
从制造角度看一体压铸热成形
2022-05-17 08:22:04尚红标夏文娟王跃安徽江淮汽车集团股份有限公司
锻造与冲压 2022年10期
汽车轻量化是解决能耗和环保问题的必然选择之一,世界主流汽车厂的轻量化选择,为铝合金压铸技术在汽车车身结构件生产中的应用提供了契机。2020 年以来某美资新能源车企采用一体压铸的创新技术实现了后车身70 余个零件的集成压铸,大大简化了生产流程,迅速形成行业关注热点。业内对此激烈讨论,认同的观点认为该技术是创新技术、简化了工艺、实现了降重、提高了效率,反对观点认为该技术实际上并不能降低生产成本且铝合金原材料电解铝的生产能耗非常高,从全生命周期看为高耗能技术。本文暂且搁置争议,从制造的角度做粗浅分析,评估车身一体压铸技术的可行性。期望能给领导专家们全面掌握此热点技术的发展动态,提供一点有益帮助。
压铸技术的升级迭代
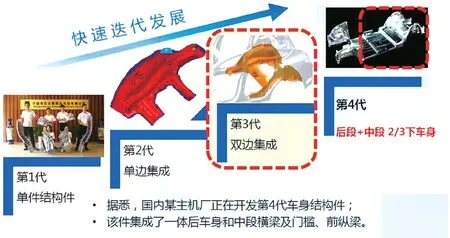
图1 所示的一体压铸技术的发展历程,共经历了4 次迭代升级,第1 代为单件压铸(已实现产业化的典型零件有纵梁、减振塔、纵梁前段连接件等),第2 代为后车身的单边小集成方案,第3 代为双边后车身集成压铸、双边前发舱集成压铸,第4 代为后车身和中段车身大集成一体压铸,其中1 代、2 代已投产,3 代处于量产品质提升阶段,4 代处于结构设计阶段。推测行业长期发展目标应为实现下车身整体一体压铸。
仿真的参数带宽为800 kHz, FFT点数为4 096点,所加时延为[0 0.2 0.6 1.0 1.5 2.0],最大多普勒频移为4 Hz,莱斯因子等于5的莱斯信道。
铝合金压铸技术实现轻量化,需要轻量化材料、轻量化集成设计、实现材料与设计的制造工艺三者相结合。其中材料是基础、结构设计是重点、工艺是保障。下面以双边集成后车身为目标零件,从材料、结构和工艺角度分析其可行性。
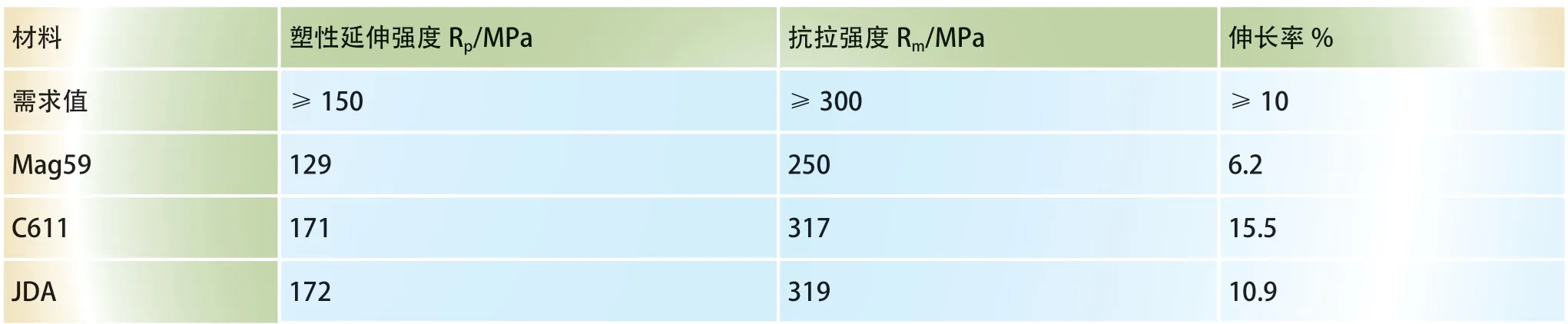
从各方信息来看,想要较为经济的生产一体压铸车身件,必须应用免热处理的高韧性铝合金材料,铸态机械性能参数需求为抗拉强度不小于300MPa,屈服强度不小于150MPa,延伸率不小于10%。推广比较广泛的商用材料有Mag59、C611、JDA 三种,其中Mag59 为莱茵铝业公司开发,C611 为美铝公司开发,JDA 为上海交通大学自主开发。三种材料的性能参数见表1,从表中可见Mag59 的性能难以满足要求,需要进一步优化材料设计,提高强度和韧性;C611 和JDA 的性能都能满足要求,C611 伸长率更优,塑性延伸和抗拉强度二者相当。
工艺结构
工艺方面,薄壁结构件充型过程以压射填充为主,期望获得高的浇注速度和大的浇注流量。因铸件尺寸大且壁薄的特点,增压压力难以传递,因此通常不要求使用增压工艺,锁模力的计算也与传统铸件不同,胀型力偏小。结合各方信息,实现大型结构件压铸需要保证的主要工艺参数见表2。
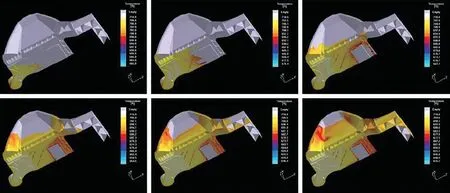
由图3 可见,钢混车身结构充型过程非常混乱,末端横梁先于轮包填充,明显不符合顺序平稳填充的要求。经过分析讨论认为,要实现上述要求,需要结构设计具有合适的分型拔模结构、加大的圆角、加大的立面斜度、结合浇注系统方案设置导流筋和缓流结构、合理设置顶出柱台,设置合适的加工装夹定位结构等。

2002年,国务院办公厅出台《关于促进农产品加工业发展的意见》,提出要加大投入力度,落实税收支持政策,给予相关金融支持。
结构方面,连接区域为平衡连接工艺和连接强度,厚度一般在2.5 ~3.0mm,并分布加强筋结构;进料部位为保证浇铸流量,壁厚可适当加厚至3.2 ~3.5mm。其他区域零件厚度一般设计为2.0~2.5mm,并设计加强筋结构提高其强度。除保证常规的结构强度设计,更为重要和困难的工作是使结构符合压铸工艺的特性,实现顺序平稳填充、平稳顶出和均匀凝固,便于压铸生产。某一体后车身压铸充型过程如图2 所示,铸件充型过程平稳,符合顺序填充的要求,结构工艺性良好。为了摸索后车身件的充型流态特性,笔者及同事日前在本厂某款钢混车身的基础上,把后车身做集成建模并进行了压铸充型模流分析,充型流态如图3 所示。
直到2015年5月,安娜·斯托克教授在加拿大著名智库霍尔研究院发表研究报告:“如何应对加拿大日益下降的数学成绩",产生了轰动效应;公众方才了解并关注加拿大的数学教育危机.[6]

要实现以上工艺参数,需要一些具体的措施,比如在结构设计时预留较长的内浇口位置、真空系统设置大的真空罐和模具端压力分配器、详细的真空系统设计、模具和料筒的多回路真空及密封结构、足够流量和冷却加热能力的模温热平衡装置、微量喷涂装置、大压射流量的压铸机等等,在此不一一赘述。
国内设备工装方面,压铸机4500 吨及以下已成熟,6000 吨在应用初期,9000 吨及以上还不具备应用条件,压铸模国内已具备设计制造能力。国内小型创新型企业在真空、热平衡、喷涂等细分领域快速发展,主要应用在中小型压铸件中,目前还缺乏大型结构件实践经验,预计1 ~2 年内可具备配套能力。
结束语
压铸结构件在车身的应用方面,减振塔和纵梁等中小型单件的应用已经成熟,目前正处于下车身大型一体压铸件的应用初期阶段,其中最先进行的是一体后车身。从制造工艺角度看,目前压铸机和模具等主要工艺装备已具备配套条件,可支撑投影面积20000平方厘米铸件的开发,C611 和JDA 的免热处理材料已在部分铸件上生产试用,具备配套条件。大型车身结构件适应压铸工艺的结构设计是技术难点,需要车身设计和压铸技术人员紧密协作,协同开发。

猜你喜欢
大连交通大学学报(2021年2期)2021-05-21 01:52:30
大型铸锻件(2021年3期)2021-04-30 05:13:12
中国铸造装备与技术(2019年2期)2019-04-01 07:55:24
经济技术协作信息(2018年8期)2019-01-14 03:06:36
新教育(2018年8期)2018-08-29 00:53:10
纤维复合材料(2018年4期)2018-04-28 08:45:46
制造技术与机床(2017年6期)2018-01-19 02:41:09
当代贵州(2017年49期)2017-12-19 05:29:41
制造技术与机床(2017年3期)2017-06-23 08:11:24
世界汽车(2016年8期)2016-09-28 12:06:04
