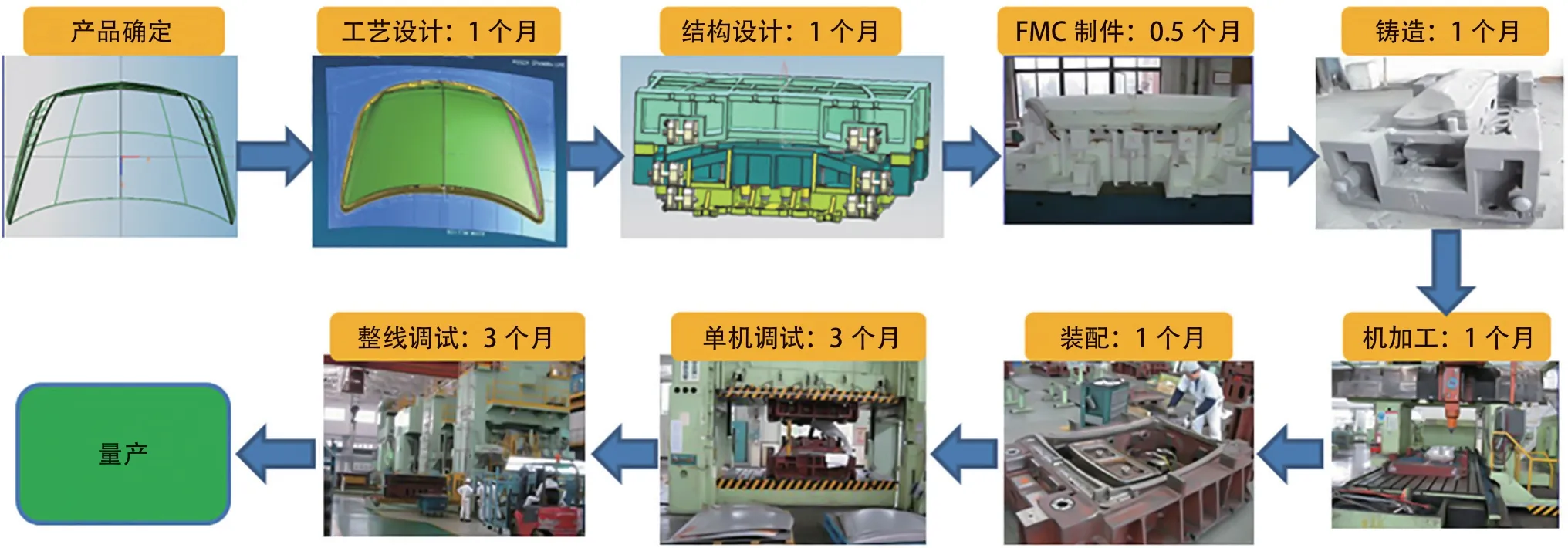
正常情况下冲压外覆盖件产品确定后模具制作周期大约11 个月(图2),但在目前短周期开发的要求下,从产品确定到量产通常会被压缩至6 ~9 个月甚至更短,而更短的制作周期通常伴随着工艺与结构设计不到位,零件品质与精度达不到要求,为后续的量产埋下了隐患。
模具保全人员培养现状
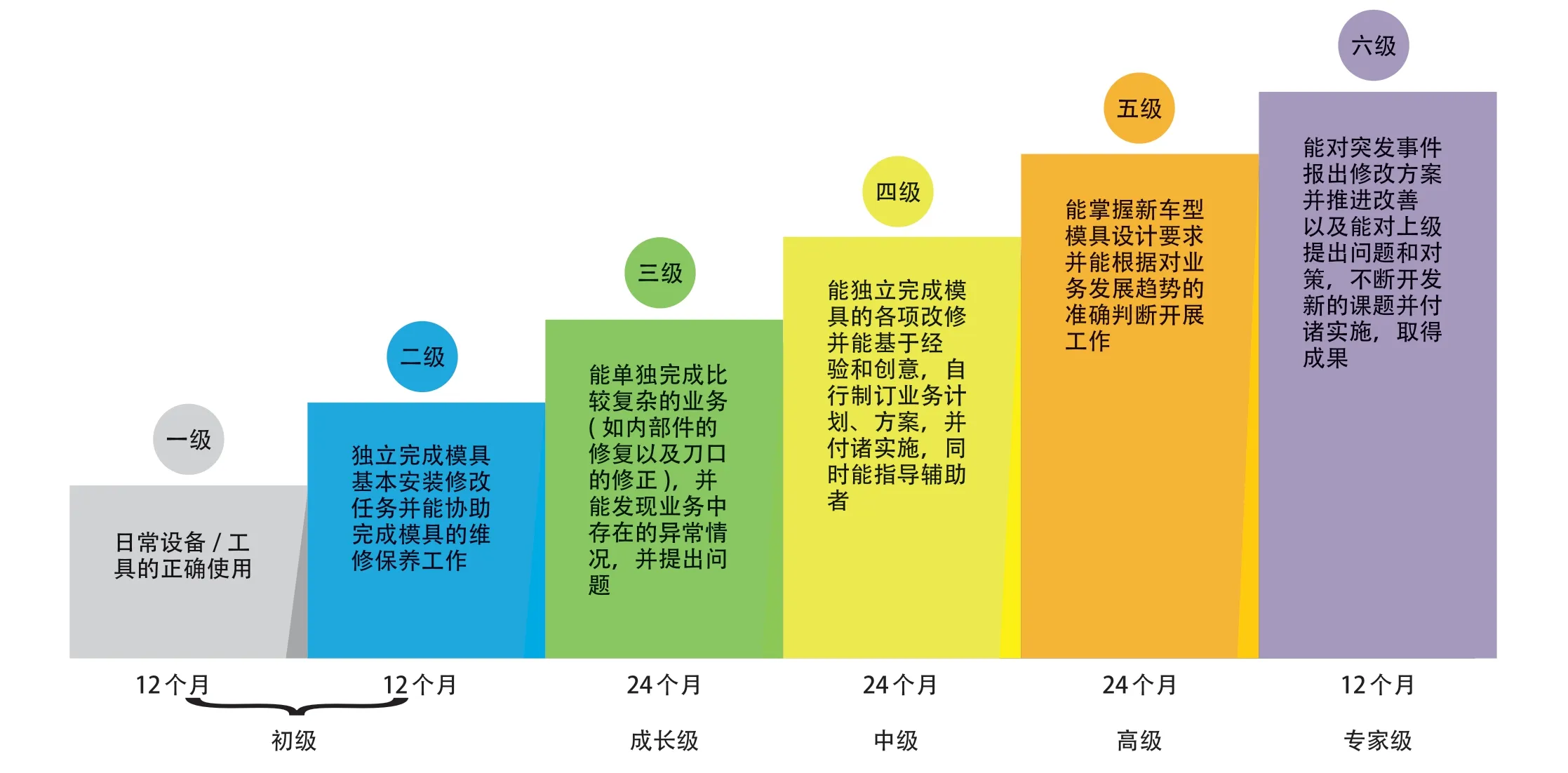
广汽埃安冲压车间始建于2018 年,是一个年轻的车间,几乎所有的模具保全人员都是社招或生产线员工转职,技能水平参差不齐。生产线转职人员基本无模具技能,迫切需要快速提高,社招人员虽有一定的技能但作业手法和标准各不相同,容易发生人为失误导致出现问题,也需要得到标准化的培训,在这个大背景下,广汽埃安冲压车间开始进行人员分级培养,如图3 所示。
广汽埃安冲压车间模具保全人才梯队建设
这些年模具分析软件的应用程度和机床加工精度都得到了显著的提高,但模具保全人员的培养方式却和十多年前并无太大区别,要不就是传统的师徒制,要不就是实习生制,让模具保全新人在工作中摸爬滚打,慢慢成长。这样的人才培养方式速度慢,成材少,难以满足企业日新月异的发展需求和速度。对新人而言,如此慢的发展速度也无法满足个人的发展要求,很多模具保全人员在感觉前路迷茫的状态下转行或离职。
针对四级员工(表4),主要进行外观件型面修复、异形刀口修复、线上异常处理,参与新模具的调试与验收的相关培训,主要通过实操进行培训,整个培训考核周期约24 个月,完成后能独立进行外板型面的模具维修以及各种复杂结构的维修。
少工序化工艺方案可有效削减模具工序数量、整线压机数量,提高生产效率,降低模具开发及后期生产成本,目前已有整车厂家能实现外覆盖件全数三工序化,部分造型简单的发盖内板和地板零件甚至可实现两工序化。
具体开展方式为通过自评和领导评价,确定本人对应等级,并进行对应等级的培训,根据每项培训项目的要求进行考核,如该等级的考核均通过,则进入下一等级,如有未通过项目,则继续进行该项目的培训及考核,直至通过。
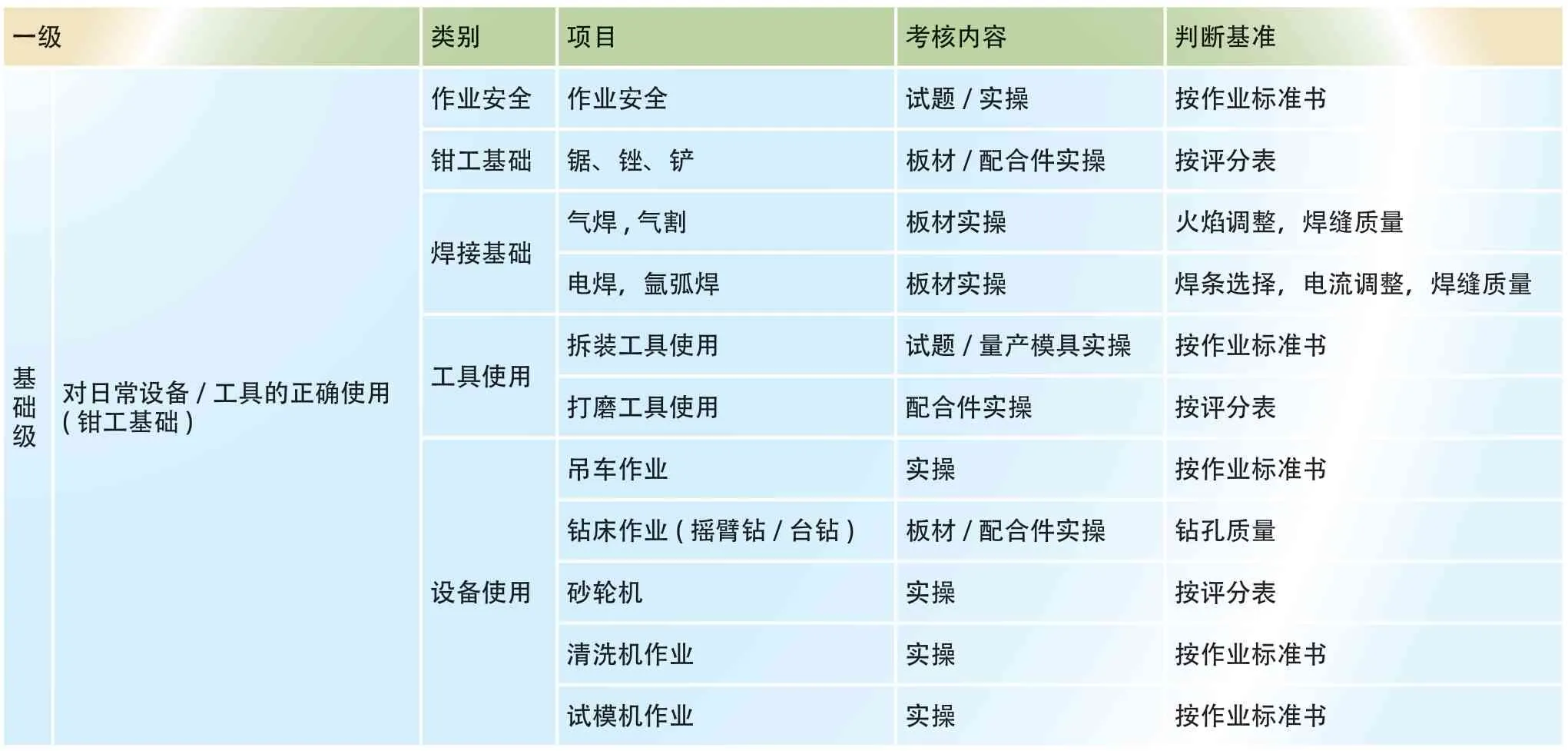
绝大部分生产线转职人员,都未达到一级模具保全的要求,首先要对其进行一级模具保全的培训,主要内容有:作业安全、钳工基础和焊接基础,以及各种设备的使用。通常采用培训加实操培养,整个阶段约耗时12 个月。通过考核后,一级模具保全人员具备模具保全需要的基本技能见表1。
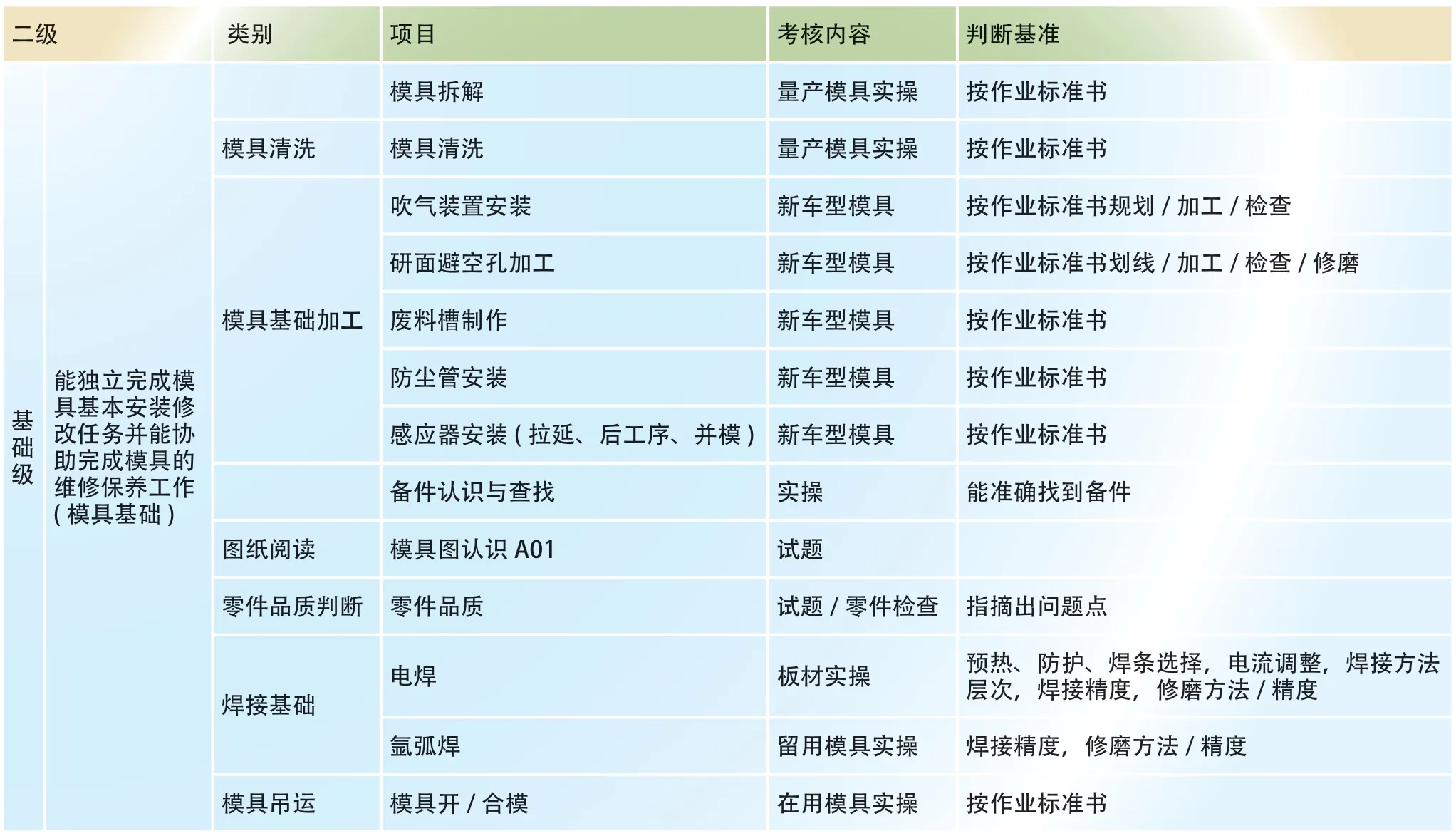
针对二级员工,主要进行模具拆解、模具清洗、模具基础加工,模具吊运开合等相关培训,主要通过实操进行培训,整个培训考核周期约12 个月,完成后能独立进行较简单的模具维修以及协助进行模具的点检与保养,见表2。
模具共模工艺因为能够在一个冲压循环内同时生产出两个零件,大幅提高生产效率,在各大主机厂中运用越来越多,如图1 所示。

根据对于模具保全人员的愿景和能力需求,从模具学徒到模具专家分为1 ~6 级,每级有着相对应的能力要求,根据能力要求开发出对应的课程和考核方式,并确认所需时间,其中各个等级的课程随需求动态调整。

对于五、六级员工,在模具保全领域已可称得上高级人才,难以用课程来培养。我们充分利用新工厂新车型多的优势,让其充分参与新车型模具验收、调试以及新车型量产问题的解决,在项目中成长,并将其经验总结传授给低级别员工。
3.1 采用PedsQLTM儿童生活质量配套量表对ALL住院患儿进行评估具有重要临床意义 PedsQLTM儿童生活质量配套量表在国内应用尚不广泛,未成为临床护理的常规评估方法,也未能与各项临床护理措施建立直接联系。因此,希望通过更多研究者、更广泛的探索,分析和比较结果的异同,促进这一科研工具向临床的转化。
效果总结
进行模具保全人才梯队建设的这几年来,我们已实现了从模具学徒到二级保全人员的全覆盖化,培养了大量三级和四级保全人员,随着人员能力的整体提高,模具一次维修成功率也从建厂时的百分之七十提高到了百分之九十五以上,模具故障率和抹模率也长期保持在业内领先水平。
后半句译为“I have never failed to be in the fight”,原文意为李广都参加了与匈奴的对战,而不是从未打过败仗。而且这也与前文内容不符,前文明显提到了汉军有过失败的经历。
新时代企业的竞争,是全面的竞争,在各方面技术都日新月异的现在,更需要人去驾驭技术,如何将模具新人更快更好地培养成为能够独挡一面的人才将是我们长期面对的课题,我们也将不懈努力,完善和优化各级课程,力求最佳效果。
猜你喜欢
教练机(2022年1期)2022-08-18
汽车实用技术(2022年11期)2022-06-20
汽车实用技术(2022年10期)2022-06-09
机电信息(2022年9期)2022-05-07
小猕猴智力画刊(2021年2期)2021-02-22
汽车实用技术(2020年16期)2020-09-06
汽车与安全(2019年1期)2019-06-11
大经贸(2018年12期)2018-02-20
中国汽车市场(2017年4期)2017-04-20
科技视界(2016年24期)2016-10-11
