
数控立式板料开槽机的结构形式与特点
2022-05-11 07:02李振光
锻压装备与制造技术 2022年2期
陈 争,李振光,王 军
(瑞铁机床(苏州)股份有限公司,江苏 太仓 215000)
1 传统折弯方式及其局限性
传统折弯工艺是在折弯机上下模的压力下,利用下模开口处的两棱边和上模顶端的棱边对金属板材进行折弯,金属板材经弹性形变到塑型变形的过程。其折弯则由上模进入下模的深度来决定,折弯半径R≥板厚t。随着市场对高质量、高档次产品的持续需求,如有些高档金属薄板饰品,其弯制形状越复杂越体现了设计师的设计水准和新潮风格,从而吸引客户的更多关注。同时,在工艺设计中,工件还要满足折弯棱边圆弧半径尽可能小、工件表面无折痕、装饰面无压痕等工艺要求。传统折弯机折弯已经无法达到这些特殊工艺要求。因此,在金属板材上进行开槽折弯的工艺应运而生。
2 数控立式、卧式开槽机
目前常见的开槽机结构形式有卧式和立式两种,如图1、图2 所示。

图1 数控立式开槽机

图2 数控卧式开槽机
2.1 精度
开槽深度在板长范围内的均匀度直接关系到折角后的效果,如果深度误差达到0.05mm 时,折弯位置R 就明显不一致。立式开槽机工作时,开刀到台面固定于直线位置运行,刀尖到台面的距离精度控制在0.02mm 范围。两种结构形式的数控开槽机的精度对比如表1 所示。
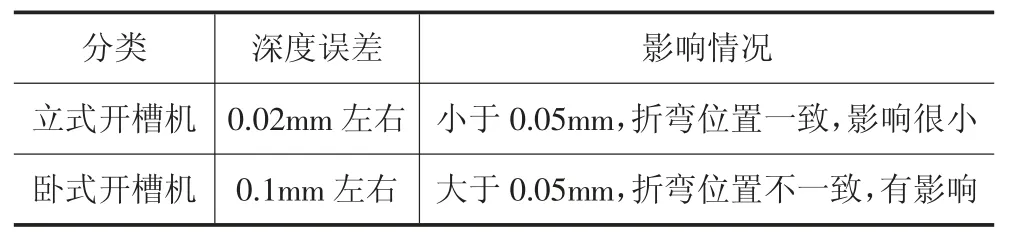
表1 两种开槽机精度比较
2.2 加工范围
数控立式开槽机加工范围更广。两者区别如表2所示。
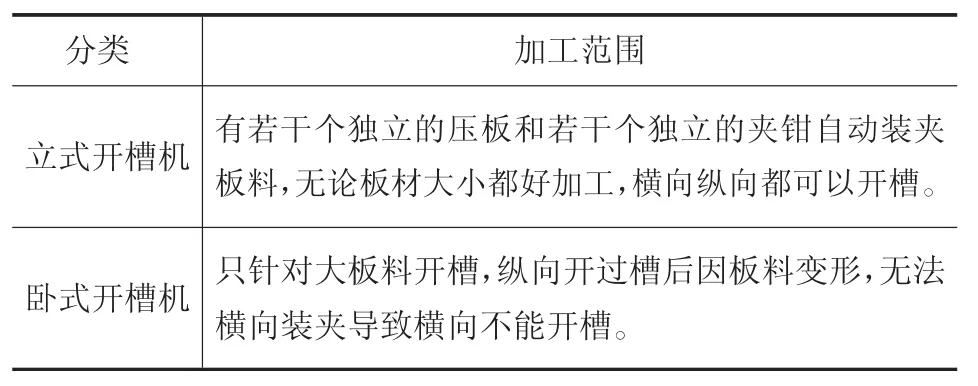
表2 两种开槽机加工范围比较
2.3 加工工艺
数控立式开槽机的加工工艺具有更为明显的优势。具体比较如表3 所示。
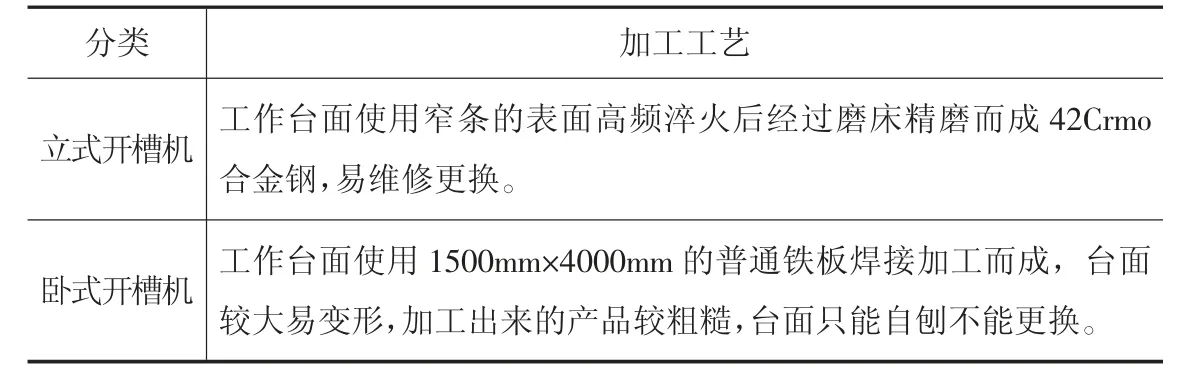
表3 两种开槽机加工工艺比较
2.4 其他方面比较
除以上的对比之外,两种开槽机还在诸多方面各有特点,如表4 所示。
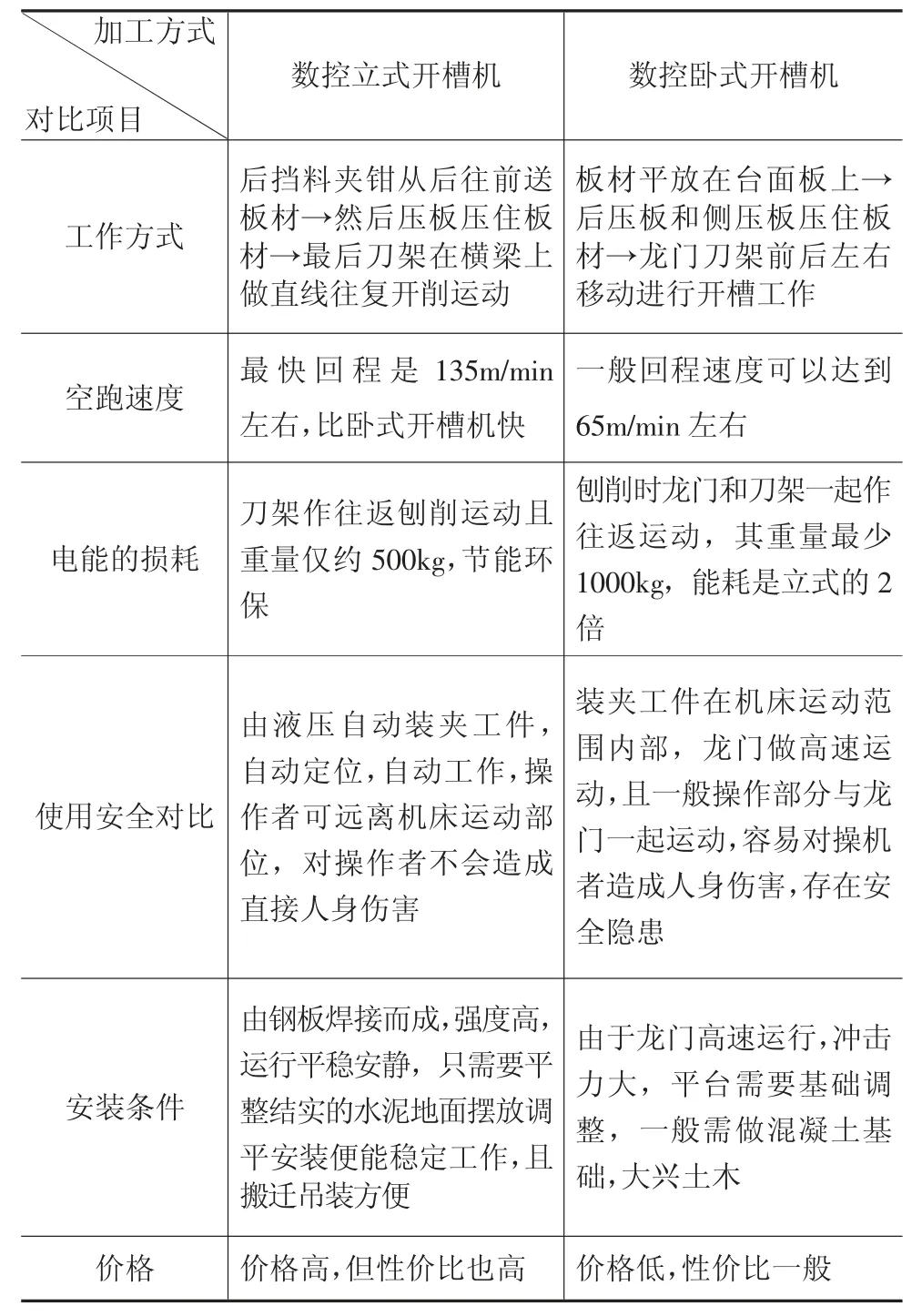
表4 两种开槽机特点比较
3 立式开槽机双头刀架结构
瑞铁VGM 系列双头开槽机将金属切削机床中的车床用刀杆与合金刀片的组合结构引入数控板料开槽机,研发出的双头结构(图3),即有Z 轴和W 轴两个可以独立运动的刀架,可实现两种加工方式。

图3 VGM系列开槽机双刀架结构(左侧W 轴,右侧Z 轴)
(1)开槽方式1。双刀架Z 和W(6 把刀)同时在右边进刀开槽至左边,完成开程后从左边高速回程,如此循环工作,又称为双头单向开。
(2)开槽方式2。刀架Z(3 把刀)在右边进刀开槽至左边,完成开程后刀架Z 抬起,刀架W(3 把刀)从左边进刀开槽至右边,如此循环工作,又称为双头双向开。
VGM 系列数控立式刨槽机不仅能选用合金刀片,也能选用白钢刀片进行开槽,可开槽最小边距至8mm,满足了部分需要开槽窄边距的客户需求。瑞铁机床的白钢刀刀架的结构形式为斜槽式偏心刀架,这种刀架结构大大提高了开槽排屑能力。但是白钢刀需要经常磨刀,对操作工人的磨刀水平有较严格的要求。图4、图5 分别为单头开5 把刀、双头单向开6 把刀示意图。

图4 单头开5 把刀

图5 双头单向开6 把刀(3×2=6 把白钢刀)
4 V 形槽开槽方式及刀具数量设定
在板厚一定的情况下,开槽深度和剩余厚度是一个对应值,一般剩余厚度最小不小于0.3mm。对金属板材进行V 形开槽时,将板材放到开槽机上进行定位,然后输入板材厚度进行自动对刀开槽。在开槽时,需注意以下两个方面。
(1)开槽角度的设置。由折弯工艺可知,金属板材在折弯成形时,都有不同程度的回弹变形,从而造成折弯角度的偏差。在开V 形槽时,可根据工件所需折弯角度进行合理化开槽。一般V 形槽的开槽角度都要比折弯成形的角度大1°~2°,比如折弯一个90°的工件,V 形槽角度可开成92°,这样就能很好地避免折弯回弹造成的角度误差了。
(2)刀具数量的设定。在对尺寸较长的板材进行较深的开槽时,单把刀具进行连续开槽路径较长容易造成刀具过热磨损、开槽效果变差、毛刺较大等问题。因此,对尺寸较长的板材进行开槽时,除了要设置好进刀量以外,还要设置同时工作的刀具数量。因为刀具数量过多刀刃很难保证在同一中心线上,所以一般采用双头6 把刀同时工作,这样既能保证开槽质量,又能提高工作效率。表5 为不同材质开槽机加工参数。
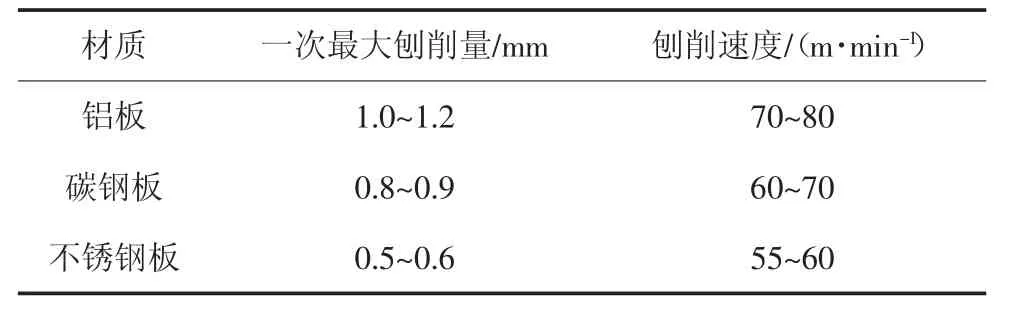
表5 不同材质开槽机加工参数
5 结论
本文通过对数控立式开槽机和卧式开槽机的结构形式的精度、加工范围、加工工艺、空跑速度及电能损耗等的对比和市场的实践表明,数控立式开槽机的优点明显多于卧式开槽机。预计未来会有越来越多的用户更加倾向于选择数控立式开槽机。瑞铁机床的VGM 系列数控立式开槽机将本着不断创新、持续优化的原则,全面接受来自用户和市场的考验。
猜你喜欢
汽车工艺师(2022年9期)2022-10-09
中国科技纵横(2022年7期)2022-05-03
阅读与作文(小学高年级版)(2021年12期)2021-02-14
装备维修技术(2020年10期)2020-11-19
阅读与作文(小学高年级版)(2019年12期)2019-12-26
山东工业技术(2019年18期)2019-07-19
小学生导刊(高年级)(2016年4期)2016-04-08
新时代教师(2012年3期)2012-05-08
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14
