
玻璃窑炉SCR脱硝工艺与常见问题解决方案
2022-03-26 09:45宫锐邓立锋高敏瑞
玻璃 2022年3期
宫锐 邓立锋 高敏瑞
(龙净科杰环保技术(上海)有限公司 上海 200333)
0 引言
玻璃熔窑生产过程中产生大量的NOX, NOX气体排入大气层极易形成酸雨,造成环境污染。过高的NOX还容易造成光化学污染。目前,SCR脱硝技术已经成为玻璃行业控制NOX排放的主要手段,在实际运行中取得了非常好的效果。对于玻璃窑炉来说,由于其烟气的一些特殊性质,导致了SCR脱硝的设计和关键问题与常见烟气脱硝都存在一定的差异。
1 玻璃窑炉NO X排放现状及烟气特点
1.1 玻璃行业氮氧化物排放现状
近年来,我国玻璃产量逐年增加,玻璃工业产能已经高居世界首位。根据国家统计局公布数据推算,2021年1~2月,我国平板玻璃产量为16080万t,高于2020年同期的14916万t ,创历年同期新高。图1为统计局公布的2018年以来中国玻璃产量数据。
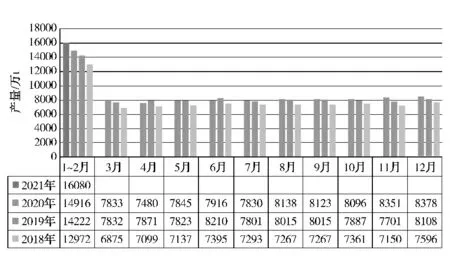
图1 统计局公布的2018年以来我国平板玻璃产量数据
在提高产能的同时,国家对玻璃NOX排放的关注程度也逐渐提升。特别是对平板玻璃行业NOX排放提出了更高的要求。国标GB 26453—2020《玻璃工业大气污染物排放标准》征求意见稿中要求NOX一般排放标准为400 mg/Nm3,特别排放标准为300 mg/Nm3。地标中江苏省2017年发布的《关于开展全省非电行业氮氧化物深度减排的通知》要求NOX排放标准为350 mg/Nm3、河北省DB 13/2168—2020《平板玻璃工业大气污染物超低排放标准》要求NOX排放标准为200 mg/Nm3、山东省DB 37/2373—2018《建材工业大气污染物排放标准》要求NOX排放标准为400 mg/Nm3、河南省《河南省2019年工业窑炉治理专项方案》要求NOX排放标准为260 mg/Nm3。
表1为燃烧不同燃料时玻璃窑炉NOX排放情况。(根据《玻璃工业大气污染物排放标准》编制说明)
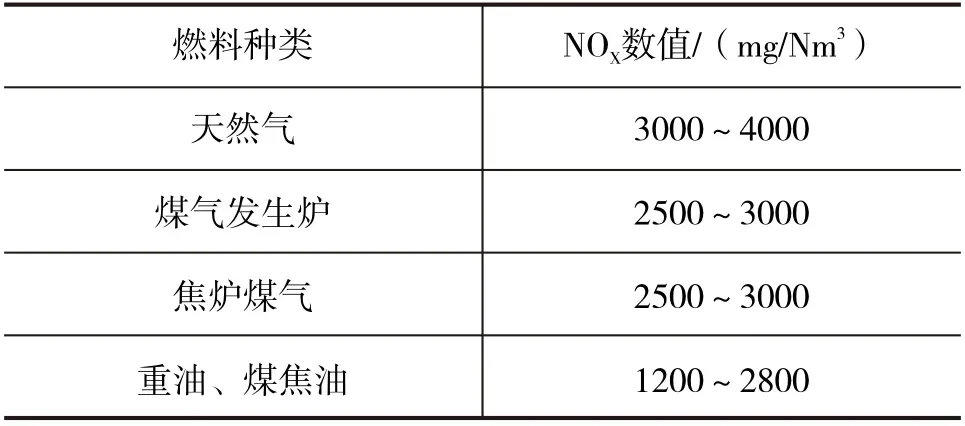
表1 燃烧不同燃料时玻璃窑炉NO X排放情况
1.2 玻璃行业NO X来源
玻璃行业NOX来源主要分为3个方面:①玻璃原料中少量硝酸盐分解;②燃料中含氮物质的氧化;③助燃空气中氮的氧化。由于玻璃窑炉的温度较高,因此有大量的热力型NOX产生。热力型NOX是 导致玻璃窑炉NOX排放浓度高的主要原因。
1.3 玻璃窑炉烟气排放特点
(1)玻璃窑炉换向导致的排放不稳定。玻璃窑炉一般每隔20~25 min需要进行一次换向,在换向过程中火焰骤停,导致NOX浓度下降、烟气波动较大、烟气温度也有30~50℃的波动范围。并且在换向阶段,外排烟气极易呈黄色[1]。
(2)NOX含量高,由于玻璃窑炉排放的主要为热力型NOX, 同时由于NOX原始排放数值非常高,因此多数窑炉的脱硝效率需要达到80%~95%。
(3)由于玻璃原料中有大量的石英砂、纯碱、硼酸等,从而导致烟气中含有较多的细小粉尘。且这些粉尘含有大量碱性物质,使得烟气中的灰尘具有较强的粘附性,极易堵塞催化剂。
(4)对于使用焦炉煤气作为燃料的窑炉,易发生煤气中含有焦油现象,从而导致催化剂的严重堵塞。
2 SCR脱硝原理及玻璃窑炉工程应用现状
2.1 玻璃窑炉现有氮氧化物治理技术
从玻璃窑炉的氮氧化物产生过程来看,氮氧化物的治理路线为:玻璃原料及燃料控制、燃烧过程控制、尾气控制。
(1)玻璃原料及燃料控制
主要是采用代替、优化配比等方式控制玻璃原料中的硝酸盐的用量,以及采用天然气等清洁能源。
(2)燃烧过程控制技术
改进燃烧技术,使燃烧过程中产生的热力型NOX降 低,从而达到降低NOX排放的目的。燃烧过程控制主要是以分级燃烧技术为代表的低氮燃烧技术、纯氧燃烧技术等。
(3)尾气控制技术
尾气控制技术主要是指对窑炉排放的尾气中已经产生的NOX进行处理,主要包含SCR(选择性催化还原法)技术和SNCR(选择性非催化还原法)技术两种。
在实际工程运用中,玻璃原料以及燃料控制技术已经广泛运用,但对于烟气中的NOX来说,主要为热力型NOX,使用此技术改造后并不能满足国标排放要求。
经过低氮燃烧技术改造后可减少烟气中NOX排放量,且后续纯氧燃烧技术通过控制燃烧过程大大减少了NOX排放量。目前,国内平板玻璃熔窑应用的较少,大多应用于玻纤熔窑、微晶玻璃熔窑及超白压延光伏玻璃熔窑。排放指标仍难以稳定。
对于尾气控制技术来说,SNCR反应需在800~1000 ℃条件下喷入还原剂,在此温度下经过化学反应后将烟气中的NOX还 原成N2和H2O。但其缺点是在保证氨逃逸前提下其脱硝效率一般低于70%,难以稳定满足现有排放要求,且在玻璃窑炉中适合反应的温度都位于窑炉内,此处喷入还原剂可能会影响玻璃产品质量,因此此技术并不适用于玻璃窑炉脱硝。
与SNCR相比,SCR则具有更高的脱硝效率,更友好的温度窗口等特点,因此SCR脱硝成为了目前玻璃窑炉最主流以及最稳定的脱除NOX的技术手段。
2.2 玻璃窑炉SCR脱硝工艺原理及其应用
2.2.1 反应原理
SCR(选择性催化还原法)脱硝中,选择性是指在催化剂的作用下还原剂优先将烟气中NOX还原成N2和H2O。其反应必备的三个条件分别为:适宜的温度(中高温260~350 ℃、低温200~260℃)、催化剂以及还原剂,还原剂有氨水、液氨及尿素。图2为化学反应原理图和方程式。
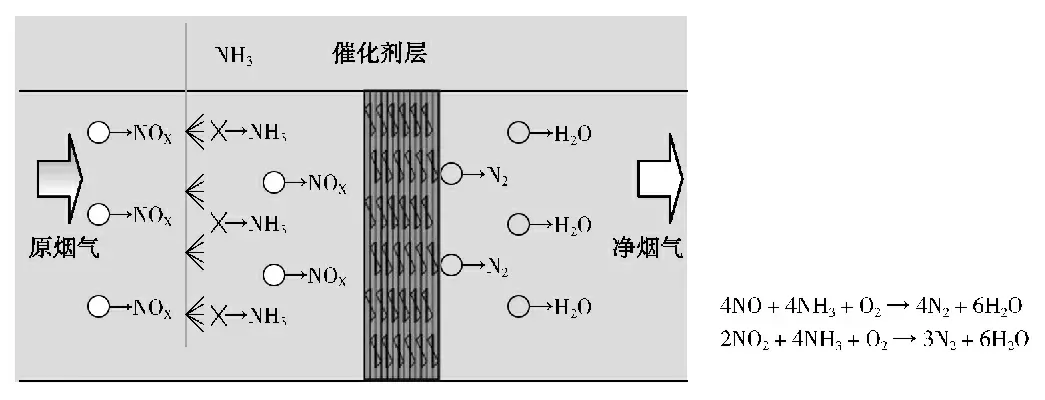
图2 SCR化学反应原理图
2.2.2 玻璃窑炉中常见SCR脱硝工艺流程
玻璃窑炉常见SCR脱硝工艺流程以催化剂使用温度来划分,主要分为中高温脱硝和低温脱硝。
中高温脱硝是指:在280~350 ℃的条件下进行脱硝反应,玻璃窑炉中高温脱硝常见工艺路线为以下几种:
(1)中高温、高尘布置
图3为中高温、高尘布置脱硝的工艺路线。此工艺路线最大的特点就是SCR反应温度为催化剂最适宜温度、脱硝效率高、不易产生硫酸氢铵等副产物。但是缺点是此路线进入SCR反应器的烟气为高尘状态下,对脱硝催化剂吹灰器要求较高,烟气中的灰尘极易堵塞催化剂。
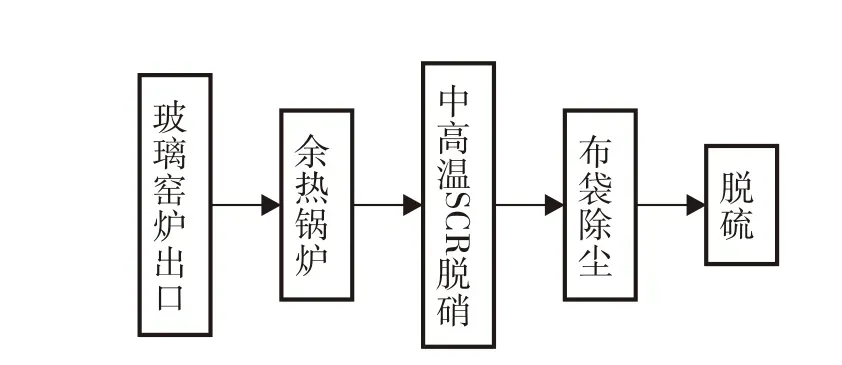
图3 中高温、高尘布置脱硝工艺路线
(2)中高温、低尘布置
图4为中高温、低尘布置脱硝的工艺路线。此工艺路线最大的特点就是在SCR脱硝前用电除尘来进行预除尘,此种方法能有效去除烟气中的大部分粉尘,防止催化剂堵塞,但缺点是比高尘工艺多出了一个电除尘,投资成本较高。
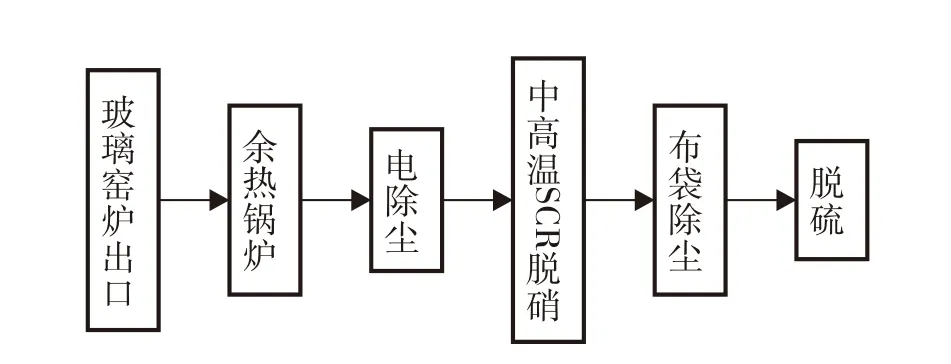
图4 中高温、低尘布置脱硝工艺路线
图5同样也为中高温、低尘布置脱硝工艺路线。此路线最大的特点就是SCR脱硝位于除尘、脱硫后,因此烟气中的二氧化硫和粉尘含量极低,从而能保证催化剂没有灰尘堵塞风险。缺点是加热器一般采用天然气或煤气作为热源,将150~200 ℃的烟气加热到280 ℃需要消耗较多的燃料,增加了运行的费用。

图5 中高温、低尘布置脱硝工艺路线
低温脱硝是指在200~280 ℃的条件下进行脱硝反应,玻璃窑炉低温脱硝常见路线见图6。
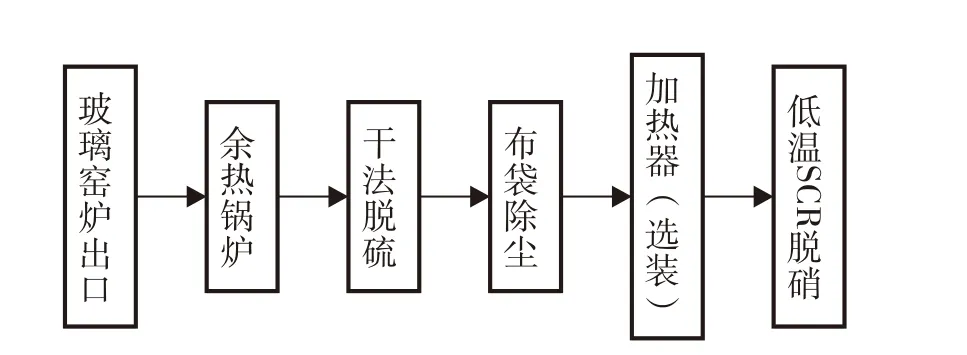
图6 低温、低尘布置脱硝工艺路线
此工艺路线最大的特点就是SCR脱硝位于除尘、脱硫后,因此烟气中的二氧化硫和粉尘含量极低,能有效防止催化剂堵塞。如果进入SCR脱硝前的烟气温度低于200 ℃,则需要使用加热器进行烟气加热,此工艺加热幅度较小,燃料耗量也低于中高温脱硝工艺路线。但是由于温度较低,需要使用低温催化剂,催化剂成本增加。
2.2.3 不同燃料对脱硝工艺路线的影响
玻璃窑炉使用的燃料主要为天然气、煤气等,选择脱硝工艺路线需要根据燃料的不同特性来合理配置。如使用天然气作为燃料时,在SO2满足排放标准的情况下可不额外增设脱硫设备;如果使用焦炉煤气、石油焦等作为燃料时,需要重点注意燃料中是否含有焦油等物质,如果含有焦油,在烟气处理前端需增设烟气调质装置,以免焦油粘附在除尘器或催化剂上造成堵塞。
3 玻璃窑炉SCR脱硝常见问题以及解决方案
3.1 NO X脱硝效率以及氨逃逸超标问题
(1)关键部位设计对脱硝效率以及氨逃逸的影响
在脱硝效率为80%~95%的情况下,想要稳定地保证效率以及氨逃逸的排放,就需要对整个反应器的流场分布、喷氨均匀性、催化剂体积余量等有更高的要求,其中流场是保证脱硝效率和氨逃逸至关重要的一部分,同时也是玻璃窑炉常常会忽略的问题,流场需要保证指标见表2。
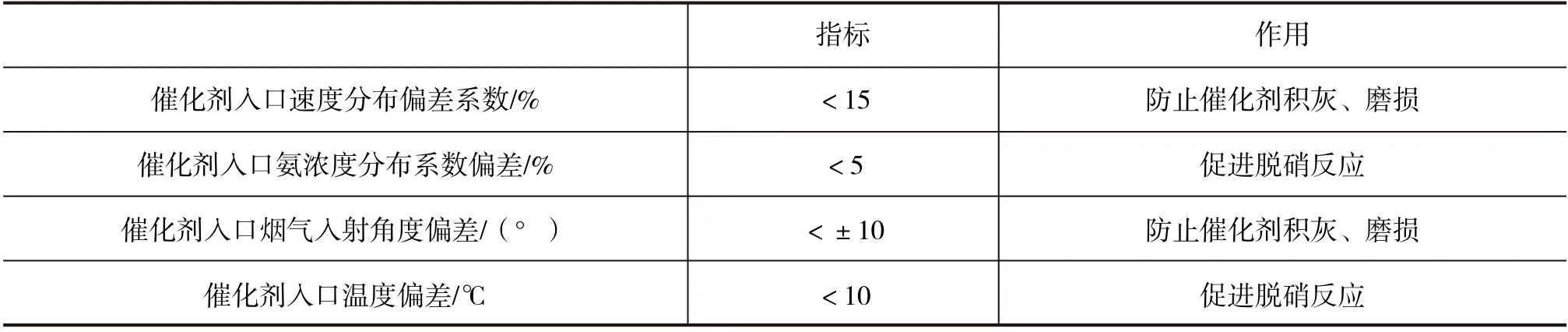
表2 流场要求
(2)窑炉自身运行特点对脱硝效率以及氨逃逸的影响
对于玻璃窑炉自身的生产、运行特点来说,也会对出口NOX浓度造成很大的波动。正常情况下,窑炉为了防止自身受热过高,一般需要每隔20~25 min进行火焰换向操作,换向操作时间一般为0.5 min。在换向期间会造成火焰骤停现象,从而会导致NOX浓度迅速下降,换向结束后,为了维持窑内温度需求,因此又会增大燃料投放量,从而又导致了SO2浓度迅速升高、NOX浓度恢复到换向前数值,一般此种情况持续2 min左右[1]。此种现象会导致NOX排放浓度快速发生变化,严重影响SCR脱硝喷氨的控制以及烟气中氨逃逸数值。
窑炉换向导致NOX排放浓度快速变化这种现象属于“周期性”、“有规律”的变化,解决此问题则需要对喷氨逻辑设定上进行优化,在逻辑设定中对此现象进行单独考虑,可有效避免NOX排放不稳定、喷氨过量、效率不达标或氨逃逸等问题。
3.2 催化剂失活问题
催化剂失活一部分是以化学失活为主的可再生失活,另一部分为物理性失活为主的不可再生失活。
(1)可再生失活
对于玻璃窑炉中可再生的失活问题主要分为以下几种:
① 碱金属粘附堵塞以及化学中毒
玻璃生产的原料中有石灰石、纯碱、硼酸等物质,因此烟尘中含有大量的碱金属(以Na2O为主)、重金属(以砷、磷为主)等,这些物质长期与催化剂接触都可以使催化剂发生化学失活。特别是碱金属,具有一定的粘附性,对于前端没有除尘的SCR脱硝系统,含有碱金属的灰尘极易粘附在催化剂表面,使得催化剂化学中毒现象更加严重。这种碱金属中毒会使催化剂慢性失活。失活后的催化剂需要返回催化剂厂进行再生。并且碱金属还会造成催化剂的微孔堵塞,直接影响脱硝效率。
② 低温下硫酸氢铵堵塞催化剂现象
硫酸氢铵现象是低温脱硝中独有的一个问题。当采用低温SCR脱硝时,需要特别注意进入SCR反应器的烟气中SO2、SO3是否脱除干净。SO3和NH3极易在低温下生成硫酸氢铵。硫酸氢铵具有一定的粘附性,极易粘附在催化剂表面,堵塞催化剂微孔,严重影响脱硝效率和催化剂使用寿命。
在低温脱硝工艺路线上要特别注意前端干法脱硫的效果和稳定性,特别是在窑炉换向期间。在工程中建议进入SCR脱硝前增加天然气升温装置,在催化剂低温运行一段时间后进行在线升温,使用加热器将烟温加热到340 ℃左右、持续不低于8 h。用此种在线升温的方式可以有效缓解少量硫酸氢铵堵塞问题。
(2)不可再生失活
不可再生失活主要是焦油对催化剂的堵塞以及吹灰器吹灰压力过高导致的催化剂物理破损。
当窑炉燃料采用焦炉煤气或石油焦时,如果煤气制备过程中脱焦油效果不好,会导致烟气中含有大量的焦油。对于前端没有布袋除尘的中高温SCR脱硝来说,含焦油的烟气将会直接与催化剂接触。焦油具有极强的粘附能力,会在短时间内堵塞催化剂微孔,甚至堵塞催化剂孔道,造成脱硝效率下降以及反应器压差迅速上升的情况。
被焦油堵塞的催化剂是无法采用吹灰器以及直接加热烟气来去除的,需拉回催化剂厂家进行处理。烟气中的焦油对催化剂的危害极其严重,此种失活比碱金属中毒来的更快。为了尽量避免此种问题发生,首先需要尽量采用不含焦油的煤气或天然气,其次可考虑在SCR脱硝前增加调质塔,在调质塔中利用钙等干粉将绝大部分焦油吸附去除。
催化剂物理或机械破坏的失活主要是因为吹灰器吹灰压力等原因造成的破损以及人工吹灰和检修时造成的催化剂破损,此种破损为不可逆性催化剂损伤,需要更换催化剂。
3.3 SCR脱硝吹灰器选择
SCR脱硝催化剂的吹灰问题为高尘SCR脱硝最大的问题。造成此问题的主要原因为灰尘中含有碱金属导致(焦油导致的堵塞无法使用吹灰器来去除)。根据表3粉尘粒径分布可以看出窑炉烟气粉尘粒径趋近于3~30 mm。[1]

表3 粉尘粒径分布
想要解决以及减轻催化剂积灰问题需要在吹灰器种类上进行科学的选择,目前市面上催化剂吹灰器主要分为两种:耙式蒸汽/压缩空气吹灰器和声波吹灰器。
耙式蒸汽/压缩空气吹灰器是利用过热蒸汽以及加热后的压缩空气的射流冲击来清除催化剂表面以及孔道内的积灰,因为是接触式清灰,因此有较强的清除力,可以清除黏性较高灰。吹灰气体温度控制不当,蒸汽中的凝结水或压缩空气中的水会对催化剂有较大的影响,吹灰压力控制不当容易破损催化剂。使用压缩空气时需要进行升温,耗能较高,可能存在吹灰死区。耙式吹灰器适合绝大部分SCR反应器吹灰使用。
声波吹灰器是利用金属膜片在压缩空气作用下由声波发生器产生声波,在声波的作用下将催化剂表面的积灰松动,声波吹灰器设备安装简易、维护简单,可在线更换。声波可以到达的地方都有清灰效果。但其只能作用于催化剂表面松散灰、声波衰减率较大、对已经堵塞孔道以及大块积灰效果较差。声波吹灰器常用于浮灰清理和辅助清灰时使用。
蒸汽/压缩空气吹灰器+声波吹灰器组合的方式更加适合玻璃窑炉SCR的清灰。同时还需注意以下几点:
使用压缩空气吹灰器时,压缩空气需加热到140 ℃以上,以免压缩空气中携带过多的液态水,影响催化剂使用。
使用声波吹灰器时,吹灰器多作为辅助吹灰使用。吹灰器喇叭口中心线距催化剂表面300~500 mm,以免灰尘堵塞喇叭口,影响声波吹灰器使用性能。
使用蒸汽/压缩空气吹灰器时,需注意吹灰压力的控制,使用的压缩空气压力以及蒸汽的压力与其相对催化剂的高度需要匹配,保证既能有效清除催化剂表面积灰,又能不对催化剂产生物理损坏。
4 某玻璃项目实际案例分析
图7为某玻璃项目运行3个月后失活的催化剂情况,对催化剂碎片和积灰进行的元素分析结果见表4。
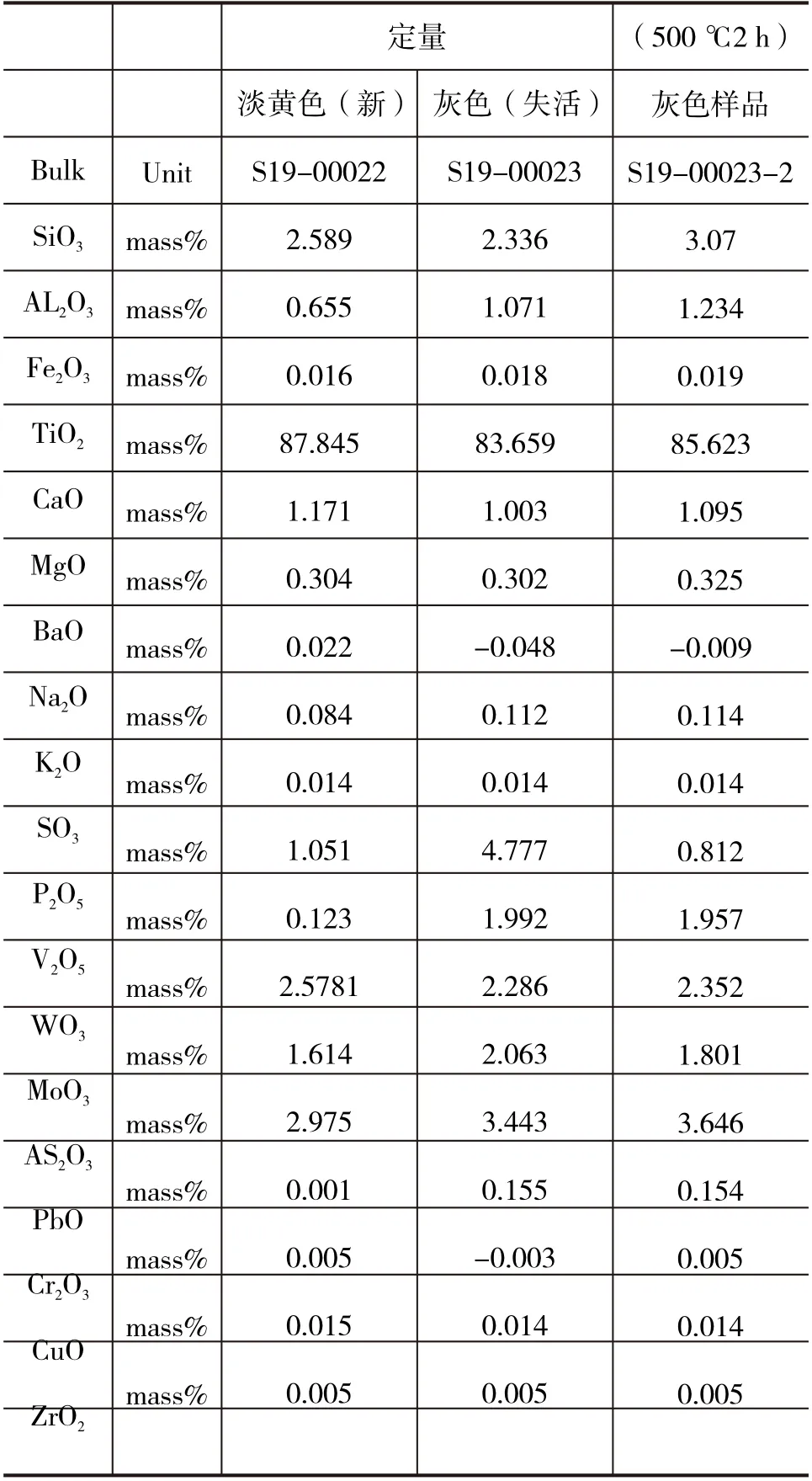
表4 对催化剂碎片和积灰进行的元素分析结果 %
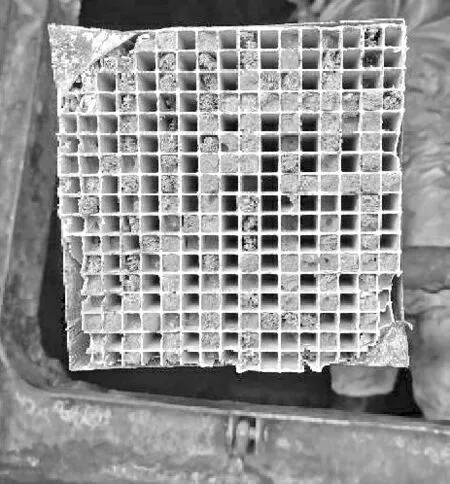
图7 某玻璃项目催化剂照片
图7为某项目催化剂在用3个月后情况,可以看出催化剂堵塞十分严重。表4为对此项目催化剂碎片以及堵塞灰样进行的元素检测报告。报告中分别是新催化剂、失活催化剂以及加热500 ℃2 h后三种状态的元素含量对比。可以看出,失活样品与新样品相比较,Na2O、AS2O3、P2O5有明显的增加(V2O5、WO3、MoO3为催化剂组成物质)。此结果证明灰中含有较多碱金属、重金属(砷、磷)。可以判断碱金属为此次催化剂堵塞原因之一,碱金属和重金属为此次催化剂化学失活原因之一。
通过新样品与失活样品以及500 ℃ 2 h后的数据进行比较,可以发现SO3在失活样品中明显增加,加热后又降低到初始状态。根据硫酸氢铵低温生成、高温分解的特性可以推断出,硫酸氢铵也是此次堵塞的原因之一。对破损催化剂进行500 ℃煅烧2 h后,催化剂碎片由灰色变为淡黄色,根据窑炉燃料特性可以判断烟气中的焦油也是此次堵塞的原因之一。
5 结语
在进行SCR脱硝设计时,需要充分考虑燃料特性、运行特性、烟气特性等影响。结合窑炉自身情况,合理组合、选择工艺路线。根据现有实际工程案例和运行效果,建议采用玻璃窑炉出口—余热锅炉—电除尘—中高温SCR脱硝—脱硫—布袋和玻璃窑炉出口—余热锅炉—干法脱硫—布袋除尘—加热器(选用)—低温SCR脱硝两种工艺路线。
猜你喜欢
宝钢技术(2022年2期)2022-11-23
宝钢技术(2022年2期)2022-11-23
消费电子(2022年6期)2022-08-25
玻璃(2022年2期)2022-03-03
建材发展导向(2021年12期)2021-07-22
恋爱婚姻家庭·青春(2019年11期)2019-12-11
恋爱婚姻家庭(2019年32期)2019-11-19
消防界(2019年9期)2019-09-10
佛山陶瓷(2017年3期)2017-04-06
佛山陶瓷(2017年1期)2017-02-23
