低碳钢三丝间接电弧焊传热机制及工艺性能
2022-03-28 04:21王泽力张天奕刁国宁徐国敏刘黎明
焊接学报 2022年1期
王泽力,张天奕,刁国宁,徐国敏,刘黎明
(大连理工大学,辽宁省先进连接技术重点试验室,大连,116024)
0 序言
在焊接过程中,焊接效率的提升往往伴随热输入的增加,而过高的焊接热输入会导致焊接变形、热影响区晶粒粗大等缺陷,降低焊件的力学性能,因此控制焊接热输入对保证焊接质量十分重要[1].为此多丝电弧+冷丝填丝焊[2]、旁路耦合焊、激光-电弧复合焊等技术被提出,均可减少焊接热输入,但母材仍连接电极,未改变母材受热模式.双丝间接电弧技术采取母材脱离电极策略[3],电弧在焊丝之间产生,焊接电流不通过母材,从根本上改变了电弧放电路径,低热输入效果更加显著,但易出现由于热输入不足引起的未熔合缺陷[4].
三丝间接电弧焊(triple-wire gas indirect arc welding,TW-GIA 焊)通过引入第三根焊丝,改善了磁场分布以增加电弧稳定性,获得了更宽的工艺窗口,弥补了传统间接电弧热输入不足缺陷[5].Liu 等人[6]通过研究揭示了TW-GIA 焊焊丝排布方式对电弧特性的影响,证明空间对称式焊丝排布方式可获得更高的熔敷效率;胡成辉等人[7]提出主丝接正的焊丝极性接法可获得集中耦合的电弧形态;于世宝等人[8]通过研究阐明了工艺参数对TW-GIA 焊电弧稳定性的影响规律,获得了更广的工艺选取区间.以上研究证明TW-GIA 焊在降低焊接热输入、减小焊接变形方面具备独特的潜在优势.
现阶段对TW-GIA 焊的研究集中于电弧特性领域,而对焊缝成形优化的实际效果未有明确报道.区别于传统电弧焊,TW-GIA 焊母材脱离电极,受热模式发生根本变化,现阶段母材受热模式尚不明确,无法对焊接热输入进行准确把握,制约此技术的发展.因此利用红外测温系统及高速成像设备对TW-GIA 焊的传热机制进行了讨论,通过研究TW-GIA 焊与熔化极惰性气体保护焊(metal inertia gas welding,MIG 焊)热输入及焊缝成形差异,阐明了TW-GIA 焊具备显著的小热输入优势,并对TWGIA 焊显微组织及力学性能进行了讨论,对推进此技术的应用具有重要的现实意义.
1 试验方法
图1 为TW-GIA 焊接系统示意图,主要由两台焊接电源、3 台送丝系统组成,空间分布中心位置焊丝为主丝,两侧为边丝,采取两电源正极与主丝相接,负极分别连接两边丝的极性接法.主丝电流IM=IL+IR,IL和IR分别为左、右边丝电流.采用直流脉冲电源模式,所用焊接电流以主丝电流为依据,焊接高度定义为引弧前焊丝交点与母材距离.

图1 TW-GIA 焊接系统示意图Fig.1 Schematic diagram of TW-GIA welding system
母材选用规格为400 mm × 150 mm × 5 mm 的Q345 低碳钢.TW-GIA 焊间隙2.5 mm,MIG 焊母材采取Y 形坡口,坡口角度60°,钝边2 mm,底部间隙1.8 mm,背部采取陶瓷衬垫约束.采用ER50-6焊丝,两边丝直径为1.2 mm,主丝直径为1.6 mm,边丝与主丝的夹角为30°,主丝与水平夹角为45 °,焊丝伸出长度15 mm,3 根焊丝采取点接触,引弧前3 根焊丝接触点与母材间的距离定义为焊接高度.保护气体80%CO2+20%Ar,气体流量为25 L/min.表1 为母材及焊丝化学成分.

表1 母材及焊丝的化学成分(质量分数,%)Table 1 Chemical compositions of base metal and wire
采取非接触式SAT-G95 红外测温系统对焊后瞬间焊件平均温度进行捕捉,系统具备选区测温及自动调焦功能,设置测距为1 m,辐射率为0.84[9],环境温度设定15 ℃.采用MS50K 型高速摄像机(配置中心波长为659.5 nm 窄带滤光片)记录试验过程中电弧与母材接触范围.采用OTC DP500 型MIG 焊焊机,配备AX-V16 六轴焊接系统,可实现焊接电流及送丝速度自动匹配效果.
2 结果及讨论
2.1 焊缝形貌
图2 为焊接高度4 mm、焊接电流270 A、焊接速度750 mm/min 条件下TW-GIA 焊及MIG 焊典型焊缝及截面形貌.TW-GIA 焊可实现良好的单道焊成形,焊缝表面无明显缺陷(图2a),由截面形貌看出无明显角变形缺陷,侧边熔合良好.在相同焊接电流及焊接速度下,MIG 焊焊缝出现了较大的角变形缺陷(图2b),且热影响区宽度明显大于TWGIA 焊焊缝.

图2 典型焊缝及截面形貌Fig.2 Typical weld and cross section appearance.(a) TW-GIA welding;(b) MIG welding
焊接变形及热影响区大小主要与焊接热输入有关.经测试,焊接电流为240~ 330 A 时,MIG 焊焊件焊后瞬间平均温度范围为327.8~ 547.5 ℃,TW-GIA 焊焊件平均温度范围为123.5~ 220.8 ℃,较MIG 焊平均减小60.2 %.证明TW-GIA 焊具备更小的焊接热输入,这是因为TW-GIA 焊电弧放电路径的改变使热输入模式发生了变化.
图3 为两种工艺电弧放电示意图.在MIG 焊过程中,母材与焊丝均连接电源电极,两电极间空气中的中性粒子在电离能的作用下不断被电离成电子和离子,产生放射能.同时,电子不断从焊丝溢出,在电场作用下向母材运动,电子撞击至母材极性斑点区域,向母材转移能量.母材原子受到激励以及离子与电子再结合会释放能量,并且熔滴在过渡至熔池后,也向母材转移能量.因此MIG 焊热输入来自于电子携带能量、电弧等离子体的放射能、流体传导和对流方式转移能量,焊接热输入满足式(1)[10].
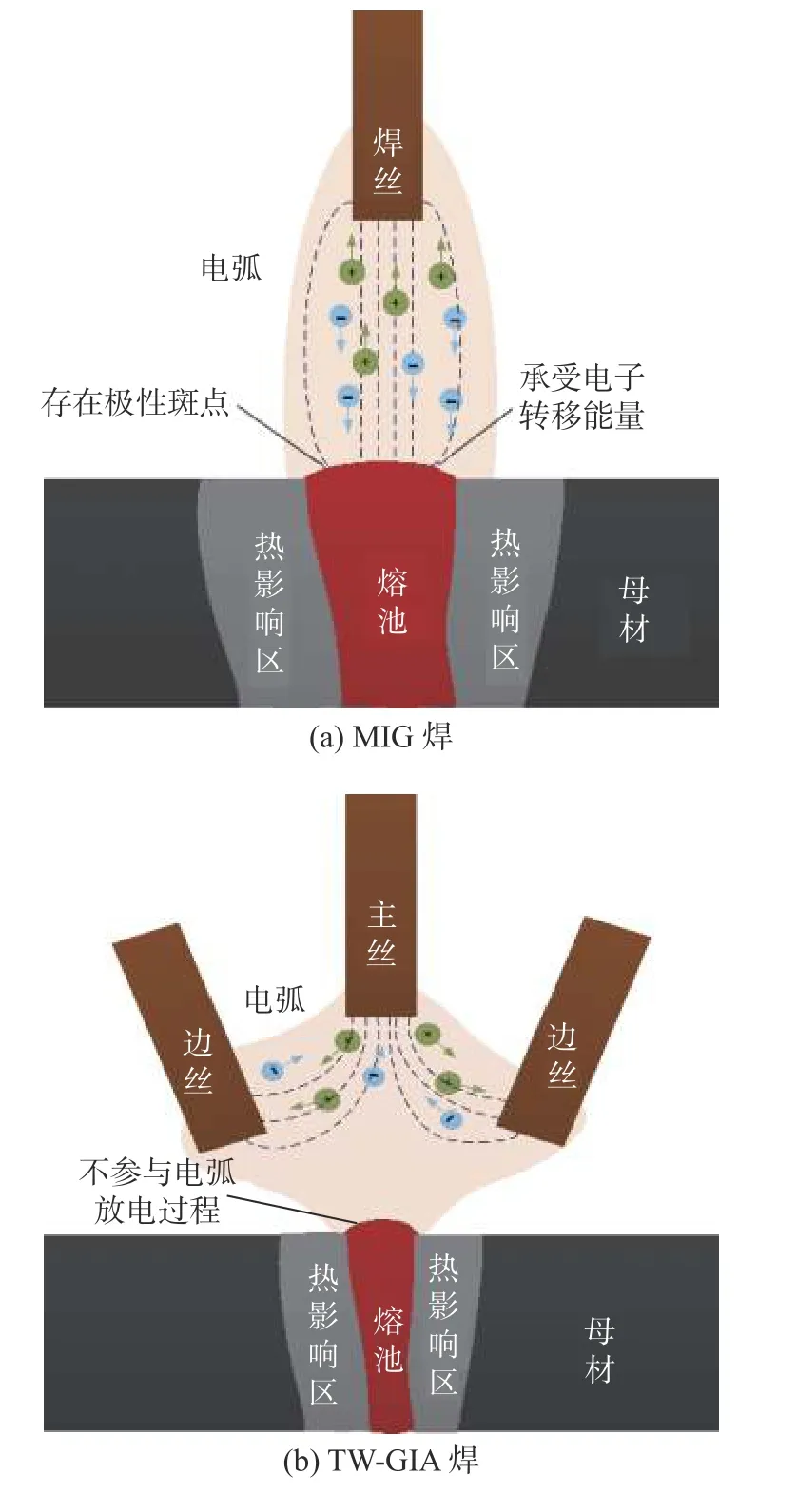
图3 电弧放电示意图Fig.3 Schematic diagram of arc discharge.(a) MIG welding;(b) TW-GIA welding

式中:Q为焊接热输入;U为电弧电压;I为焊接电流;v为焊接速度;η为焊接热效率系数,在MIG 焊中η为0.7~ 0.8.而在TW-GIA 焊过程中,两边丝连接焊接电源负极,主丝连接焊接电源正极,电流在两电源及3 根焊丝之间构成完整回路,3 根焊丝分别充当电弧放电的阴阳极,激发溢出的等离子体在3 根焊丝间运动,母材不参与电弧放电过程,无极性斑点,不承受极区能量,仅承受与电弧、熔滴(熔池)接触转移能量,η值应远小于MIG 焊,因此呈现小焊接热输入优势.
2.2 工艺因素对TW-GIA 焊热输入的影响
表2 为不同焊接高度下TW-GIA 焊焊后瞬时焊件温度.在相同焊接电流下,焊件温度随焊接高度的增加而降低.并且在不同焊接高度规范下,焊接电流的变化造成的温度差异程度并不相同,在焊接高度4 mm 时,焊接电流从330 A 降至240 A,焊件平均温度降低97.1 ℃;焊接高度升至14 mm 时,相同电流差异下焊件平均温度降低41.7 ℃;焊接高度升至24 mm 时,温度基本无变化.即随焊接高度的增加,焊接电流的变化对TW-GIA 焊热输入影响程度逐渐减小.

表2 不同焊接高度下TW-GIA 焊焊件的平均温度Table 2 TW-GIA weldments average temperature in different welding height
图4 为焊接电流270 A、焊接速度750 mm/min条件下不同焊接高度的焊缝及截面形貌.由于焊接热输入的减小,与图2 中焊接高度4 mm 时的焊缝相比,图4 中两焊缝的润湿角度明显增加,且出现了局部侧壁未熔合缺陷.这表明TW-GIA 焊热输入随焊接高度的增加而降低,但当焊接高度过高时,过小的焊接热输入不利于焊缝质量的提升.
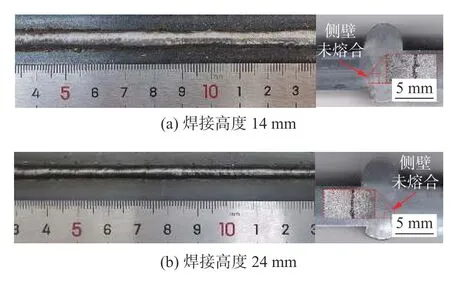
图4 不同焊接高度下焊缝形貌Fig.4 Weld appearance at different welding heights.(a) welding height 14 mm;(b) welding height 24 mm
将电弧和熔池视为流体,母材表面与熔池接触位置处由于粘性作用,熔池处于停滞无滑移状态[11],所以母材所承受热输入主要来自电弧热对流及熔池热传导.其中热对流应遵循牛顿冷却公式(2)[11].

式中:q为 热对流热量;h为 对流系数;Δt为对流界面处温度梯度.
热传导遵循傅里叶公式(3)[11].

式中:φ为热传导热量;λ为热导率;A为导热面积;为温度梯度.从式(2)~ 式(3)可知,TW-GIA 焊母材受热与热源接触界面的温度梯度成正比.电弧各区域温度不同,TW-GIA 焊焊接高度的改变直接影响母材与电弧的接触位置,进而影响接触界面的温度梯度.
图5 为不同焊接高度下电弧与母材接触位置.焊接高度4 mm 时,母材与电弧弧柱区充分接触,热量传递模式为电弧热对流+熔池热传导,此时电弧温度可充分向母材传递,焊接热输入较大,在此焊接高度下改变焊接电流,可使电弧温度变化显著,进而对热输入造成较大影响,如图5a 所示.当焊接高度升至14 mm 时,母材与电弧末端边缘区域接触,电弧边缘区域温度小于中心区域温度[9],此时热量传递模式为少量电弧热对流+熔池热传导,母材所承受热输入较低,此时调整电流规范,电弧温度虽然改变,但电弧热对流传递热量仍然较少,造成不同焊接电流下焊件平均温度差异较小,如图5b 所示.当焊接高度上升至24 mm 时,母材完全脱离电弧接触,没有电弧热对流的传热效果,仅靠熔池热传导,此时焊接热输入最小,并且在此焊接高度下改变焊接电流,虽然电弧温度发生变化,但熔池温度必定在金属熔沸点之间,母材与熔池界面处的温度梯度的改变十分有限,因此焊件平均温度无明显变化,如图5c 所示.

图5 不同焊接高度下电弧与母材接触位置Fig.5 Contact position between arc and base metal at different welding heights.(a) welding height 4 mm;(b) welding height 14 mm;(c) welding height 24 mm
根据式(1),传统电弧焊中调整焊接速度可对焊接热输入进行有效调节.当TW-GIA 焊焊接高度14 mm 时,焊接热输入较小且出现了侧壁未熔合缺陷.为体现焊接速度变化对TW-GIA 焊热输入的影响,对此焊接高度下不同焊接速度的焊缝特征进行分析.图6 为不同焊接速度下的焊件温度分布,温度场特征及平均温度并未有明显差异.这是因为在相同焊接高度及焊接电流下,母材与电弧的接触位置及电弧的温度特性相同,则母材与热源接触界面的温度梯度可视为不变.根据上文分析,此时母材受热模式为少量电弧热对流+熔池热传导,电弧热对流时间差异引起的热输入变化较小.但TWGIA 焊采取3 根焊丝同时进给策略,焊接速度的变化会对焊丝熔敷量造成较大影响,如图7 所示.当焊接速度为700 mm/min 时焊缝内金属填充良好;但当焊接速度为800 mm/min 时焊缝余高显著降低,出现了由于焊缝未填满产生的咬边缺陷,且侧壁未熔合缺陷依然存在.因此,焊接速度的调整会对TW-GIA 焊焊缝形貌造成显著影响,但从根本上无法解决侧壁未熔合缺陷.

图6 不同焊接速度下TW-GIA 焊焊件的平均温度Fig.6 Average temperature of TW-GIA welding weldments at different welding speeds.(a) welding speed 700 mm/min;(b) welding speed 800 mm/min
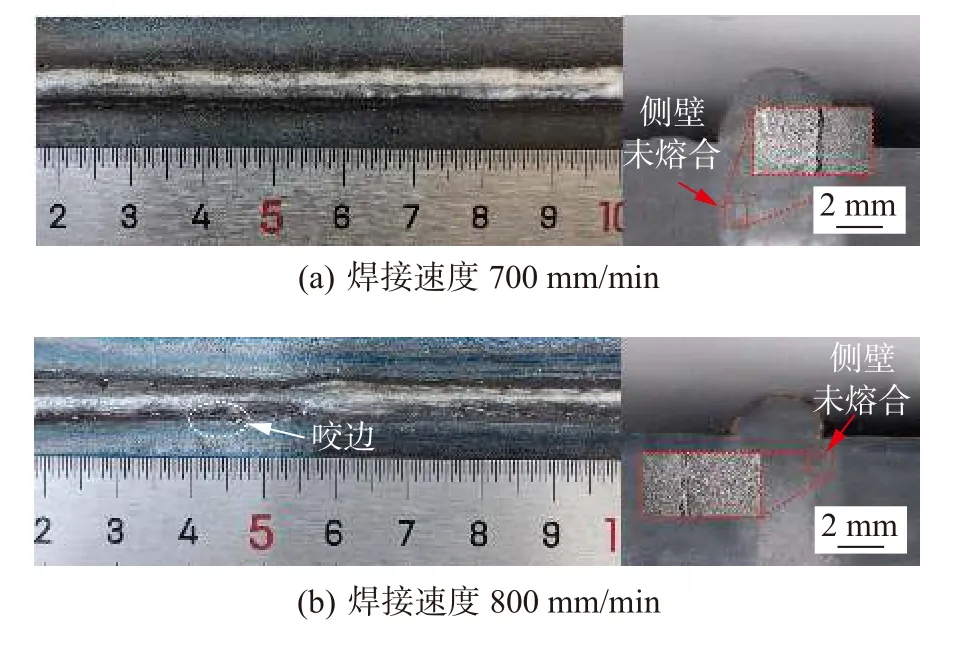
图7 不同焊接速度下TW-GIA 焊焊缝形貌Fig.7 TW-GIA welding welds appearance at different welding speeds.(a) welding speed 700 mm/min;(b) welding speed 800 mm/min
2.3 显微组织及力学性能
图8 为焊接高度4 mm、焊接电流270 A、焊接速度750 mm/min 条件下TW-GIA 焊与MIG 焊显微组织形貌.母材主要为细小的块状珠光体(pearlite,P)及铁素体(ferrite,F),如图8a 所示.TW-GIA 焊热影响区主要为细小的胞状晶,组织为珠光体及细小的先共析铁素体(grain boundary ferrite,GBF),联生结晶现象较少,如图8b 所示.MIG 焊热影响区主要为粗大的胞状晶,组织为珠光体、先共析铁素体以及沿晶分布的魏氏体(widmnstatten,W),熔合区内先共析铁素体穿过熔合线向焊缝区伸展,呈现明显联生结晶现象,如图8c 所示.TW-GIA 焊焊缝由细小的柱状晶组成,组织主要为珠光体、细小的先共析铁素体,并含有少量沿晶分布的针状铁素体(acicular ferrite,AF),如图8d 所示.MIG 焊焊缝为粗大柱状晶,组织主要为珠光体、粗大的先共析铁素体及沿晶析出的侧板条铁素体(ferrite side plate,FSP),如图8e 所示.综上所述,TW-GIA 焊的小焊接热输入效果对焊缝及热影响区组织晶粒起到细化作用,并消除了魏氏体的存在.

图8 显微组织形貌Fig.8 Microstructure morphology.(a) base metal;(b) heat affected zone of TW-GIA welding;(c) heat affected zone of MIG welding;(d) welds of TW-GIA welding;(e) welds of MIG welding
图9 为焊接电流270 A 时两种工艺接头的显微硬度.TW-GIA 焊热影响区较母材具备更大面积的珠光体分布,热影响区硬度略大于母材区.所用焊丝中含有Mn,Si 元素,使焊缝区硬度高于热影响区,MIG 焊焊缝粗大铁素体的存在使其显微硬度小于TW-GIA 焊焊缝.焊缝区平均硬度可达289.8 HV.图10 为焊接高度4 mm 时TW-GIA 焊焊缝拉伸性能对比,不同焊接电流下拉伸试样的断裂位置均处于远离焊缝的母材区域,最大抗拉强度为472 MPa,断后伸长率为26.5%.

图9 典型接头的显微硬度Fig.9 Microhardness of typical joints
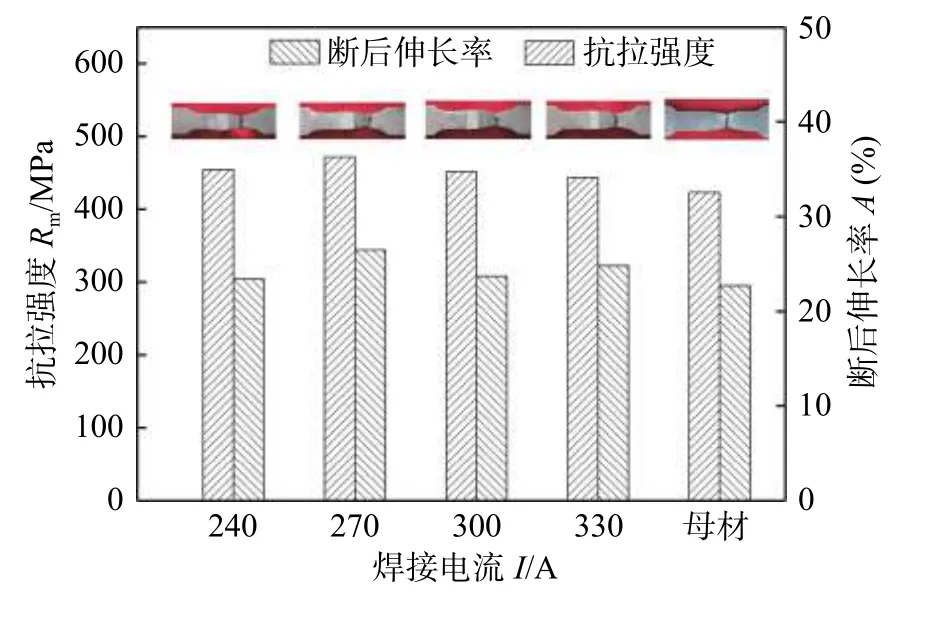
图10 TW-GIA 焊焊缝的拉伸性能Fig.10 Tensile performance of TW-GIA welding welds
3 结论
(1) TW-GIA 焊可实现无明显焊接变形的5 mm厚Q345 钢单道焊成形,相同焊接参数下较MIG 焊具备小焊接热输入优势,热影响区宽度小于MIG 焊.
(2) 与传统电弧焊不同,随焊接高度增加,TWGIA 焊热输入逐渐降低,焊接电流变化对TWGIA 焊热输入影响程度逐渐减小,传热模式由电弧热对流+熔池热传导转变为仅熔池热传导.
(3) TW-GIA 焊的小焊接热输入效果对焊缝及热影响区组织晶粒起到细化作用,并消除了魏氏体的存在.焊缝区平均硬度可达289.8 HV,最大抗拉强度为472 MPa,断后伸长率为26.5%.
猜你喜欢
焊接学报(2022年2期)2022-03-17
焊接学报(2022年2期)2022-03-17
理论与创新(2020年11期)2020-07-26
机械制造文摘·焊接分册(2020年2期)2020-06-15
科学与财富(2019年9期)2019-06-11
科技信息·中旬刊(2018年5期)2018-10-21
西部论丛(2018年7期)2018-08-31
科技资讯(2017年14期)2017-06-22
东方教育(2016年21期)2017-01-17
中国高新技术企业(2009年5期)2009-06-17