镍铝青铜过渡层对钛合金/不锈钢异种材料激光焊接头组织与力学性能的影响
2022-03-28 04:21牛小男崔丽王鹏贺定勇曹庆
焊接学报 2022年1期
牛小男,崔丽,王鹏,贺定勇,曹庆
(1.北京工业大学,北京,100124;2.江苏斯普瑞科技有限公司,宜兴,214200)
0 序言
钛合金具有优良的耐蚀性、较小的密度、较高的比强度及较好的韧性和焊接性[1-2],不锈钢具有良好的耐蚀性和较高的塑韧性[3-4],而钛合金/不锈钢复合结构由于同时具备两种合金的优点,在航空航天、化工、国防军事装备等领域得到了广泛的应用[5-6].然而,由于两种材料在晶格类型、原子半径、电负性等化学性能以及冶金兼容性方面的显著差异,钛合金/不锈钢异种材料焊接存在诸多挑战,其中最主要的难题是接头易生成脆性极高的Ti-Fe 金属间化合物(intermetallic compound,IMC)[7-8],导致接头力学性能显著降低[9].因此,钛合金/不锈钢异种材料的优质、高效焊接问题受到研究人员的广泛关注,而过渡层金属的优化是改善焊接接头性能的有效途径之一[10-12].
目前国内外对于钛合金/不锈钢异种材料焊接用的过渡层金属方面进行了大量的研究.研究表明,以纯Ag 作为过渡层,虽然接头界面会有AgTi化合物相生成,但可获得力学性能较好的接头[13-14].然而,由于Ag 成本的限制,Ag 过渡层难以在实际工程中应用,目前主要集中在Cu,Ni 等过渡层金属的研究,这是由于接头界面处形成的Cu-Ti 相比Ti-Fe 相具有更好的塑韧性.Zhang 等人[15-16]研究了0.2 和0.4 mm 厚Cu 箔对钛合金/不锈钢激光焊接头的影响,结果表明,添加两种厚度的Cu 箔可获得抗拉强度分别为210 和320 MPa 的钛合金/不锈钢激光焊接头.Li 等人[17]研究了添加纯Cu 和Cu-Nb 过渡层进行TC4 钛合金/316L 不锈钢激光焊接,结果表明,添加Cu-Nb 过渡层接头的最高抗拉强度达到215 MPa.Wang 等人[18]研究了添加0.5 mm 铜片进行TA15 钛合金/304 不锈钢电子束焊接,获得了抗拉强度约为234 MPa 的接头.由此可见,虽然目前已有的添加Cu 过渡层金属可提高钛合金/不锈钢焊接接头强度,但接头强度仍然较低,难以满足实际应用的更高强度要求.
激光焊具有能量密度高、焊接热输入低、焊接速度快、接头热影响区小、焊接应力和变形小以及光束能量及作用位置精确可控等优势[19],且不需要真空,生产中柔性高,极易实现自动化生产.同时,激光焊接低的热输入有利于抑制接头界面IMC 的形成,减小IMC 层厚度,从而提高接头的力学性能[20].为此,采用力学性能优异的NAB 取代纯Cu 作为过渡层金属进行TC4 钛合金/15-5PH 不锈钢对接接头的激光焊接工艺探索,分析添加NAB 过渡层对TC4 钛合金/15-5PH 不锈钢焊接接头微观组织和力学性能的影响,为钛/钢异种材料焊接接头力学性能的提升提供理论基础和新的研究思路.
1 试验方法
选用的母材分别为3 mm 厚的TC4 钛合金板与3 mm 厚的15-5PH 不锈钢板,过渡层金属为NAB 块体材料,厚度为2 mm.采用X 射线荧光光谱法测得3 种材料的化学成分如表1 所示.

表1 材料的化学成分(质量分数,%)Table 1 Chemical compositions of materials
采用IPG 公司生产的YLS-6000 系光纤激光器进行双道激光焊接,焊接过程示意图如图1 所示,第1 道对TC4/NAB 进行激光焊接,再以相同工艺参数立即对第2 道NAB/15-5PH 进行激光焊接,光斑均向NAB 侧偏移.为获得全熔透焊缝,优化的激光焊接工艺参数如表2 所示.

图1 TC4/NAB/15-5PH 激光焊接示意图Fig.1 Schematic diagram of laser welded TC4/NAB/15-5PH
表2 优化的激光焊接工艺参数Table 2 Optimized laser welding process parameters
焊接完成后,采用线切割对接头进行切割取样,镶样经过研磨、抛光和腐蚀后制备金相试样.钛合金和不锈钢采用的腐蚀剂分别为Keller 试剂和王水.采用LEXT OLS4100 型激光共聚焦显微镜和扫描电镜(scanning electron microscope,SEM)观察接头界面IMC 组织形貌及分布;采用能谱仪(energy dispersive spectrometer,EDS)进行IMC 成分分析;采用HVS-1000 型显微硬度仪测试钛/钢接头显微硬度;采用液压万能材料试验机进行接头拉伸试验,试样依据GB/T 2651—2008《焊接接头拉伸试验方法》标准制样,拉伸性能结果取3 个试样测试的平均值.
2 试验结果与分析
2.1 钛合金/不锈钢异种材料接头的焊缝成形
添加NAB 过渡层的TC4 钛合金/15-5PH 不锈钢异种材料激光焊接获得了良好冶金结合的全熔透接头,其横截面形貌如图2 所示.接头由钛合金侧热影响区(heat affected zone,HAZ)、钛侧界面及近钛合金侧过渡层区A、未熔化过渡层区B、近钢侧过渡层区C、钢侧界面及钢侧HAZ 组成.钛合金侧和不锈钢侧HAZ 的宽度分别为0.21 mm 和0.54 mm,钛合金侧HAZ 宽度小于不锈钢侧.过渡层焊缝中部产生一个尺寸较大的气孔,直径约为185.3 μm,未见裂纹等其它焊接缺陷.

图2 TC4/NAB/15-5PH 激光焊接头横截面形貌Fig.2 Cross section of TC4/NAB/15-5PH laser welded joint
2.2 钛合金/不锈钢接头力学性能
2.2.1 接头的硬度分布
图3 为TC4 钛合金/15-5PH 不锈钢异种材料激光焊接头显微硬度分布曲线.母材TC4 钛合金和15-5PH 不锈钢的平均硬度分别为347.6 和405.7 HV.TC4 钛合金及15-5PH 不锈钢侧HAZ 的硬度分别为390.5 和 366.3 HV,中间过渡层焊缝铜合金区域硬度最低为211.9 HV.由图3 可见,接头TC4 钛合金侧界面硬度最高,这是由于钛合金侧界面生成了脆硬的IMC.然而,相对于TiFe2相的高硬度大于(1 000 HV),添加NAB 过渡层钛合金侧界面IMC 层硬度降低了约400 HV.因此,添加NAB 过渡层金属降低了钛合金侧界面区域的硬度,改善了钛合金侧界面IMC 层的塑性.

图3 TC4/NAB/15-5PH 激光焊接头显微硬度分布Fig.3 Microhardness profile of TC4/NAB/15-5PH laser welded joint
2.2.2 接头的拉伸性能
TC4 钛合金、15-5PH 不锈钢、NAB 过渡层及TC4 钛合金/15-5PH 不锈钢接头的拉伸测试结果如表3 所示.TC4 钛合金、15-5PH 不锈钢、NAB 过渡层金属的抗拉强度分别为1 012,980,638 MPa,而添加NAB 过渡层的钛合金/不锈钢激光焊接头的抗拉强度为290 MPa.与已有的添加Cu 过渡层钛合金/不锈钢焊接研究结果相比[15-18],添加NAB 过渡层激光焊接头获得了较高的抗拉强度.图4 为TC4/NAB/15-5PH 激光焊接头拉伸断口形貌.接头拉伸试样均断裂在钛合金侧界面的IMC 层,断裂位置如图4a 所示.由图4b 可见,钛合金侧拉伸断口的表面光滑平坦,塑性变形很小.图4c 为高倍SEM 断口形貌,呈现河流花纹图样,为典型的脆性解理断裂,而这种脆性断裂与钛合金侧界面处形成的IMC 层组织的形貌及物相组成密切相关.

表3 激光焊接接头的拉伸性能Table 3 Tensile properties of laser welded joints
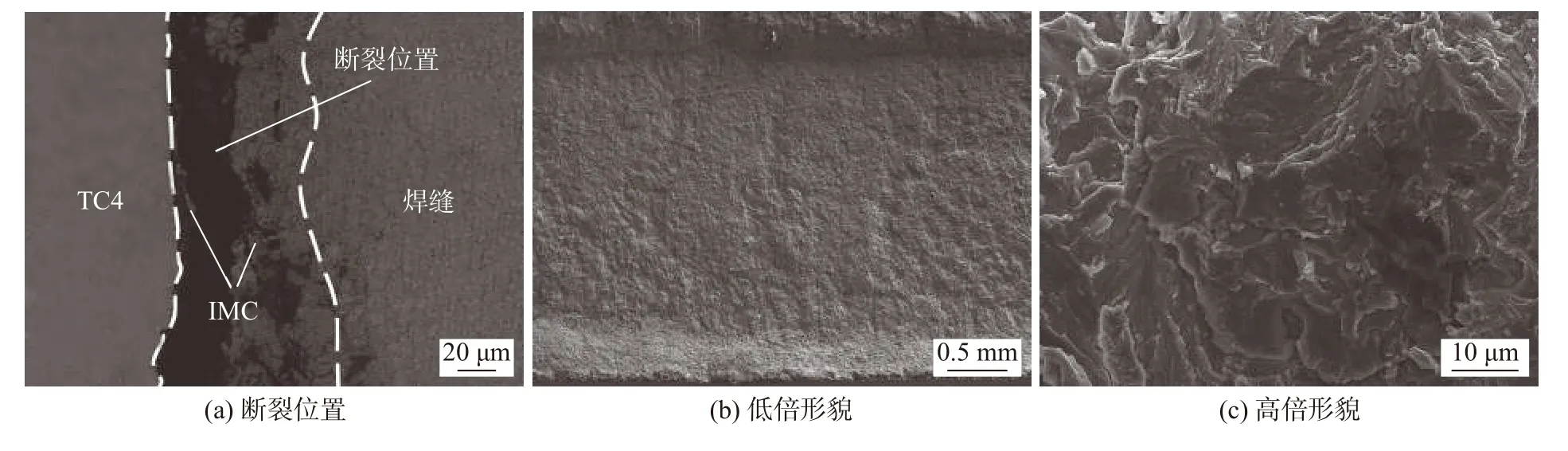
图4 TC4/NAB/15-5PH 激光焊接头拉伸断口形貌Fig.4 Fracture surface morphology of TC4/NAB/15-5PH laser welded joint.(a) fracture location;(b) low magnification micrograph;(c) high magnification micrograph
2.3 钛合金/不锈钢接头不同区域的微观组织
图5 为TC4 钛合金/15-5PH 不锈钢接头焊缝组织形貌.靠近钛合金侧界面的NAB 过渡层熔化结晶形成的焊缝(图5a)呈现了细小的等轴晶,弥散分布着球形的IMC 颗粒,对该IMC 颗粒进行点扫描分析,该IMC 颗粒原子组成为27.52%Ti,26.50%Fe,22.06%Ni,23.92%Cu,因此,推测此球形颗粒可能为NiTi 或TiFe 相.过渡层中部区域组织(图5b)有粗大的等轴晶组成,晶界上分布着细小的IMC 颗粒,证实过渡层NAB 金属存在未熔的区域,未熔区域的存在对钛合金与不锈钢母材可以起到屏障作用,有利于抑制Fe,Ti 在接头界面中的相互扩散[21],从而抑制Fe-Ti IMC 的生成.图5c为靠近不锈钢侧过渡层NAB 金属熔化凝固形成的焊缝区,显示了网状分布的等轴树枝晶组织,与钛合金侧焊缝组织明显不同.

图5 TC4/NAB/15-5PH 激光焊接头不同位置处的过渡层区Fig.5 Transition layers at different positions of TC4/NAB/15-5PH laser welded joints.(a) titanium alloy side;(b)unmelted;(c) stainless steel side
图6 为TC4 钛合金/15-5PH 不锈钢异种接头不锈钢侧界面的组织形貌.从图6 可见,在不锈钢侧界面处无明显IMC 生成,这是因为Cu 和Fe 能够相互溶解形成连续的固溶体界面.在界面附近NAB 过渡层金属中形成了较多的直径为0.5~ 1.0 μm的球形气孔,这些微气孔的存在可能会对接头拉伸断裂行为有一定的影响.

图6 TC4/NAB/15-5PH 激光焊接头钢侧界面Fig.6 Interface on steel side of TC4/NAB/15-5PH laser welded joint.(a) low magnification micrograph;(b) high magnification micrograph
图7 和图8 为激光焊接TC4 钛合金/15-5PH不锈钢异种材料钛合金侧界面的组织形貌.由图7可见,TC4 钛合金侧界面处形成了复杂的IMC层,依据IMC 组织的晶粒形态分为Ⅰ,Ⅱ,Ⅲ 3 个区域,其相应的高倍SEM 形貌如图8 所示.

图7 TC4/NAB/15-5PH 激光焊接头钛侧界面组织Fig.7 Interface on Ti side of TC4/NAB/15-5PH laser welded joint

图8 I,II,III 区高倍SEM 形貌Fig.8 High magnification SEM morphology of I,II and III zones.(a) I area;(b) II area;(c) III area
采用EDS 能谱对IMC 进了点扫描分析,测得各合金元素的含量如表4 所示.图8 显示的IMC 组织厚度约为67.50 μm,靠近TC4 钛合金侧的Ⅰ区IMC 组织密集分布,其中标记为1~ 3 相富集Cu,Ti 元素,由原子含量计算推测形成的IMC 为CuTi2和CuTi 相.临近I 区的Ⅱ区IMC 组织中黑色相4 和灰色相5,6 的晶粒明显粗大,富集Ni,Ti元素,根据原子含量计算4 相可能为CuTi,NiTi2,经Gibbs free energy 公式计算[22],G(NiTi2)=-49 120 +17.21T,G(CuTi)=-17 534+3.37T;T=1 023 K 时,G(NiTi2)(-31.5 J/mol) <G(CuTi)(-14.1 J/mol),因此4 相为NiTi2;5 相为NiTi 相;6 相可能为FeTi2和NiTi2,经计算G(FeTi2)=-15 219 -2.29T,T=1 023 K时,G(FeTi2) (-17.6 J/mol) >G(NiTi2),因此6 相为NiTi2.由此可知,Ⅱ区IMC 组织为NiTi 和NiTi2相.靠近不锈钢侧Ⅲ区IMC 中黑色相7 的晶粒尺寸显著细化,由原子含量计算7 和9 相可能为NiTi2,FeTi2相,G(FeTi2) >G(NiTi2),因此7 和9 相主要为NiTi2相,8 相为Cu 基固溶体,因此该层主要为少量的NiTi2相弥散在铜基体中形成.因此,Ⅲ区IMC 组织主要由CuTi2,CuTi,NiTi 和NiTi2组成.可见,添加NAB 中间层接头钛合金侧界面形成了大量脆性相对较低的Cu-Ti,Ni-Ti 相,Ti-Fe 相数量减少.因此,添加NAB 中间层有效地抑制了Fe 和Ti 在钛合金侧界面的相互扩散,界面处形成了大量塑性相对较好的Cu-Ti,Ni-Ti 相,有利于改善接头的抗拉强度.

表4 TC4 侧界面IMC 组织的EDS 分析(原子分数,%)Table 4 EDS analysis of IMC structure of TC4 side interface
3 结论
(1) 添加NAB 过渡层钛合金/不锈钢异种材料激光焊接可获得成形优良的全熔透钛/钢异种接头.接头拉伸断裂于钛合金侧界面IMC 层,接头的抗拉强度可达290 MPa,断后伸长率为2.0%.
(2) 接头钛合金侧界面IMC 层硬度最高为547.8 HV,相对脆性高Ti-Fe 相的硬度降低了400 HV 以上.
(3) 接头钛合金侧界面形成的IMC 层的宽度约为67.5 μm,主要由CuTi2,CuTi,NiTi,NiTi2相及少量的FeTi2相组成,脆性相对较低的Cu-Ti,Ni-Ti 相数量增加,接头不锈钢侧界面未形成IMC.
猜你喜欢
检察风云(2021年16期)2021-10-29
舰船科学技术(2021年12期)2021-03-29
有色金属材料与工程(2018年4期)2018-11-25
科技创新与应用(2017年34期)2017-12-12
科技资讯(2017年24期)2017-09-15
有色金属材料与工程(2017年2期)2017-05-31
有色金属材料与工程(2016年6期)2017-05-31
科学与财富(2016年28期)2016-10-14
哈尔滨理工大学学报(2015年5期)2016-01-19
物理教学探讨(2009年4期)2009-05-25