转向节锻件枝丫结构淬火裂纹形成机理
2022-04-19 09:07武建祥屈志远代合平彭海军
金属热处理 2022年4期
杨 杰, 汪 西, 周 杰, 武建祥, 屈志远, 代合平, 彭海军
(1. 湖北三环锻造有限公司, 湖北 襄阳 441700;2. 重庆大学 材料科学与工程学院, 重庆 400044; 3. 重庆杰品科技股份有限公司, 重庆 401329)
42CrMo钢属于中碳低合金高强度结构钢[1-3],常用于制造汽车转向节。转向节是汽车上安全等级较高的关键零部件,承受复杂多变的冲击载荷,要求具有较高的综合力学性能。随着节能环保要求的不断提高,转向节向着轻量化、结构和功能精细化方向发展,这就造成转向节锻件拔模斜度小、各部分之间过度圆角小,结构尺寸变化大的特点[4]。由于转向节锻件结构差异大、淬火条件苛刻等原因,常常导致转向节锻件淬火后出现裂纹。
以某商用汽车转向节为例,原材料为42CrMo钢,其生产工艺流程为锻造—切边—调质—机加工;技术要求为锻件轴部距表面15 mm处抗拉强度为900~1100 MPa,伸长率≥12%。该转向节裂纹常常出现在调质之后,若采用普通PVP淬火剂进行淬火,则锻件的淬透层深度太浅,回火后的力学性能无法满足使用要求,因此需要采用淬火烈度更高的淬火剂进行淬火。PAG水基淬火剂的淬透性能介于水和油基淬火剂之间,所以采用PAG淬火剂对该转向节进行淬火,从而满足转向节锻件特定检测位置处的力学性能要求[5-6]。本文通过对该型号转向节锻件的宏观结构和裂纹区域微观组织进行分析,结合锻造、淬火工艺过程的数值模拟,着重研究了该型号转向节锻件在淬火过程中产生裂纹的原因。
1 转向节锻件淬火裂纹
1.1 转向节锻件结构
图1为某转向节锻件的三维结构,其杆部长210 mm,杆部上面连接两个“耳朵”结构,分别称为高耳和低耳,高耳高120 mm,低耳高85 mm。高耳和低耳旁边分别连接1个和2个“枝丫”结构,为了加以区分,将高耳旁边的“枝丫”称为单枝,低耳旁边的“枝丫”称为双枝,单枝长100 mm、宽45 mm、高41.6 mm,双枝长70 mm,宽度、厚度与单枝相同。分析该转向节锻件结构,发现耳朵与枝丫的过度圆角为R10 mm,两部分在结合处的几何形状变化大。
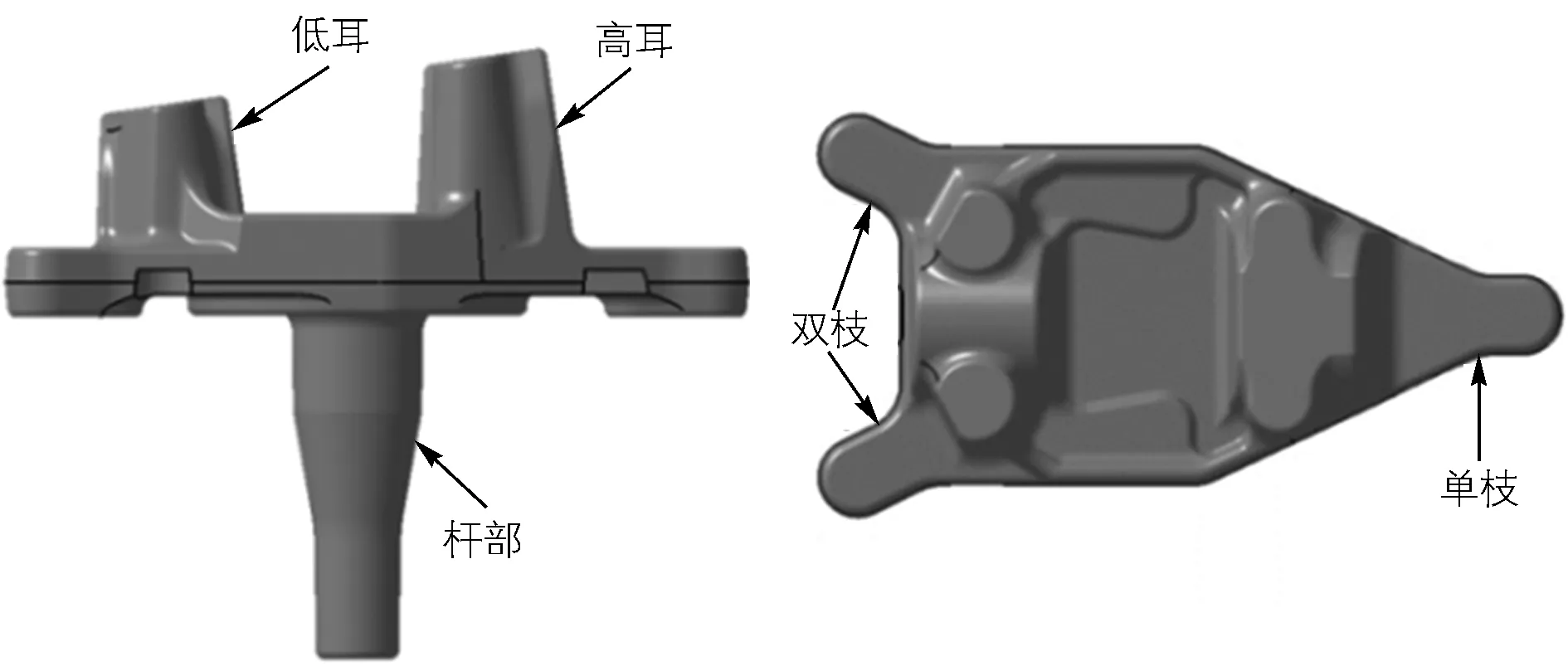
图1 转向节锻件的三维结构Fig.1 3D structure of the steering knuckle forging
1.2 淬火裂纹位置及宏微观形貌
实际生产中,该转向节锻件采用PAG水基淬火剂,利用锻后余热进行淬火,淬火设备为连续淬火炉。淬火工艺如图2(a)所示,转向节锻造、切边后放入连续淬火炉,经820 ℃和840 ℃两个温度区间保温140 min 后进行淬火。淬火后常常在转向节锻件单枝处出现裂纹,如图2(b)所示,裂纹一共有两条:一条与单枝长度方向平行,称为纵向裂纹;另一条出现在高耳与单枝结合圆角根部,大致与单枝长度方向垂直,称为横向裂纹。
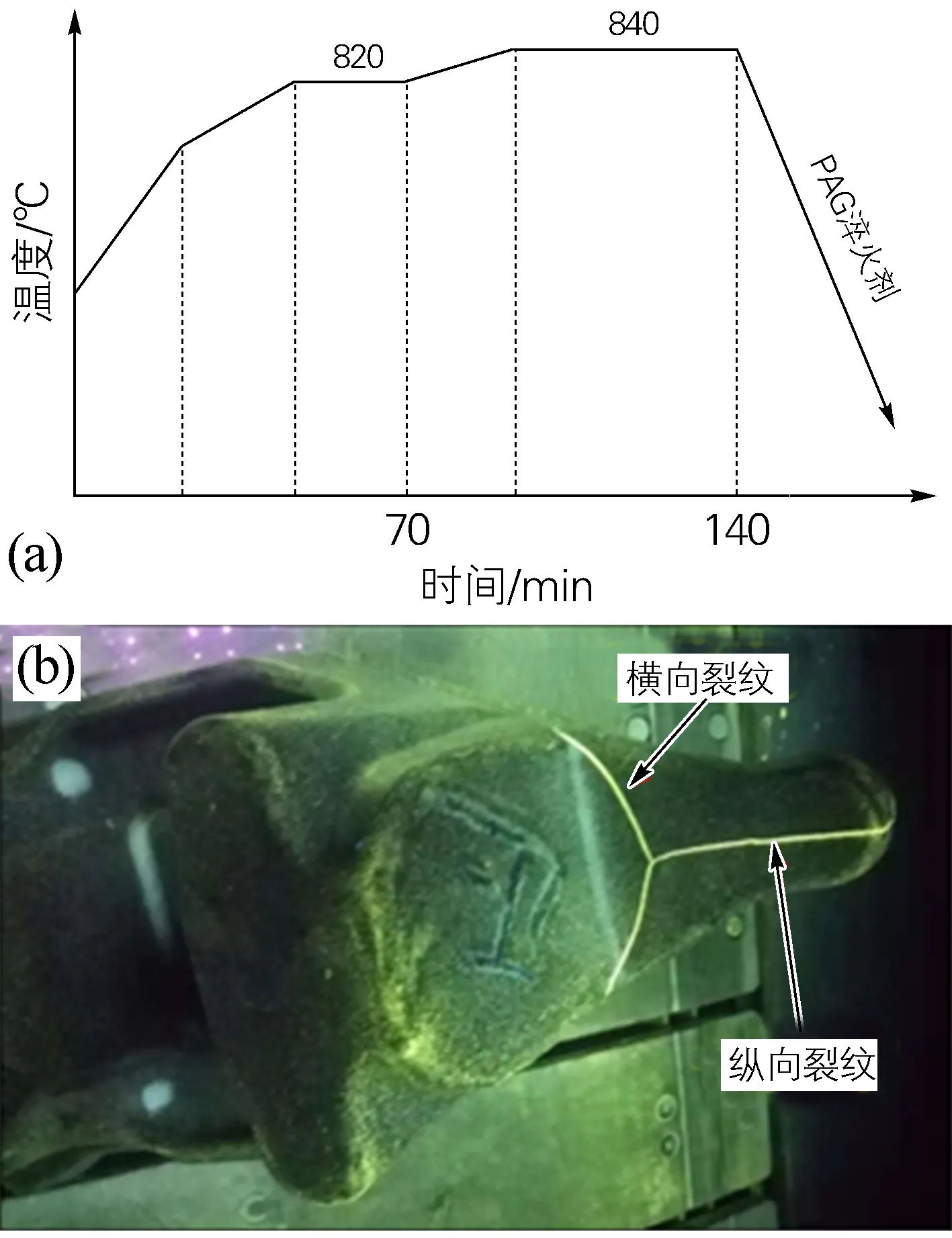
图2 转向节锻件淬火工艺(a)与淬火后裂纹出现位置及形状(b)Fig.2 Quenching process(a) and quenching crack positions and shapes(b) of the steering knuckle forging
图3为转向节锻件单枝纵向裂纹的宏观形貌,可见,裂纹在表面扩展方向的长度约为45 mm,在深度扩展方向上的最深处约10 mm;裂纹末端尖锐,整个裂纹宽度较小,裂纹末端尖直,与典型淬火裂纹结构非常相似。
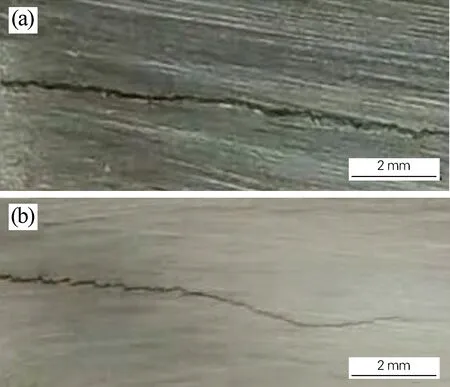
图3 转向节锻件单枝纵向裂纹的宏观形貌(a)表面扩展方向;(b)深度扩展方向Fig.3 Macromorphologies of longitudinal crack at single branch of the steering knuckle forging(a) surface propagation direction; (b) depth propagation direction
图4为转向节锻件单枝纵向裂纹沿深度方向的微观形貌。由图4(a)可见,在距离裂纹约2 mm处观察到呈黑色弯曲线条形状的非金属夹杂,锻造使原材料中的金属夹杂发生了弯曲。由图4(b)可见,在裂纹附近观察到呈曲折线条形状的非金属夹杂,夹杂长度方向与裂纹表面扩展方向大致相同,夹杂具有明显的方向性。根据GB/T 10561—2005《钢中非金属夹杂物含量的测定 标准评级图显微检验法》进行分析可知,图4(a)中的夹杂端部呈圆角,为A类硫化物类粗系夹杂,夹杂长度约为300 μm,夹杂等级为1.5级;图4(b)中的夹杂端部尖锐,为C类硅酸盐类粗系夹杂,夹杂长度约为500 μm,夹杂等级为2.5级。
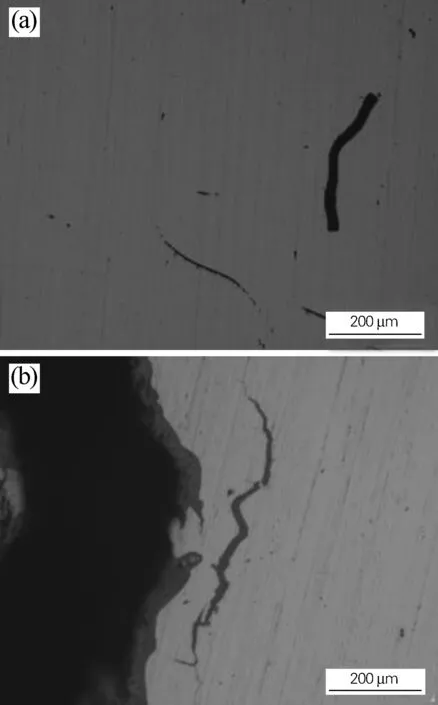
图4 转向节锻件单枝纵向裂纹的微观形貌(a)距裂纹2 mm处;(b)裂纹附近位置Fig.4 Micromorphologies of longitudinal crack at single branch of the steering knuckle forging(a) 2 mm from the crack; (b) vicinity of the crack
图5为转向节锻件单枝纵向裂纹的显微组织。可见,在裂纹表面扩展方向和深度扩展方向上的显微组织均为回火索氏体+少量铁素体,根据GB/T 13320—2007《钢制模锻件 金相组织评级图及评定方法》评定显微组织等级为3级,且裂纹处无氧化脱碳,可确定该裂纹为淬火裂纹。
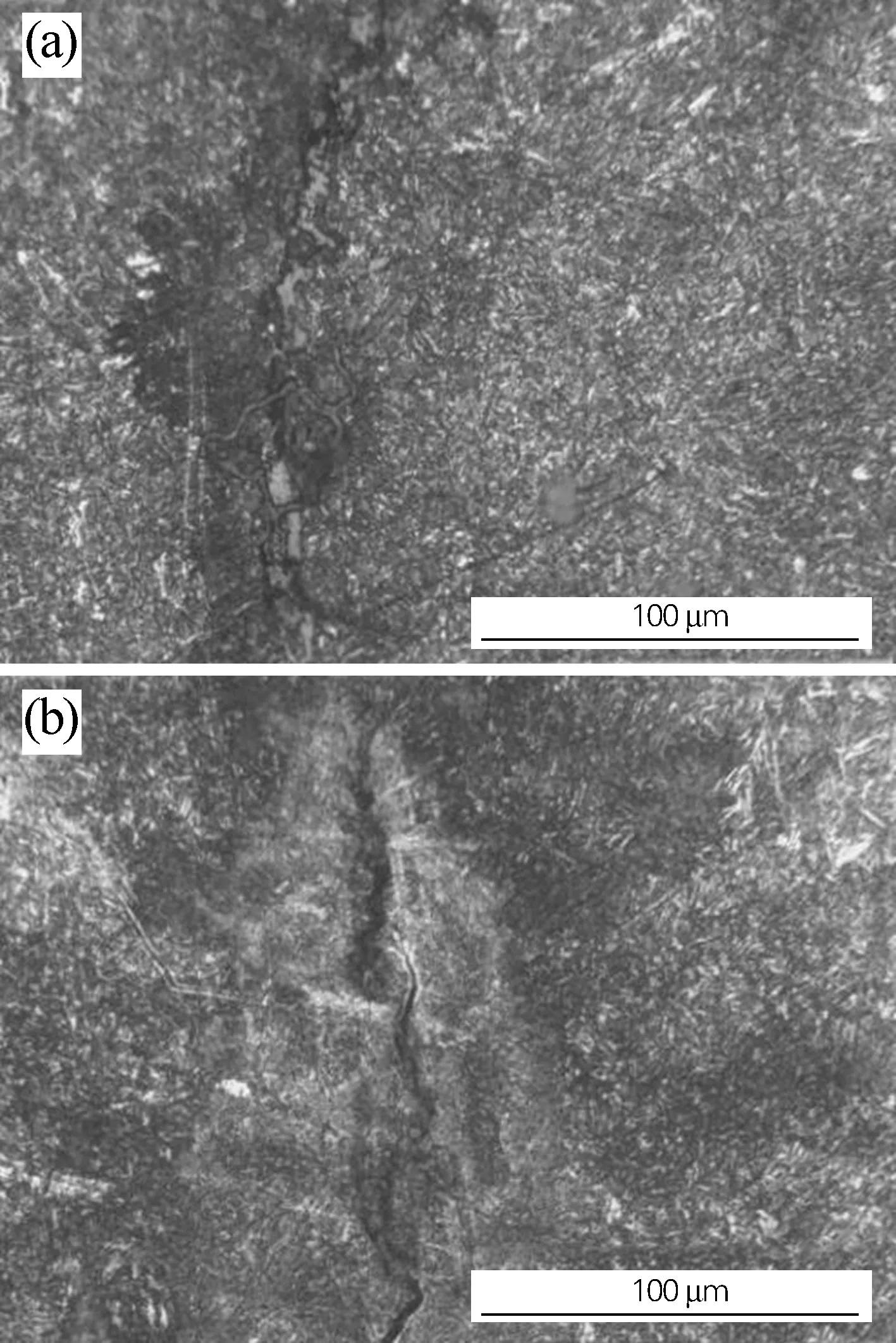
图5 转向节锻件单枝纵向裂纹处的显微组织(a)表面扩展方向;(b)深度扩展方向Fig.5 Microstructure of the longitudinal crack at the single branch of the steering knuckle forging(a) surface propagation direction; (b) depth propagation direction
另外,转向节横向裂纹的宏观形貌、显微组织与纵向裂纹相似,微观形貌中夹杂方向与裂纹表面扩展方向垂直,夹杂被裂纹切断。
1.3 裂纹形成原因分析
锻件淬火时存在易出现淬火裂纹的危险临界尺寸,该危险尺寸与淬火剂特性和淬火工艺有关。研究表明[7],42CrMo钢油淬的危险尺寸为φ36~41 mm,水淬危险尺寸为φ45~50 mm。PAG水基淬火剂的淬透性能介于水和油基淬火剂之间,因此其淬火危险尺寸应介于上述危险尺寸之间[4]。该转向节锻件单枝宽45 mm,高41.6 mm,刚好处于危险尺寸范围内,所以易出现淬火纵向裂纹。另外,该转向节锻件高耳高120 mm,厚90 mm,高耳与单枝过度圆角R10 mm;高耳与单枝结构差异大,结合部位形状变化剧烈,因此在淬火过程中,易在结合部位形成应力集中,造成单枝淬火横向裂纹。图2中横向裂纹出现位置在高耳与单枝过度圆角底部,该位置恰好是锻件形状变化剧烈的地方。
2 转向节锻件锻造、淬火工艺数值模拟
2.1 转向节锻件锻造模拟
在转向节锻件纵向裂纹处低倍形貌观察中,发现了带状夹杂且呈现一定方向性;带状夹杂在经过酸煮或酸蚀后会呈现出一条条的流线,称为金属流线。由于锻件组织中金属流线的存在,会使其力学性能呈现各向异性,垂直于金属流线方向和平行于金属流线方向的塑性、韧性有明显的差别。变形量越大,垂直于金属流线方向的塑性、韧性下降越明显,其力学性能各向异性越严重[8]。
锻造数值模拟仿真软件除了可以准确模拟锻件的充填性能、预测折叠产生趋势外,还可以对锻件金属流线的发展趋势进行模拟[9]。结合锻造数值模拟仿真软件,根据实际生产工艺参数对转向节锻件锻造过程进行数值模拟,得到转向节锻件对称面金属流线分布,如图6所示。由图6可知,转向节锻件单枝金属流线方向与长度方向平行,与图4所示非金属夹杂的形态吻合。由于单枝金属流线分布具有一定方向性,因此单枝各向异性差异较大,垂直于流线方向力学性能差。锻件淬火时,当淬火应力达到单枝的强度极限时,单枝沿流线方向开裂。由于单枝上表面流线间距小于下表面,因此单枝上表面金属变形量大于下表面,单枝沿上表面开裂的倾向大于下表面,所以在实际生产中发现单枝开裂往往出现在单枝上表面,且单枝裂纹沿长度方向扩展。
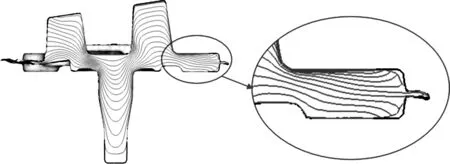
图6 转向节锻件对称面的金属流线分布Fig.6 Metal streamline distribution on symmetrical surface of the steering knuckle forging
2.2 转向节锻件淬火模拟
不同淬火剂的冷却特性不同,在进行淬火工艺的数值模拟前需要获知具体的淬火工艺参数及在该淬火工艺条件下,零件表面与淬火液的综合热交换系数。在实际生产中该转向节锻件加热至840 ℃保温140 min后采用PAG水基淬火液进行淬火,淬火剂浓度3%~5%,淬火液温度为40 ℃。通过反传热法可以获得试样与淬火液在不同温度时的综合热交换系数[10-12],其原理是:通过淬火试验设备检测出试样淬火时内部某点的冷却曲线,再将试样模型与检测数据带入到数值模拟软件中,通过逆向求解得出材料在特定淬火剂和淬火工艺条件下的综合热交换系数。
淬火试验所用设备为专用淬火剂淬火特性检测设备,试验探头为Inconel 600镍基高温合金材料,该材料的热阻与热熔比42CrMo钢略低,用该材料测得的冷却曲线可作为42CrMo钢冷却曲线的参考。探头形状为φ12.5 mm×60 mm的圆柱体,探头一端面中心打有一小盲孔,通过盲孔将热敏电偶置入探头中心采集试验数据,得出淬火冷却曲线,如图7(a)红色曲线所示。将冷却曲线带入到数值模拟软件中,采用反传热法计算得到试样表面综合换热系数,如图7(b)所示,从图7可知,在350 ℃时试样表面综合换热系数出现最大值,约为4.7 N/(s·mm·℃);模拟过程通过反传热法得到冷却曲线并不断缩小拟合冷却曲线与试验数据的误差,最终得到试样中心冷却曲线,如图7(a)绿色曲线所示,对比试验检测获得的冷却曲线和模拟获得的冷却曲线,发现模拟曲线与试验数据拟合较好,因此认为通过反传热法获得的试样表面综合换热系数较为准确。
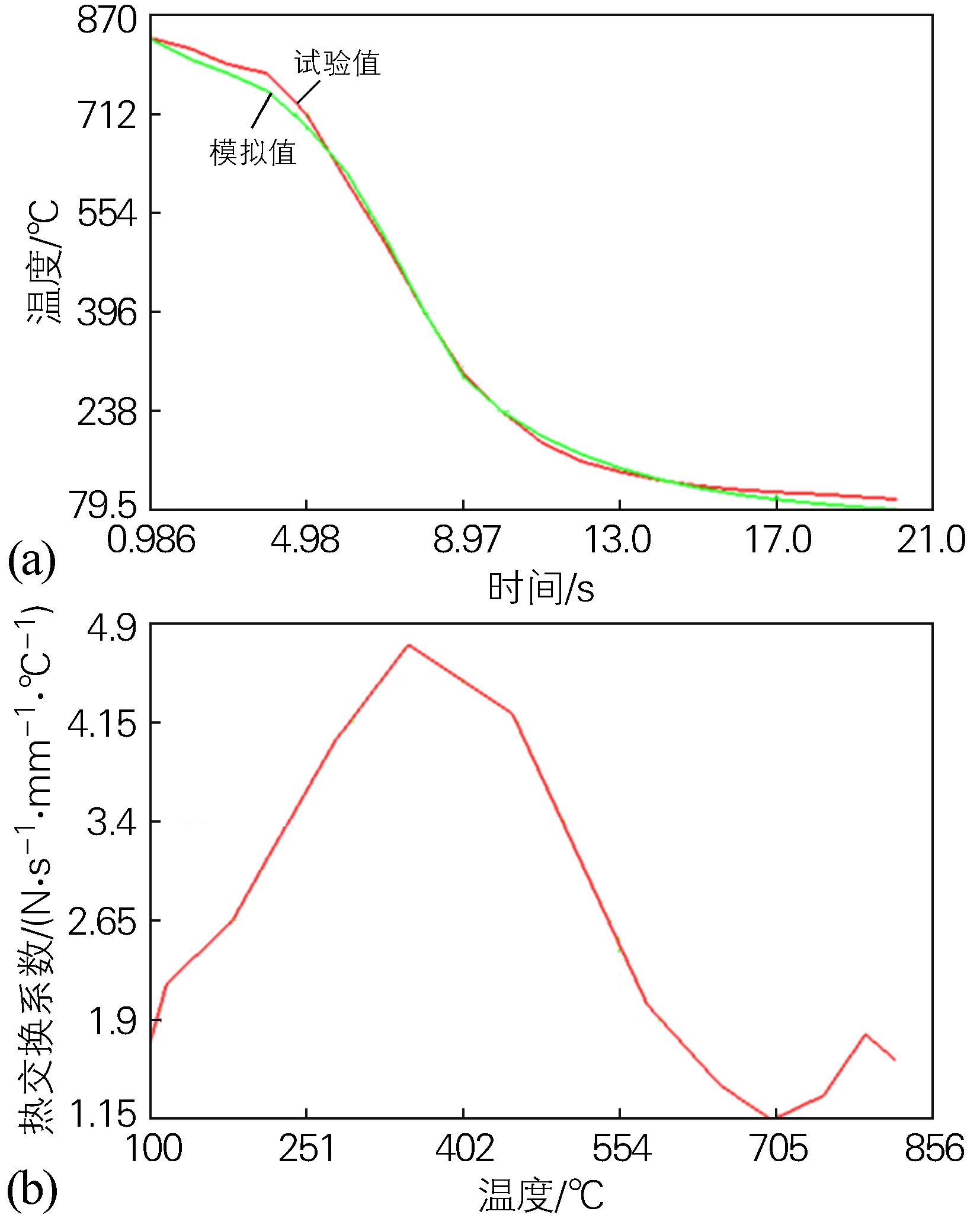
图7 淬火冷却曲线(a)与综合热交换系数曲线(b) Fig.7 Cooling curves(a) and heat exchange coefficient curve(b) in quenching process
将转向节锻件的三维模型和反传热法获得的综合热交换系数导入数值模拟软件中,再根据实际淬火工艺进行参数设置,得出淬火过程中转向节锻件的温度场、应力场、显微组织分布等情况。淬火冷却102 s时,高耳和单枝结合部位的温度场分布、马氏体组织场和应力场分布如图8所示。由图8(a, b)可知,此时单枝整体温度在230 ℃以下,冷却均匀,马氏体含量在75%以上,马氏体含量梯度较小;高耳心部最高温度627 ℃,表面温度达到176 ℃以下,高耳温度场梯度大,高耳心部组织尚未开始转变形成马氏体,表面冷却充分的局部马氏体含量达到87.5%以上,高耳马氏体场梯度大。单枝和高耳结合部位形状变化大,温度场、马氏体场梯度大,在结合部位的温度场、马氏体场分布不均匀会引起淬火应力集中,如图8(c)所示。可见,结合部位圆角根部最大主应力为拉应力,在150~200 MPa之间,其他部位最大主应力较小。对结合部位圆角根部应力值较大的3处(图8(c)中P1、P2、P3处)在淬火过程中的应力状态进行分析,结果如图8(d)所示。可见,这3处在淬火过程中的最大主应力均出现了2个 峰值,这是因为转向节锻件在淬火过程中除了由热胀冷缩引起的热应力外,还会产生因相转变不同时性引起的组织应力[13]。在淬火过程中,结合部位首先发生奥氏体单相冷却,表面热应力急剧增大,形成第1个拉应力峰值;之后结合部位由表面向心部开始发生马氏体转变,马氏体膨胀导致表面拉应力逐渐释放直到表面受压,最大主应力形成第一个波谷;最后马氏体转变进行到一定程度时,表面马氏体冷却形成拉应力,在淬火冷却到102 s左右时形成第二个波峰,此时由于结合部位形状变化大,淬火过程中受力情况复杂,而马氏体硬而脆,易因组织应力集中而产生横向裂纹。
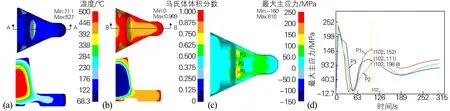
图8 转向节锻件单枝处淬火冷却102 s时的数值模拟结果(a)温度场;(b)马氏体场;(c)最大主应力场;(d)最大主应力曲线Fig.8 Numerical simulation results at single branch of the steering knuckle forging when quenching for 102 s(a) temperature field; (b) martensite field; (c) maximum principal stress field; (d) maximum principal stress curves
3 结论
1) 转向节锻件单枝结构尺寸长100 mm、宽45 mm、厚41.6 mm,处于淬火危险尺寸范围,且单枝处金属流线方向与单枝长度方向平行,并存在沿金属流线方向的夹杂,造成单枝各向异性严重,垂直于流线方向的力学性能较低,淬火时易形成纵向裂纹。
2) 转向节锻件单枝与高耳结合部位在淬火过程中的温度场、马氏体组织场分布梯度大,易导致淬火应力集中,形成淬火横向裂纹。
猜你喜欢
锻造与冲压(2022年5期)2022-03-23
英才(2022年2期)2022-03-21
VOGUE服饰与美容(2019年10期)2019-12-02
中国房地产业·中旬(2019年2期)2019-10-21
有色金属材料与工程(2018年3期)2018-11-25
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
中小企业管理与科技·下旬刊(2017年10期)2017-11-15
建筑工程技术与设计(2015年8期)2015-10-21