焊缝宽度对碳钢对接接头残余应力分布的影响
2022-04-22 09:52刘振雄张光凯马春伟吴全龙
轻工机械 2022年2期
刘振雄,张光凯,马春伟,吴全龙
(1.上海工程技术大学 材料工程学院,上海 201620;2.上海华理安全装备有限公司,上海 201108)
焊接是一个热密集型的过程,它会改变材料的局部性能(组织、硬度和屈服强度等),并引入焊缝缺陷、应力集中和残余应力等问题,焊接结构的疲劳性能都会因此而受到影响[1-3]。焊接技术使钢结构的连接简单方便,但由于几何不连续,焊接缺陷和残余应力等的出现,尤其是在循环加载下,焊缝部位容易成为结构的裂纹萌生点继而引发疲劳断裂。
很多学者研究了焊接结构中残余应力的影响,发现当焊接构件中拉伸残余应力减小时,可以提高焊接结构的疲劳寿命和疲劳强度,甚至在焊接接头区域引入残余压应力也是有益的改善措施[4-6]。Fei等[7]考虑焊件尺寸的影响,模拟出焊缝处的残余应力,发现焊件尺寸对焊缝的局部应力分布有一定的影响。Wang等[8]研究发现焊接顺序对H型接头内残余应力分布影响较小,但对腹板内残余应力分布影响较大。周建新等[9]对焊接薄板尺寸效应进行了探讨, 发现过渡板宽度和长度会改变焊接残余应力。
课题组利用ABAQUS软件建立了Q235A钢对接焊接残余应力有限元模型,采取“生死单元”方法模拟仿真熔滴填充焊缝的过程来达到多层焊目的,采用顺序耦合方法对焊接应力场进行数值分析。其中通过FORTRAN语言编写的子程序来达到电弧摆动效果。焊接时不开坡口,也不考虑焊趾处的应力集中,重点研究焊缝宽度对焊缝和热影响区域局部高温而生成的残余应力的影响。
1 试验
1.1 试样
平板焊接接头的母材为12 mm厚的低碳钢板Q235A,焊接金属采用高强度低合金钢焊条JM56,其力学性能和化学成分如表1和表2所示。装配时在起弧和收弧处分别焊接固定块,窄间隙焊缝底部焊接引弧板。采用辅助板固定焊接板的两侧,避免焊接过程中过度弯曲变形。焊接方法采用窄间隙摆动电弧焊,该方法有利于焊接接头的侧壁融合。其中,5和10 mm焊缝宽度均为单层焊,焊接电流200.0 A,焊接电压20.0 V,焊接速度2.5 mm/s;15和20 mm焊缝宽度为双层焊,焊接电流250.0 A,焊接电压28.0 V,焊接速度2.5 mm/s。图1和2所示为焊缝宽度10 mm的对接接头试件及其几何尺寸示意图。

表1 材料力学性能

表2 材料化学成分

图1 对接接头

图2 试验工件几何尺寸
1.2 残余应力测量
残余应力的测量方法可分为物理方法和机械方法。物理方法包括x射线法和超声波法等,其优点是不会对构件产生破坏[10];而机械测试方法如钻孔法(盲孔法),简洁明确,但会对构件造成破坏性损伤。
焊接残余应力测试点如图3所示,一共有8个测试点,分别处在焊缝区域、热影响区域和母材区域。

图3 残余应力测试点分布
2 有限元分析
2.1 有限元模型
利用ABAQUS有限元软件平台,建立了Q235A钢对接焊接残余应力有限元模型。首先,计算了给定焊接条件下的温度场;随后,将各单元节点的温度数据作为加在模型中的载荷来计算残余应力。有限元模型如图4所示,模型长宽、厚度以及焊道的起弧位置与实际焊接接头完全一致。在进行网格划分时,为了提高工作效率,从焊缝到母材边缘区,采用过渡网格划分方法,网格由密集变稀疏。4种模型的单元数、节点数和单元类型如表3所示。采取“生死单元”方法模拟仿真熔滴填充焊缝的过程来达到多层焊目的[11]。
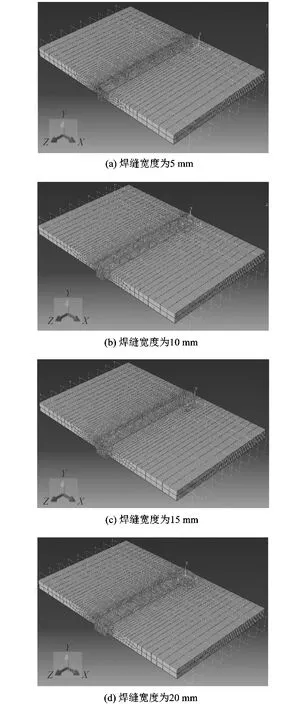
图4 有限元模型

表3 模型网格类型
2.3 热源模型
热力耦合和顺序耦合是焊接应力场数值分析中最常采用的2种方法。直接耦合是利用ABAQUS的温度位移耦合模型,一次分析计算直接得到焊接的温度场及应力场;顺序耦合是分别建立温度场及应力场2个数值分析模型,单独计算温度场及应力场。本文中研究焊接过程采用热力耦合方法建模,热分析采用Goldak提出的双椭球热源对焊接加热过程进行了模拟[12-13],并采用ABAQUS DFLUX用户子程序对其沿焊接方向的运动进行了建模,利用FORTRAN语言编写的子程序来模拟摆动电弧焊得到对接接头。
前半椭球热源:
(1)
后半椭球热源:
(2)
式中:q是热流密度;Qf和Qr是热源能量;af,ar,b和d是椭球的半轴长度,彼此独立;f1和f2分别表示第1和第2半椭球面的能量分布系数。
为了考虑热损失,对流和辐射都被考虑在内。
焊接过程中存在对流和辐射,分别遵循Newton和Stefan-Boltzman定律:
qc=-hc(Ts-T0);
(3)
qr=-ε0σ0[(Ts+273)4-(T0+273)4]。
(4)
式中:qc表示热对流换热系数;qr表示热辐射系数;hc=10 W/(m2·K-1)为传热系数;Ts,T0分别为表面温度和环境温度;ε0=0.9,为辐射率;σ0=5.67×10-8W·m-2·K-4为玻尔兹曼常数。
2.3 热分析
有限元模型中的传热在焊接过程中遵循基本控制方程:

(5)

热向量q遵循非线性各向同性傅里叶热流本构方程:
(6)
式中k是随温度变化的导热系数。
3 结果与分析
3.1 残余应力分布
图5所示为4个对接接头在不同焊缝宽度下的纵向残余应力分布云图。可以发现,在给定的情况下,平板对接接头模型左右两边残余应力分布几乎是相同的。这主要是因为对接接头空间形状对称,对接焊接时采用了相同的焊接参数。
对比图5中的应力云图可知,焊缝宽度对对接接头纵向拉伸和压缩残余应力略有差异。4种情况下残余应力的纵向分布相似,拉伸残余应力主要集中在焊缝区以及热影响区,焊缝中心处的拉伸残余应力达到峰值,超过焊缝材料与母材的屈服强度;在远离焊缝的同时,拉伸残余应力逐渐变为压缩残余应力,在母材边缘处趋近于零。这是因为在窄间隙摆动电弧焊过程中,焊丝和母材经历了快速加热和快速冷却的过程。
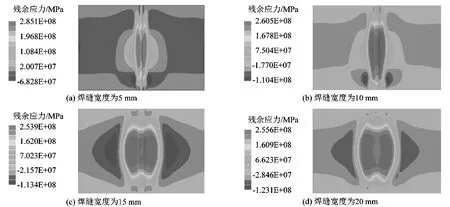
图5 纵向残余应力分布
图6比较了4种情况下的横向残余应力分布结果。在焊缝中,横向残余应力具有较低的拉应力。在焊缝相邻2边,即热影响区会有2个高拉应力区。在远离焊缝的同时,拉应力逐渐降为0,并向压缩方向转变。对比图5的应力结果可以得出焊缝宽度对横向残余应力分布的影响比纵向残余应力分布的影响更显著。这是因为垂直于焊缝方向的横向约束比平行于焊缝方向的横向约束小得多,所以横向应力对焊缝宽度更为敏感。其影响因素主要是拉应力区域的范围和残余拉应力的大小。

图6 横向残余应力分布
3.2 实验结果与仿真结果比较
图7所示为利用钻孔法获得残余应力的测量设备,测量结果如图8和图9所示。由图8和图9可知,模拟残余应力计算数值与试验结果的分布趋势基本吻合,说明该模型的建立是具有可行性的。由图8可知:焊缝宽度对沿路径1纵向残余应力分布的影响较小;横向残余应力和纵向残余应力呈对称分布;4种焊缝宽度在焊缝中心50~100 mm处存在一个稳定的高拉应力区,最大纵向残余应力值非常接近,分别为240,249,239和238 MPa,均超过了焊缝的屈服强度230 MPa,而在起弧和收弧处都逐渐降为0;与纵向残余应力不同,图8(b)显示焊缝宽度对横向残余应力分布有显著影响,最大残余应力是在接近于起弧和收弧区域,表现为压缩残余应力,其中5和20 mm对接接头残余应力最大;在距焊缝中心50~100 mm处,4种焊缝宽度下的残余横向应力值差异较大,5和10 mm焊缝宽度的横向残余应力趋近于0,15和20 mm焊缝宽度的横向应力表现为较小的拉伸残余应力。

图7 钻孔法测量残余应力

图8 残余应力沿路径1分布
图9所示为沿路径2的残余应力分布情况。在4种焊缝宽度下,焊缝起弧和收弧处均表现为压缩残余应力,焊缝中心处则为拉伸残余应力。5 mm焊缝宽度的纵向残余拉伸应力最高,这是因为焊枪的摆动半径接近甚至超过焊缝宽度,使得该区域的温度不均匀。20 mm对接接头焊缝中心横向残余应力达到屈服强度级别,这说明残余应力大小与焊缝宽度具有密切相关性。
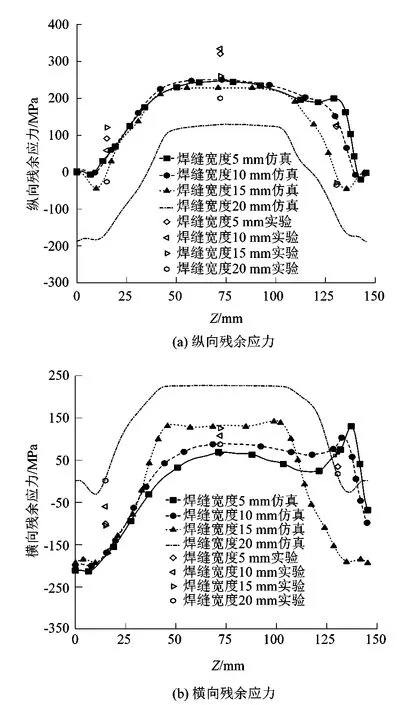
图9 残余应力沿路径2分布
从图10可以看出,残余应力沿路径3方向的分布与焊缝宽度密切相关。在4种焊缝宽度下,焊缝宽度为15 mm对接接头的纵向残余应力较小且较稳定,有利于接头的力学性能。即使是在焊缝处和热影响区也小于90 MPa,该级别应力不影响接头强度。5 mm对接接头横向残余应力在熔合区和热影响区表现为压缩应力,数值较大,接近焊缝的屈服强度230 MPa,不利于焊缝的强度。
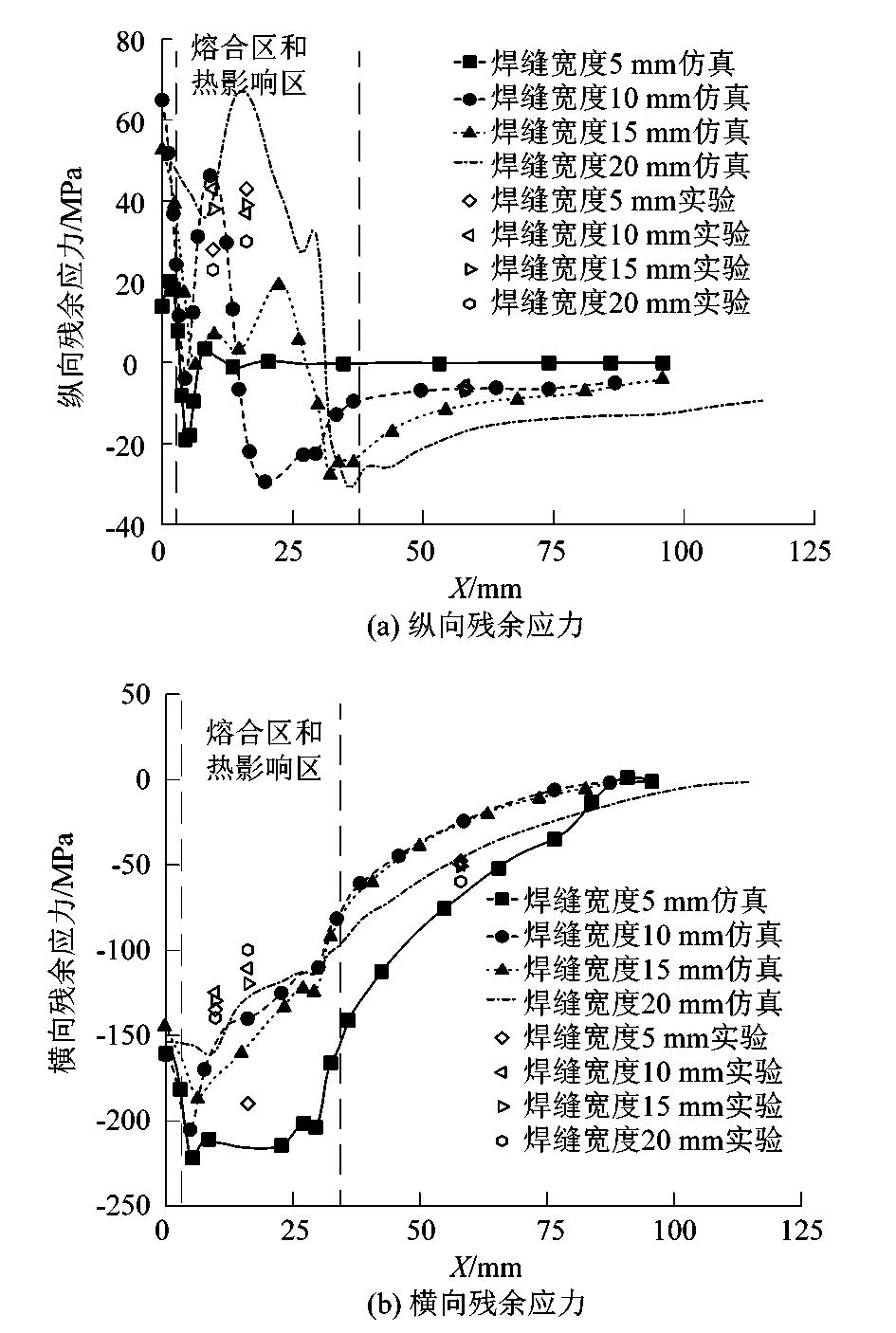
图10 残余应力沿路径3分布
从图11可以看出,在4种焊缝宽度下,残余应力的纵向和横向分布趋势基本一致。各对接接头残余应力先是在热影响区达到一个峰值,5 mm焊缝宽度纵向残余应力达到252 MPa,20 mm焊缝宽度纵向残余应力达到262 MPa,纵向残余应力峰值随焊缝宽度的增加而增大,只有15 mm焊缝宽度的纵向残余应力峰值小于屈服强度。

图11 残余应力沿路径4分布
4 结语
课题组建立了一种利用双椭球摆动热源进行窄间隙焊接的平板对接模型,利用焊缝非线性热弹塑性有限元法计算表明残余应力与试验吻合较好,证明提出的模型具有可行性。通过数值模拟分析发现:随着焊缝宽度增大,对接接头高拉应力区宽度和最大拉应力值随之变大;从控制焊接残余应力的角度出发,建议在Q235A型对接接头的制作中采用15 mm焊缝宽度。
后期工作,应着重研究焊缝宽度改变对残余应力分布的影响,进而探究对接接头疲劳寿命的变化规律,从而为焊接结构疲劳寿命的预测提供参考。
猜你喜欢
北京大学学报(自然科学版)(2022年4期)2022-08-18
理论与创新(2020年11期)2020-07-26
安徽理工大学学报·自然科学版(2016年1期)2016-12-14
人生十六七(2015年5期)2015-02-28
科技视界(2013年15期)2013-07-07
销售与市场·管理版(2009年21期)2009-09-03