
精准定义车身覆盖件模具型面研合率
2022-05-17 08:22田卓华北汽福田汽车股份有限公司
锻造与冲压 2022年10期
车身覆盖件质量取决于模具设计和制造精度。一般一个冲压件由拉延、修冲及翻边整形工序构成,更复杂的需要四序或五序。无论工序多少,冲压件成败主要取决于第一序拉延模质量。拉延模制造过程的关键一环是打造精良的拉延模型面,凸、凹模精度高,则拉延作业稳定、工件表面光顺;反之,会带来回弹不稳定及许多面品缺陷。快速定义拉延模型面精度的方法是涂色压印法,待检测面着色面积与其控制带面积之比为研合率。
通常涂色很厚,易造成质量误判;有的在误判基础上打磨改进,不仅不会提高研合率,反而破坏了曲面的光顺性。如果是外板,重则需要重新数铣,建立基面;如果是内板,需要打磨更大面积,或数铣降型,以保证型面研合率达标。个别模具制造商在实践中,认识到涂色法的重要性,涂色尽力超薄、均匀,一步到位,取得了显著的经济效益。本文对超薄涂色法检查型面研合率实践加以总结,以启迪精益制造。
研合的作用
数铣加工的模具型面,人工打磨高点、涂色、再打磨,求得型面间隙均匀的加工过程叫研配。凸、凹模曲面精度用研合率表示,研合率用工具体涂色,借助压机压印目标体着色,目视法判断。研合率实质是模具曲面精度及光顺性的综合评判结果。因曲面之间有料厚,两个曲面质量不易快速检查、确定,需要借助合格拉延件,此为工具体,被确认的凸凹模曲面为目标体。
数控铣床获得的拉延模曲面,主要存在四个方面的缺陷:数铣凸、凹模型面有装夹误差、接刀误差;机床系统变形误差、刀具磨损误差;加工去除材料铸造应力,释放形变;装配误差。
取血后处死,取肝脏称重,测算脏器指数,以4%多聚甲醛固定,石蜡包埋切片,行HE染色,于显微镜下观察肝组织病理学改变。
厚的涂色只见色膜,不见板件底色,易造成误判,需要另选一件重涂。图3 为某侧围拉延压印表面,矩形小窗框区域能清晰看出压印带和原生态涂色。图2与图3 比较,前者涂色超薄,后者用色较厚;前者能精确显示间隙不均匀区域,指示钳工精准改善,后者压印色不能清晰显示合模间隙。
以上缺陷会造成模具闭合,凸凹模型面间隙不均匀,有的会反映到产品表面,造成压伤、压痕;有的造成板件曲面不光顺。钳工研配就是克服数铣缺陷,提高曲面精度。粗研配时,工具体涂色厚、薄也许关系不大,但容易误判、误打磨,且浪费蓝油或红丹;精细研配时,涂色必须超薄,才能精准定义曲面光顺性。为了作业标准化,许多企业一致规定无论粗研还是精研,一律采用超薄涂色。
研合率标准
⑶工具体蓝油过厚。工具体涂色很厚,蓝油覆盖板面,完全看不见钢板底色。模具闭合,较厚的油墨挤压到大间隙区域,导致全面有色,貌似研合率合格,实则曲面间隙很不均匀。借助压机研配型面,涂色越厚,越不易精准定义,结果就是深浅不一,好端端的数铣光顺面被破坏的一干二净。如果出现图4 所示效果,需要返工数铣,重新找回基准再研配。
选择合格的工具体,即合格拉延件,双面涂色,借助滑块压力,检查板件压印区域面积。图1 为货箱后外板拉延着色件,浅色区域为压印色,清晰的边界表征型面控制区。涂色被印在目标体型面,显得清淡,两块矩形区域是减轻带,节省压印面积。在不影响拉延表面光顺的前提下,外板件拉延酌情设计减轻带,利于提高研配效率,减轻劳动强度,减轻带并不表示该区域不重要或不检测。外板件要检查光顺性,用油石打磨曲面,涵盖减轻区,一并查验。

同一研合水平,一般不同人评价误差不应大于±5%,若超出此范围,需要再次确认,或重新研配。在研合未达标或曲面打丢的前提下,涂色厚薄会出现较大的波动。所以,涂色一定要超薄。若重新确认,选择合格工具体,涂色要薄、均匀,能透出钢板底色,图2 为某车门外板拉延件涂色表面,待合模压印。如需第二次压印定义研合率,目标体型面着色必须擦除干净。
在交流电机高性能驱动场合中,矢量控制[1]和直接转矩控制[2-5]得到了广泛应用.这两种控制方法的不同之处在于,直接转矩控制是用转矩和磁链滞环控制器来直接控制电机的转矩和磁链,而矢量控制是通过控制电机定子电流的d-q轴分量来控制电机的转矩和磁链.所以直接转矩控制的动态性能要比矢量控制的动态性能好,但是直接转矩控制存在转矩脉动和开关频率不固定的问题[6-7].针对转矩脉动问题,文献[8]给出一种基于空间矢量调制的直接转矩控制方法,有效地减小了异步电机的转矩脉动.直接转矩中开关频率不固定问题的根本原因是采用了滞环控制器,而文献[6]采用一种新的转矩磁链控制器解决了这一问题.


外板件拉延模研合率大于95%,压边面研合率在90%~95%之间;后工序研合率翻整类不小于90%,修冲类大于85%;内板拉延模研合率大于90%,压边面研合率在90%~95%之间;后工序在85%~90%之间,修冲类取下限,翻整类取上限。模具型面研合达到95%以上,工具体压印色和目标体着色区域面积和色斑虚实基本一致,几乎分不出高下。
⑵研合率提升空间较大。除过天窗口强压带之外,产品前部(图4 左部)着色不均。区域1 和3 相比,前者间隙小,后者间隙大,似有左右倾斜。如果压机精度达标,则属于模具型面不光顺。2 区和3 区间隙基本一致,但其周围边界不规则、不清晰,属于型面波纹或凹陷。
典型拉延件着色分析
工具体两面涂色要均匀,力求超薄,能够透过油膜看到工件底色。厚的油膜,当模具闭合,油墨受到挤压,若曲面间隙不均匀,会有大量油墨挤入间隙较大区域,不该着色部位也上色,不仅导致研合率误判,更重要的是不能精确指示钳工打磨。图4 为某顶盖着色效果,天窗减轻带色膜就是板件压印前的涂色很厚,粗看研合率基本达到90%以上。但是仔细观察,型面压印色不均匀,出现多处花斑。如果像图2 那样超薄涂色,着色厚重的区域不可能着色。顶盖型面主要有三个缺陷:
中车长春轨道客车股份有限公司(以下简称长客股份公司)研制的世界首辆全碳纤维复合材料地铁车辆车体(见图4),采用CFRP夹芯结构,通过模块化设计、一体成型技术设计而成,最高运行速度为100 km/h,较同类B型铝合金地铁车体减重35%。该车体满足极限恶劣环境的使用要求,具有优良的力学性能、环保性能和防火性能。
如果验证过程研合率发生争议,最靠谱的方法是,取四个面研合率的算数平均值。这四个面分别是,工具体上、下表面压印色斑率,目标体凸、凹模着色率。
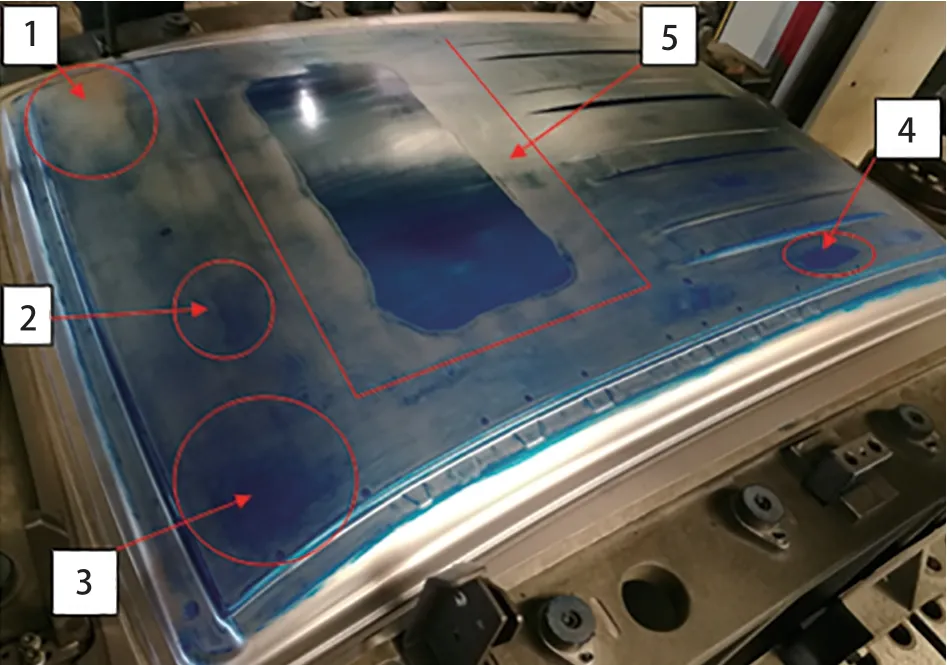
顶盖拉延基准面,即下模型面数铣完成,人工推光、打磨不当,会出现不光顺。整个曲面手法轻重不一,易造成模具基面凸、凹不顺。如果属于产品设计不光顺,接到数模,虚拟光顺检查应该能发现,图4 所示4 区的不光顺应该能避免。
数铣型面一旦经过人工打磨,理论上肯定不光顺,只是在微米级、还是纳米级而已。手工打磨总是在逼近理论数型,以至于肉眼不能明显察觉。借助刀痕的均匀一致性,判断推光的均匀性。前提是刀痕不能压印工件或产品表面。对于凹模型面可以留刀痕、也可不留。因为,基准光顺,可压印着色打造凹模的光顺性。
目前,国内各主流汽车厂,模具研合率指标差别不大。冲压产品各工序模面控制带由冲压产品工艺设计,根据经验定义,并在首轮调试时,以作业指导书的形式,发送到车间调试钳工手里。冲压工艺设计师很珍视首轮调试,以验证工艺补偿与实际产品的差别,因此要求研合率必须达标。
据最新统计显示,我国耕地面积为20.27亿亩,平均每年减少500万-600万亩。“如何用越来越少的土地、越来越少的水资源、越来越少并越来越贵的劳动力生产出更多、更好、更安全的农产品,是我国农业接下来面临的挑战。”柯炳生指出,未来中国农业的发展必须突破肥料制造技术、土壤技术与保护技术的瓶颈,土壤修护与有机质提升需要政府强力推动,更需要龙头企业积极参与。瑞丰生态在基层土壤修护方面走在同行前列,并做了大量有益工作,取得了明显成效,需要认真总结经验,进一步加大对推广模式与基层土壤修护服务体系、工作站的宣传推广,不断扩大推广区域,在全国起引领作用。
工具体涂色工艺及压力参数
外板件用蓝油,内板件用红丹。蓝油采购到位即可使用,红丹需要人工调配。调配稀稠、软硬全凭经验,届时谁也不会用天平称量丹粉及调和剂。所以有的厂家干脆规定,一律使用蓝油。
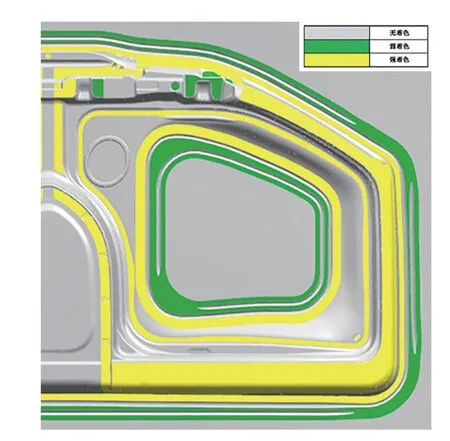
⑵研合率指导书。拉延工序、修冲工序、翻整工序都按照研合率彩图指示部位涂油,图5 为某侧围拉延研合率彩图,图示清晰标识强着色带、弱着色带和无着色带。按照研合率彩图涂色,容易到位,不易遗漏。
⑴天窗口周围似乎设计了强压,压印后色彩最轻、最淡的地方表示强压区,如图4 所示5 区。对于拉延模,天窗翻边展开,后工序切边、翻边实现产品结构。强压区应该设计在翻边序,拉延序没必要强压;如果天窗翻边棱线在拉延序拉出一定深度,棱线边缘外扩一定宽度强压非常合理。
⑴涂油工具。海绵涂辊,直径在30 ~35mm 之间,辊长在100 ~120mm 之间。如果内板特征较多、凸凹细碎,可选用较小涂辊。
⑶选择合格拉延件。拉延件无破裂、起皱,压边面走料符合CAE 分析收缩量。涂油要在无粉尘、洁净的环境作业;清除工件油膜和异物,保证面品无颗粒物、污物。
⑷涂辊路径。初期试涂,取少量蓝油,约3 ~5克,在板件平缓表面沿45°~90°交叉反复涂辊,力图油墨轻淡、均匀一致(图6),目视达到标准厚度,即可大致确定油量与面积。研合用油没有定量,自然无法考核,用尽就随意去领。据估算,每平方米曲面消耗蓝油12 ~15 克,各模具厂亦可测量蓝油消耗量以制定工艺消耗定额。目视确认压印色,为减少误判,可制订标准色版,或色卡,对标准的车门外板涂油及压印效果拍照,固化在作业指导书中。

选取蓝油一盒或一定量,崭新涂辊一只,用天平称量蓝油重量,涂辊重量。然后取蓝油、辊涂,涂色完成,达到图7 所示厚度,再称量蓝油重量、涂辊重量,前后重量差的绝对值求和就是蓝油总消耗。总消耗为两部分,一是涂板件用量,二是滋润涂辊的辅助消耗。
丁香还真没见过这么直接了当的,直想笑,愣憋着,你不是直吗,我比你还直:“我跟你先把话说清楚,省得浪费大家的时间,交男朋友我第一不会找比自己小的,你现在还是住院医(就是实习医生)吧?第二我只跟二手男人谈,没恋爱经验的就省了,你要没留过级,肯定比我小。你谈过恋爱吗?”
首先是为客户端提供家庭服务,后面越来越清晰,叫“让家更美好”,58到家只做到家里提供的服务,这就是叫“到家”的根本原因。虽然后来美团等一些公司也叫“到家”,但是他们更多是把外卖“送”到家里,而58到家是服务人员去家里服务。

⑸压机参数设定。工具体压印,无论凸、凹模型面还是压边面只能压一次;滑块如果多次压印,绝对不能以此定义研合率;涂好的工具体用压机压印,压力取CAE 分析值的50%~60%;如果是高强度板、厚板料执行工艺规程设计压力,或正常冲压生产压力;压边面压印,取CAE 分析值的30%~40%。
校园化媒体是从社会化媒体转变而来,社会化媒体是一种给予用户较大参与感的新型社会媒体,校园化媒体在社会化媒体的范围内属于特定的媒体。校园化媒体的主要形式为微博、微信、论坛以及社区等。目前,很多高校图书馆基本都在应用各类校园化媒体实施阅读推广活动,且应用频率较高的便是微信与微博。
⑹蓝油工艺消耗定额。据了解,国内大多数模具厂没有蓝油消耗定额,是造成蓝油厚涂的原因之一。
⑺注意事项。原则上不要用板刷刷涂,板刷易掉毛,且油膜有毛痕,很难刷均匀。
结束语
车身覆盖件研合率是冲压产品质量稳定的基础,是定义模具型面精度的量化指标。传统检查沿用涂色法,借助压力机用目标体压印涂色工具体,观察工具体和目标体压色或着色痕迹以定义型面精度。模具型面研合率容易误判,导致返工浪费,降低面品质量。本文详细阐述了模具研合率精准定义的工艺及规则,提出研合率正确判定方法,有利于模具厂精准施测、规避失误,有利于主机厂减少返工、规避浪费、提高效益。
猜你喜欢
现代电子技术(2022年10期)2022-05-13
飞控与探测(2022年1期)2022-04-02
科技创新与应用(2020年15期)2020-05-21
智富时代(2019年8期)2019-09-23
智富时代(2019年8期)2019-09-23
电脑报(2019年35期)2019-09-10
电机与控制学报(2018年9期)2018-05-14
读者(2018年7期)2018-03-15
人生十六七(2017年11期)2017-11-09
卷宗(2017年16期)2017-08-30
