
毫米波波导器件精密制造工艺技术研究综述*
2022-04-25 07:57李敏
电子机械工程 2022年2期
李 敏
(中国电子科技集团公司第三十八研究所,安徽 合肥 230088)
引 言
毫米波波导器件是毫米波雷达的核心部件,具有尺寸小、精度高、表面质量优、工艺实现难度大等特点,微小的加工误差将会对波导电性能产生较大影响[1],因此,其精密制造工艺是保证波导性能的关键技术。近年来,在“需求引领”下,国内外学者针对毫米波波导器件的精密制造进行了大量研究,在保证尺寸精度、内腔质量、微波指标等方面取得了丰富的成果。由文献研究可知,毫米波波导器件的制造工艺方法多、应用范围广,但大部分文献重点关注单一技术或应用问题的解决,未能综合考虑波导器件的材料选择、结构特点、尺寸精度、加工数量、周期成本等要素,不利于工艺集成方案的全局最优设计和实现。针对该现状,本文对毫米波波导器件精密制造工艺技术进行了综述,定义了波导器件精密制造技术按照制造过程中器件体积变化情况的分类,阐述了毫米波波导器件各类工艺技术的应用研究情况,总结了各种方法的特点和适用范围,展望了技术的发展趋势,以期为毫米波波导器件精密制造工艺技术的深入研究和推广应用提供借鉴。
1 波导器件精密制造技术分类
各种毫米波波导器件在毫米波雷达系统中设计功能不同,结构形式有差别,相应的制造实现技术也不相同。从公开的文献资料来看,毫米波波导零件制造的方法非常多。以材料到产品的实现过程中工件体积变化特征[2]为主要分类标准,可以将制造技术分为减材制造、等材制造和增材制造三大类,如图1所示。有些工艺技术涉及到减材、等材和增材的复合应用,本文按照最关键环节所属类型进行分类。减材制造是工件制造过程中逐步去除材料的工艺,等材制造是工件体积受制造过程影响较小的工艺,增材制造过程与减材制造过程相反,是基于“离散-堆积”的原理进行材料累加的铺层、打印等方式的工艺。
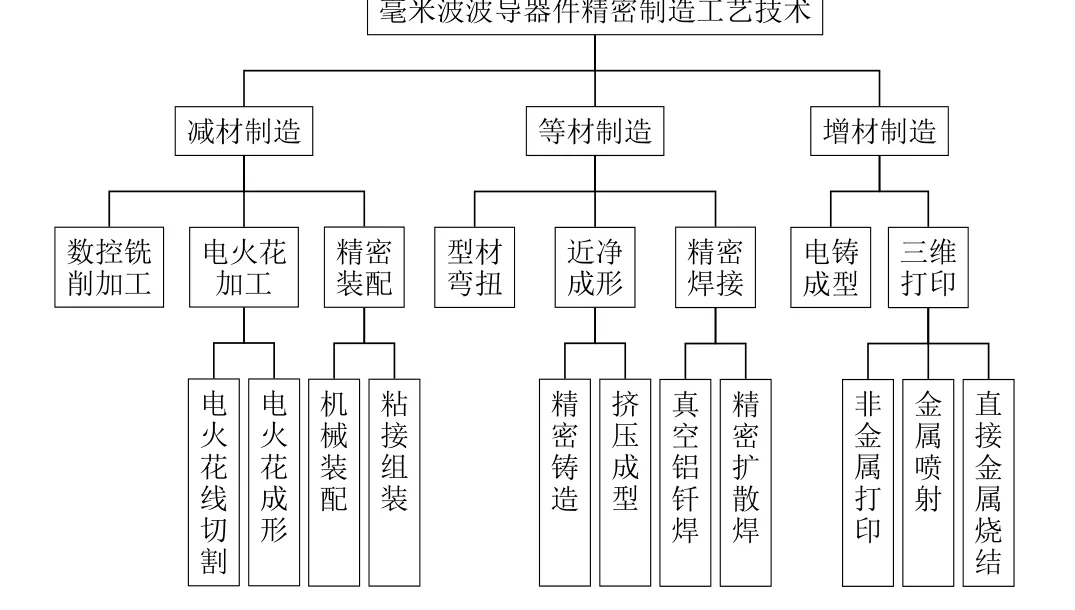
图1 毫米波波导器件精密制造工艺技术分类
2 减材制造工艺技术
2.1 数控铣削加工
数控铣削加工具有高精度、高效率、低成本等优势[3],能实现不同材料、一定复杂结构波导的加工,尺寸精度可达微米级(铣削公差等级可达IT7级),表面粗糙度优于0.1 µm。图2(a)为一种简单的同轴变换波导器件,整体采用数控铣削进行加工,铣刀加工不到的内腔拐角区域(圆角≤0.2 mm)采用插削或电火花等方式清角,无损去毛刺后整体电镀处理。该方法非常成熟,但对于小口径、变截面的复杂腔体,存在切削让刀、去毛刺和电镀难等共性问题。文献[4]针对馈电缝数控切削存在的让刀现象和扰度现象,建议尽可能缩短刀长,采用高转速、小切削量、快进给的切削参数,应用粗/精加工分开的工艺路线,以满足单个缝精度±0.02 mm、角度公差±1′的设计要求。针对去毛刺的难题,文献[5]采用超声波方法实现铝合金毫米波波导器件无损伤去毛刺,而黄铜材料塑性较高,毛刺与基体附着力强,超声去毛刺效果较差。相应地,文献[6]研究了高压水去毛刺方法,实现了毛刺完全去除,腔体锐边保持完好,毛刺去除效率比手工方法提高近40倍。为了保证小口径波导内腔能够获得均匀的镀层,文献[7]分析了影响镀层质量的主要因素,并结合表面处理过程控制、添加辅助阳极、改进电镀工艺等措施提出了新电镀工艺,大大改善了波导的耐蚀性能和传输性能。
2.2 电火花加工
电火花加工是利用火花放电时产生的腐蚀对材料进行尺寸加工的一种加工方法,通常包括电火花线切割、电火花成形加工等,可加工任意导电材料,尺寸精度优于0.01 mm,表面粗糙度优于0.8 µm,适用于加工结构特殊的薄壁结构零件。在电火花线切割方面,文献[8]针对大长径比波导型腔的线切割存在的口径不规则、加工断丝和腰鼓现象等问题,采用精确装夹、优化穿丝孔和腔体加工路径、分粗精加工等措施,实现±0.02 mm精度、0.01 mm对称度的设计要求。文献[9]针对脊矩过渡波导,采用黄铜材料,利用线切割加工锥面功能,整体一次装夹完成内腔加工,实现±0.03 mm精度、内腔0.8 µm粗糙度的设计要求。文献[10]采用慢走丝线切割加工多异型腔于一体,实现100 mm腔深、±0.02 mm尺寸精度、(1±0.05) mm壁厚、0.8 µm内腔表面光洁度的设计指标,零件如图2(b)所示。在电火花成形加工方面,由于电极在电加工过程中存在损耗,因此一般选择“粗加工→半精加工→精加工”的多道次加工方案。文献[11]针对栅控行波管中的栅网结构,实现了仅为0.05~0.15 mm的孔间筋宽。文献[12]针对多道次加工工艺及其经济性进行了分析研究。
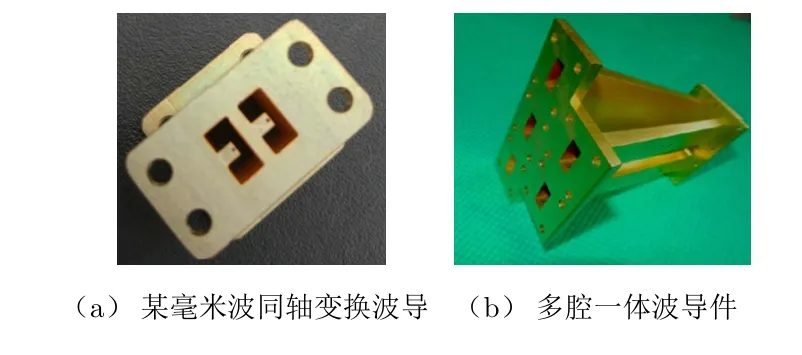
图2 基于减材制造方法实现的波导器件
2.3 精密装配
针对无法整体制造或整体制造难度大的波导结构,可以采用合理分型设计、减材加工后螺装、胶接等方法制造,但装配结构需要的空间会影响毫米波雷达的整体布局。文献[13]针对某毫米波系统中8 mm转子体加工的工艺技术难点,采用黄铜材料,从深窄的环形槽处将结构一分为二,进行分体加工,再采用过盈压配合的方法合二为一,实现了0.035 mm的尺寸精度。文献[14]针对由600多根壁厚仅为1 mm的矩形直铝波导单元组装而成的520 mm×620 mm×450 mm波导透镜的制造难题,采用精密粘接工艺,实现了透镜组装平行度小于0.1 mm,径向尺寸累积误差小于0.5 mm。通过机械连接或粘接连接制造的波导器件虽然工艺相对简单,但在总体重量、强度、空间布局、环境适应性、表面处理等许多方面难以满足设计要求。
3 等材制造工艺技术
3.1 型材弯扭
弯扭成形是使用定制的波导管型材,利用金属材料的塑性变形,设计制造专用弯扭模及工装夹具,在压力机上完成折弯或扭弯成形的一种加工方法。该方法适用于等截面波导零件的成形(见图3(a)),弯曲半径不宜过小,两端通过焊接法兰盘来形成装配结构。根据相关试验[15],口径≥8 mm的矩形波导不宜采用空心扭弯工艺,空心扭弯后内截面变形严重。为了保证型材截面的形状尺寸,一般会在波导内填充材料。一类填充材料在成形后需要抽取出来,如弹簧钢片、聚四氟乙烯等芯条,另一类是成形后可熔掉的材料,如低熔点合金、松香、石蜡等。文献[16]采用0.3 mm厚的高强度65Mn钢带,叠齐塞入波导管内,将弯波导内径尺寸误差控制在0.2 mm以内。文献[15]采用活动模芯替代钢带,当填充材料与波导腔体的装配公差在0.02 mm内时,畸变量最小。此外,合适的热处理工艺也可以改善成形质量,文献[17]提供的试验结果表明,针对8 mm口径矩形波导管,应用聚四氟乙烯芯条填充,采用合适的热处理工艺,口径变化量可以控制在0.03 mm。文献[18]针对波导在弯曲成形过程中必然存在的截面变形情况,采用加工试验和仿真分析的方法得到如下结论:在7~18 GHz范围内,即使横截面线性变形量达到0.8 mm,只要中间弯曲部分变形均匀、光滑渐变,对驻波比和相位等的影响并不明显;将变形量控制在一定范围内,截面均匀渐变对波导管电性能的影响有限,在实际工程中可以设定一个恰当的允许数值进行控制。
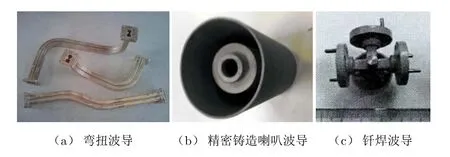
图3 基于等材制造方法实现的波导器件
3.2 近净成形
近净成形技术是指波导成形后,仅需少量加工或不再加工,就可用作功能件的成形技术,该项技术包括精密铸造成形、精密塑性成形等专业技术。精密铸造工艺可以成形各种复杂波导构件,尺寸精度和表面粗糙度高,且无拔模斜度和拔缝,适用于大批量生产,电气性能一致性好。文献[19]采用ZL402材料、液态蜡料压制的蜡模、配比改进的石膏混合料以及优化的浇注工艺参数,得到了尺寸精度优于±0.05 mm、内腔表面粗糙度Ra优于1.6 µm的8 mm波导弯头。文献[20]针对双十字轴波导器件采用整体砂型铸造工艺实现了双十字轴内腔通道水平误差不大于0.05 mm,内腔表面光洁度优于3.2 µm。波导内腔壁上一定的渗透深度层(层厚与材料系数、电磁波频率等有关)的质量直接影响微波的传输效率,而铸造工艺形成的内腔表层的光滑过渡、无各向异性的合金组织细晶区对电气性能的提高有显著作用。文献[21]提出,凹凸不平的铸造截面棱角不分明,而机加工截面呈现锐齿形,在加工表面的粗糙度相同的情况下,采用铸造成形方法的传输效率更高。图3(b)为利用石膏型壳精密铸造成形的喇叭波导,工件的最小壁厚为1 mm,表面粗糙度优于3.2 µm。精密挤压成形是一种高效低成本、少(无)切削、高精度的塑性成形技术,挤压生产过程对原材料质量、设备、工模具和工艺的要求相当严格,可以实现尺寸精度优于±0.04 mm,表面质量Ra优于0.8µm,最小壁厚为0.4 mm[22]。文献[23]基于2A12铝合金棒料,采用精确温挤压技术,制造了一种微小型毫米波波导器件,表面光洁度高。
3.3 精密焊接
精密焊接技术是将封闭的波导内腔按照其内部几何形状进行拆分,分解成两个或两个以上的部件,每个部件制造后,再通过焊接方法形成最终所需要的波导器件。比较成熟的精密焊接方法包括真空铝钎焊(图3(c)为某钎焊波导)、扩散焊等。文献[24]经过研究得到结论:随着钎焊圆角增大,波导性能变差,钎焊时应使钎料堆积圆角尽可能小;避免未焊透缺陷,窄细筋壁结构处更易形成未焊透缺陷;采用较大钎焊压力和较薄钎料有利于保证波导内腔质量,钎料宽度对内腔质量影响较小。文献[25]针对毫米波构件的高精度技术要求,在分析构件结构特征的基础上设计了合适的真空钎焊焊接工装,通过试验制定出详细的钎焊工艺,实现了口径尺寸变化控制在±0.02 mm以内,焊缝内圆角控制在0.3 mm以内,构件在0.12 MPa气压下保持15 min无泄漏,在一定程度上解决了尺寸变形大和焊缝圆角难以控制的难题。文献[26]针对高精度毫米波缝隙波导天线,通过选择与3A21铝合金材料匹配的0.05 mm厚铝硅镁焊片,优化焊接工艺参数及共形加载工装,实现了整体平面度不大于0.05 mm,单层焊料残余精度控制在±0.01 mm以内,焊缝圆角半径不大于0.1 mm,获得了小于1.5的低驻波比。文献[27]针对某LD31铝波导的电测驻波系数超出设计要求的异常现象,定位到器件材料晶界腐蚀的微观组织缺陷,对钎焊工艺进行了优化,同时将化学清洗时间缩短为10~15 s,经显微镜观察,未发现晶界腐蚀现象。扩散焊是将焊接件紧密贴合,在一定温度和压力下保持一段时间,使接触面之间的原子相互扩散形成连接的焊接方法。与钎焊相比,扩散焊具有无需焊料、焊件的精度更高、耐腐蚀性能好、接头强度等于基本金属强度等优势。文献[28]应用扩散焊工艺将25层0.2 mm厚铜箔成形为一个整体器件,各层铜箔上的细微图案由刻蚀工艺获得,最小圆角半径是所用铜层厚度的一半。
4 增材制造工艺技术
4.1 电铸成形
与一般机加工方法相反,电铸工艺基于金属离子阴极电沉积原理复制零件,由于离子尺寸极小,其零件的复制精度和尺寸控制精度可达亚微米级甚至更高[29]。目前具有工业应用价值的电铸材料主要有铜、镍、铁等[30]。文献[31]采用铝芯模电铸出毫米波波纹喇叭,精度达±0.02 mm,粗糙度优于0.8 µm,芯模采用温度70°C~80°C的10%氢氧化钠溶液浸泡溶解除去。文献[32]先通过精密加工得到电铸铝芯模,随后得到电铸厚层镍,最后溶解铝芯模得到波纹喇叭,并用该工艺制作了频率达到1.25~1.57 THz的波纹喇叭(如图4(a)所示)。文献[29]使用电铸工艺在机加铝芯模上电铸了毫米波缝隙天线,模芯、法兰和电铸工装实行一体化设计。在电铸过程中,由于晶粒异常长大、阴极析氢、电场分布不均等原因,外型面易产生结瘤、麻点等缺陷和电铸层厚度不均匀的问题,而且缺陷和壁厚差一旦产生就很难消除,并随着沉积层不断生长而迅速加剧;目前只能后续利用机械车铣和抛磨来消除缺陷和壁厚差,以达到外型面的表面质量和尺寸精度要求;对于壁厚为数毫米的零件,需要经过多次停机整平才能达到壁厚要求[30]。针对电铸层较脆、韧性差的问题,文献[33]研究了一种波导组件的电铸成形方法,通过选择合适的电镀液、镀铜添加剂以及镀铜条件,可以得到结晶细致、组织致密、韧性好的电铸层。此外,针对高频段的波导腔体,退芯处理、接触面积过小、腐蚀芯模的周期过长也是需要解决的问题。
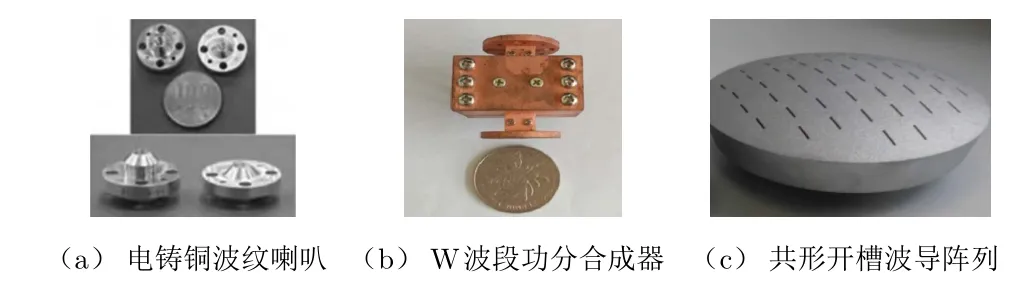
图4 基于增材制造方法实现的波导器件
4.2 三维打印
三维打印是通过“离散-堆积”使材料逐点铸层累积叠加形成三维实体的技术。对于成形精度要求高、结构设计较为灵活的波导器件,三维打印的出现使其摆脱了传统制造工艺的束缚,更多结构复杂、性能优异的器件因此得以实现[34]。波导器件三维打印的方法一种是采用“非金属三维打印和内腔金属化”的技术路径间接实现波导。文献[35]设计了基于三维打印的波导缝隙天线阵列,结合增材制造与金属电镀来修改槽阵列结构,以快速响应频率、增益和倾斜角度的要求。文献[36]研究了采用非金属打印+表面金属化模式加工的W波段波纹喇叭天线,采用立体光固化成形技术,波导内部的金属化通过化学镀镍和电镀铜工艺完成,它在大部分频带和主波束模式下的回波损耗<−20 dB,性能良好。文献[37]采用类似方法获得的W波段功分合成器如图4(b)所示,该器件的镀铜层有10 µm厚,大于5倍趋肤深度,镀铜层带来的腔体体积变化在待打印的电子模型中预先进行了结构补偿。文献[38]针对工作在77 GHz的喇叭天线,利用喷射金属技术直接优化天线性能,是一种在室温和环境压力下使用的新型直接电镀技术,在几秒钟内就可实现银薄膜对非导电表面的金属处理。另一种波导器件三维打印方法是采用金属三维打印技术直接实现波导。常见方法通过激光束熔化AlSi10Mg粉末逐层制造部件,如文献[39]使用金属材料直接增材制造出波导馈电天线阵列,其工作频率为14~16 GHz;文献[40]介绍了一种工作在12~18 GHz的共形开槽波导天线阵列,如图4(c)所示,实现快速原型评估。如果电磁元件表面粗糙度的幅值大于趋肤深度,其性能将显著降低[41]。文献[42]指出,应用这种金属增材制造工艺打印出的微波器件表面平整度很差,对于复杂结构的后续精加工是研究者们面临的一大难题。波导内壁的粗糙度越差,波导传输损耗越大。针对小口径波导,常用的内部填充磨料微粒的超声波震动法和电镀银降低粗糙度方法存在一定的局限性,如超声波法灌注磨料困难、镀银法需加辅助阳极等。文献[43]提出一种化学腐蚀抛光提高铝波导内腔表面质量的工艺方法,波导损耗得到大幅改善。文献[44]认为,三维打印面临的一个主要挑战是技术本身的制造参数,如几何公差、表面粗糙度和材料性能,这些都直接影响波导器件的性能,若这些参数得到改进,三维打印技术将会得到快速发展。文献[45]通过尺寸微小的均匀铝微滴逐点逐层堆积,成形出尺寸微小、壁薄、外形复杂的铝合金波导件,利用可溶性型芯可有效保证微小铝合金波导件的内腔形状和尺寸精度。
5 精密制造技术分析和展望
几十年来,伴随着机械工程技术、电子技术、自动化技术、信息技术等多种技术的快速发展,各种精密制造工艺得到了快速发展和应用,实现的尺寸精度、表面质量等指标直接作用于毫米波波导器件的微波性能,贡献突出。技术分析和展望主要体现在以下4个方面。
1)根据波导对象的频率、材料、结构、尺寸精度、加工数量、周期成本等具体需求,选择合理、先进、可靠的工艺方法。各种波导器件精密制造技术的对比情况见表1。其中,基于模具的方案适合批量高效制造,基于三维打印的方法适合快速验证响应。
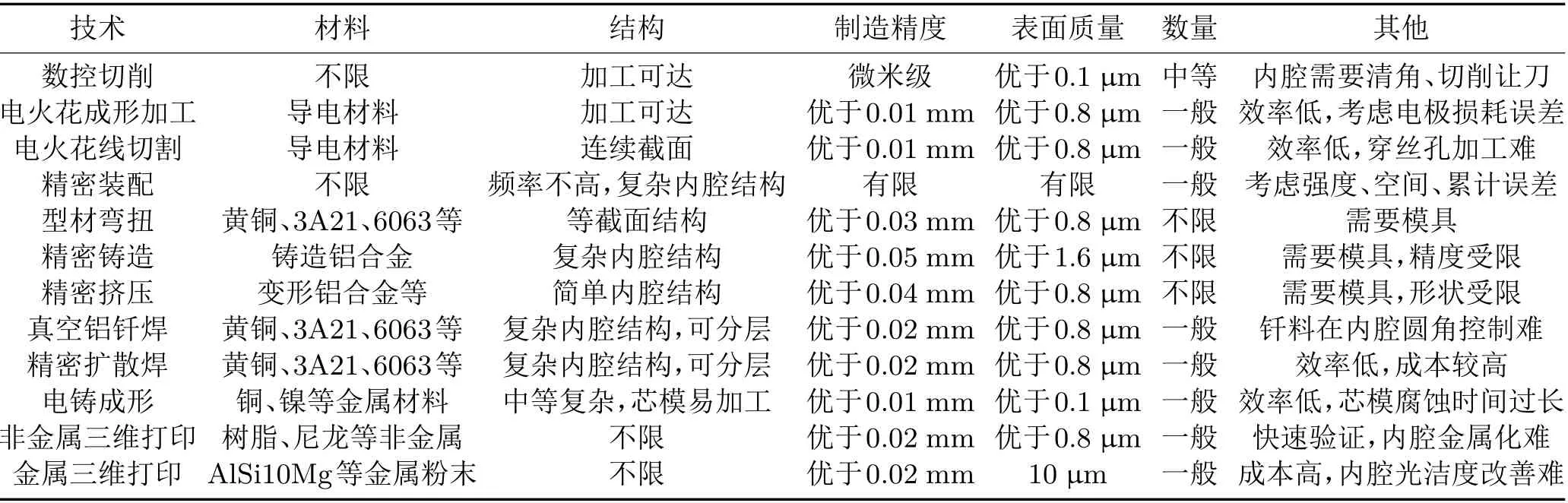
表1 波导器件精密制造技术对比
2)大部分属于集成工艺技术应用,除了毫米波波导内腔的形状制造,还需要综合工艺设计特性和加工过程的过程特性需求,综合解决诸如多工序加工过程基准保证、低应力制造、无损去毛刺、可靠电镀等工艺技术问题。
3)与减材和等材制造相比,属于增材制造的三维打印仅有几十年的发展历史。从制造原理来看,三维打印对形状和材料没有特别要求,是一种理想的微小型复杂波导制造手段,但要进一步扩展其在毫米波甚至更高频段器件的应用空间仍存在一些有待解决的问题。目前可打印制备的金属材料种类有限,对其只有力学性能研究,缺少电特性研究。基于金属材料的打印质量还不够理想,无论精度、质量还是成本仍难以与传统工艺相比。
4)对于毫米波甚至更高频段的器件,微小的尺寸误差可能导致频率、带宽、损耗等指标发生质的变化。有些文献对微波特性与结构、工艺指标之间的影响关系进行了研究,提出了一些有价值的工程应用数据和规律,但还需要进一步研究,特别是基于特定工艺技术的工艺性结构优化设计带来的影响,与波导器件的灵活设计、可制造性、成本周期等密切相关。
6 结束语
在“需求引领”下,国内外学者围绕毫米波波导器件精密制造工艺技术开展了大量研究工作,本文针对该主题进行了综述和分析,综合评价了波导器件精密制造技术的材料选择、结构特点、尺寸精度、加工数量、周期成本等要素,为系统方案的全局最优设计和实现提供了有益借鉴。同时,从制造原理来看极具工程应用前景的属于增材制造的金属三维打印等技术,受限于材料、工艺、装备、应用等方面的水平,仍是相对欠缺的方面,还需要积极发挥“技术驱动”能动性,有针对性地开展相关基础研究,使其得到稳步发展,未来必将推动和促进高性能毫米波波导器件以及毫米波雷达产品的研制生产。
猜你喜欢
钣金与制作(2022年5期)2022-06-09
中国应急管理科学(2022年1期)2022-04-18
光子学报(2022年1期)2022-02-22
科技研究·理论版(2021年1期)2021-09-10
考试与评价·高一版(2020年2期)2020-10-29
光学仪器(2017年4期)2017-09-12
滇池(2017年5期)2017-05-19
少年科学(2015年3期)2015-04-08
电子世界(2004年4期)2004-07-26
