
商用车用复合材料转向横拉杆设计及制造
2022-05-06 01:11:58鲁姗姗乔小兵张彦彪刘洋王献运
汽车工艺与材料 2022年4期
鲁姗姗 乔小兵 张彦彪 刘洋 王献运
(一汽解放汽车有限公司 商用车开发院,长春 130000)
1 前言
转向横拉杆总成是汽车转向系统的重要组成部分,通过连接左右转向臂使得左右车轮同步,实现汽车的转向动作。它在汽车行驶过程中反复承受拉应力或压应力[1],因此转向横拉杆需要具有一定的强度。
最早的汽车转向横拉杆是由无缝钢管焊接而成,应力集中较大,总成性能不佳[2]。随着汽车工业制造技术的不断发展,经过几代工艺变革,汽车转向横拉杆普遍采用冷挤压成形工艺,材料使用40Cr等普通调质钢,质量为12 kg。
在“碳中和”的推动下,轻量化是汽车行业节能减排的重要途径。玻纤复合材料具有高强度机械性能、材料质量轻、耐疲劳等优点,相比金属材料不易锈蚀。因此在汽车领域得到了广泛的应用。本文设计了一种商用车用玻纤复合材料转向横拉杆,可实现总成质量降低50%。
2 玻纤复合材料转向横拉杆结构设计
2.1 转向横拉杆结构形式
玻纤复合材料转向横拉杆由复合材料中空杆、金属套管、金属接头等部件组成。转向横拉杆结构形式如图1所示。转向横拉杆工作时两端受60 000 N拉力和60 000 N压力。
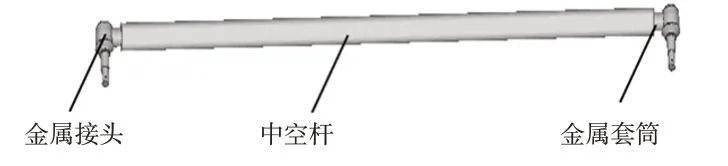
图1 转向横拉杆结构
常用复合材料纤维有碳纤维、玄武岩纤维、玻璃纤维等,尽管碳纤维及玄武岩纤维复合材料成品强度较高,但价格昂贵,现阶段不适宜作大批量零部件生产原材料。长玻璃纤维机械强度、耐冲击性、尺寸稳定性较好,适宜用于增强树脂,本文选用玻璃纤维作为增强组分。
高性能聚氨酯树脂具有冲击强度高、拉伸强度高和层间剪切强度高等优点。较不饱和聚酯和乙烯基树脂而言,聚氨酯树脂在制备过程中VOC含量极低,不会造成环境问题;较环氧树脂而言,聚氨酯树脂固化速度较快、起始黏度较低,能够快速浸润纤维,有利于工业化生产。本文选用高性能聚氨酯作为树脂基体。
对于等截面的空芯结构复合材料产品,拉挤成型和缠绕成型是首选工艺,二者可实现连续自动化生产,质量稳定性高。但缠绕成型设备投资较大、树脂废料率高,拉挤成型工艺材料利用率可达95%,树脂含量可精准控制,故本文选用拉挤成型工艺制备复合材料杆体。
由上文可知,玻纤复合材料中空杆部分采用连续玻纤高性能聚氨酯材料经拉挤工艺成型;杆体内侧与金属套管外部有相互配合的螺纹结构,并使用厌氧结构胶加强连接。该结构具有质量轻、强度高、可靠性高的特点。
2.2 转向横拉杆复合材料性能参数
玻纤复合材料中空杆为单向挤压,纤维质量分数78%,树脂为双组分聚氨酯树脂,玻纤为ECR玻璃纤维,其性能参数见表1。
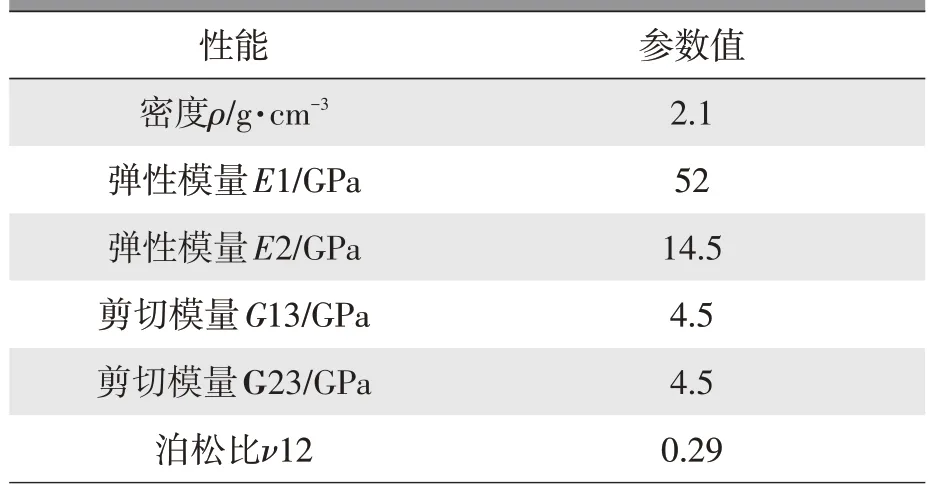
表1 性能参数
2.3 转向横拉杆成型工艺
2.3.1 拉挤成型工艺
玻纤复合材料中杆部分采用连续玻纤高性能聚氨酯材料经拉挤工艺成型。将玻璃纤维粗纱送入浸胶系统预成型,通过挤压模具及加热装置固化成型,在牵引装置的作用下进行分段切割,获得横拉杆杆体。杆体拉挤成型工艺流程见图2,玻璃纤维粗纱浸胶现场工序见图3。

图2 杆体拉挤成型工艺流程

图3 玻璃纤维粗纱浸胶工序
2.3.2 粘接及螺接成型工艺
为保证转向横拉杆两端与金属套管连接处的结合强度,杆体内侧与金属套管外部有相互配合的螺纹结构;并在螺纹涂抹工程用胶。工程用胶型号为回天品牌7680固持厌氧结构胶和7769厌氧结构胶促进剂。
2.4 转向横拉杆CAE分析
玻纤复合材料转向横拉杆应保证有足够的强度。按照60 000 N进行强度校核计算。对壁厚7 mm及10 mm 2种方案的转向横拉杆作CAE分析。
2.4.1 金属件拉应力
转向横拉杆金属接头材料牌号为45#钢,材料屈服强度≥355 MPa,材料抗拉强度≥600 MPa。在受拉应力载荷下最大应力为460 MPa,强度满足要求。CAE分析见图4。
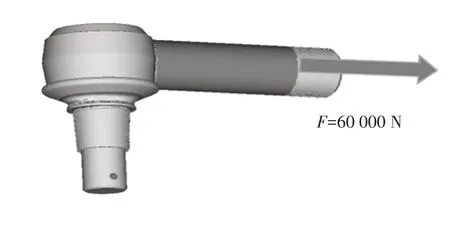
图4 金属接头CAE分析结果
2.4.2 方案一(7 mm)CAE分析结果
方案一(7 mm)CAE分析见图5,结果见表2。转向横拉杆在受轴向拉应力60 000 N载荷下,金属件最大应力为468 MPa,强度风险较小;但在中间集中载荷工况下,复合材料最高应力>700 MPa,超过材料强度,存在风险。

图5 方案一(7 mm)CAE分析
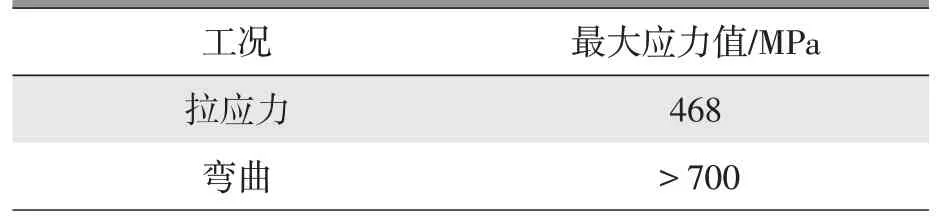
表2 方案一(7 mm)CAE分析结果
2.4.3 方案二(10 mm)CAE分析结果
方案二(10 mm)CAE分析见图6,结果见表3。转向横拉杆在受轴向拉应力60 000 N载荷下,金属件最大应力为472 MPa,强度风险较小;在中间集中载荷工况下,复合材料最高应力为<700 MPa,低于材料强度极限,风险较小;在60 000 N压缩载荷下,构件未发生变形,直至加载至108 000 N时,横拉杆发生弯曲。
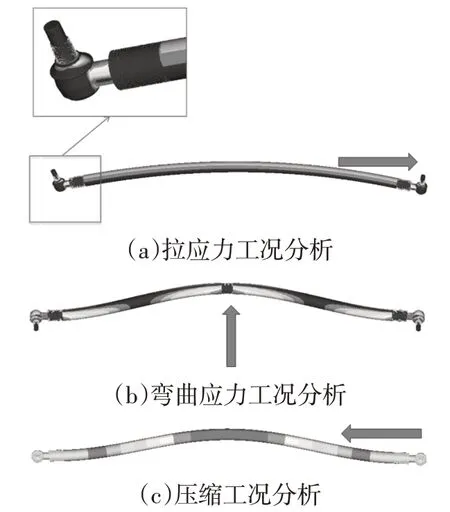
图6 方案二(10 mm)CAE分析
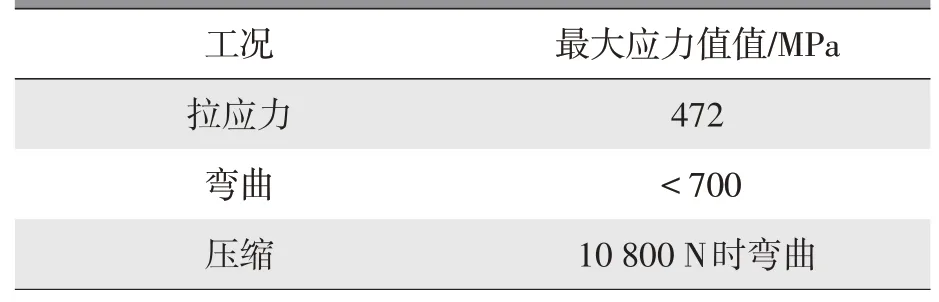
表3 方案二(10 mm)CAE分析结果
CAE分析结果表明,方案二10 mm壁厚的玻纤复合材料转向横拉杆在各类工况载荷作用下能够正常使用。
2.5 转向横拉杆总成拔脱试验分析
制作玻纤复合材料转向横拉杆,如图7所示。壁厚为10 mm,质量<6 kg。在受93 000 N拉应力载荷下,金属套管仍没有被拔脱,满足60 000 N要求。

图7 转向横拉杆杆体
3 结论
采用玻璃纤维复合材料进行转向横拉杆的设计,较金属件质量降低50%。通过CAE分析,10 mm壁厚方案的转向横拉杆仿真结果满足实际工况需求,能够达到总成强度要求。制作成品在93 000N拉应力下仍具有使用功能。
参考文件:
[1]王利军,董庆,阮士朋,等.汽车转向横拉杆用钢的研究及应用进展[J].特殊钢,2021,42(3):21-26.
[2]孙英达.汽车直拉杆整体成形工艺[J].机械,2004,31(2):43-44.
猜你喜欢
青少年科技博览(中学版)(2023年1期)2023-03-17 00:44:38
设备管理与维修(2022年21期)2022-12-28 07:34:30
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
皮革制作与环保科技(2020年13期)2020-03-17 07:12:20
上海建材(2019年4期)2019-05-21 03:13:04
制造技术与机床(2017年5期)2018-01-19 02:48:50
铁道机车车辆(2016年3期)2016-10-25 09:02:43
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年8期)2015-10-14 01:10:46
中国塑料(2015年5期)2015-10-14 00:59:40
