拉制参数对碱铝硅超薄浮法玻璃拉薄行为的影响
2022-03-26 09:45:34程弋芮林祎恺李会平
玻璃 2022年3期
程弋芮 林祎恺 李会平
(1. 华东理工大学无机材料系 上海 200237;2. 中石化上海有限公司配管工程室 上海 200120)
拉薄是超薄柔性浮法玻璃生产的一道重要工序[1-3]。纵向牵引力、拉制温度(黏度)及温度制度是影响薄玻璃生产的重要因素。纵向牵引力太小,拉出的玻璃达不到超薄柔性玻璃的厚度要求;纵向牵引力过大,有拉断玻璃板的危险。拉制温度愈高,玻璃黏度愈小,拉成既定厚度玻璃所需纵向牵引力愈小,而薄玻璃在表面张力作用下的回缩增厚能力则增强;拉制温度过低,玻璃黏度增加,拉制阻力增加,拉制困难,拉出既定厚度玻璃所需纵向牵引力要求愈大。不同组成玻璃,其黏度-温度曲线不同,拉制温度要求自然不同。玻璃纵向温度制度影响窑炉作业及生产产品的最终厚度。
本文在前期工作的基础上,借助所提出的数学模型,通过调整参数,将其应用于碱铝硅超薄玻璃的拉薄分析;用数值方法研究拉制过程中工艺、过程参数对超薄玻璃拉薄行为的影响,以期进一步提升对超薄玻璃制备技术的认识。
1 数学模型[4]
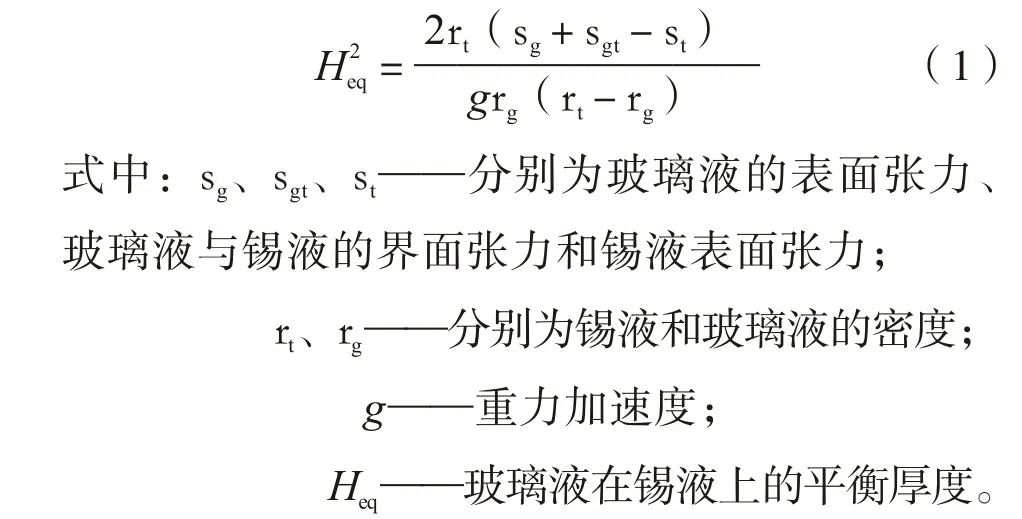
1.1 锡液上玻璃液的平衡厚度
玻璃液在锡槽锡液面上的平衡厚度可表示为:
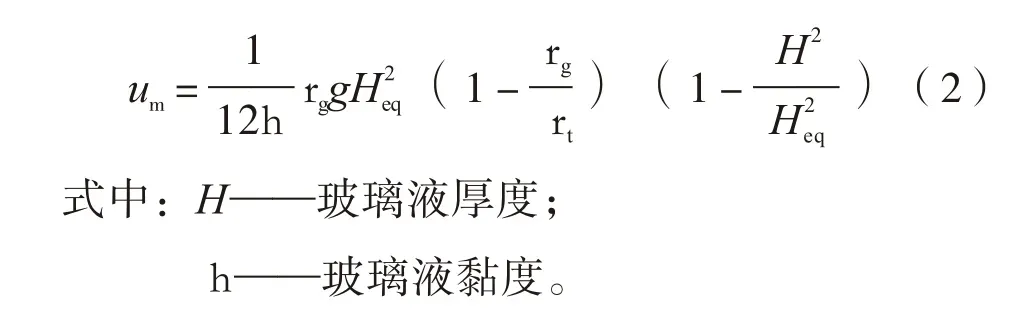
1.2 薄玻璃的回缩增厚速度
小于平衡厚度(H<Heq)的玻璃,其平均回缩增厚速度um可表示为:
1.3 Narayanswamy拉制模型
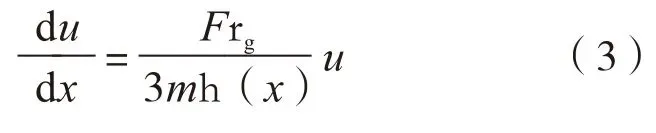
式(3)描述了玻璃带纵向拉制速度U与纵向牵引力F和玻璃带黏度的关系。此式可分析玻璃带纵向拉制速度随拉制距离的变化。也可用于研究玻璃带纵向牵引力、玻璃黏度等对玻璃拉薄行为的影响。
1.4 玻璃黏度与温度的关系
假设玻璃液(带)的黏度遵循经典的Fulcher公式:

式中:A、B、T0——与玻璃组分有关的常数,可根据玻璃品种确定。
假设玻璃液(带)沿锡槽长度方向的温度变化可用式(5)表示。

式中:a——玻璃带的拉制温度;
b——沿锡槽方向玻璃带的温降梯度。可
根据既定的拉制温度制度确定。
2 计算方法
式(3)~(5)描述了锡槽中玻璃带拉制过程的基本规律,利用该模型可分析玻璃带的拉薄行为,并可研究纵向牵引力、拉制温度和温度梯度等对拉薄玻璃厚度的影响。由于玻璃黏度对温度的依赖性,式(3)是一个非线性模型,直接分析求解是不可行的。本文选用4阶龙格-库塔方法用数值方法进行数值求解[5]。
求解时,先根据温度制度(式(5)),求取各节点玻璃带温度;由式(4)算出各节点黏度温度,最后再由式(3)求出各节点玻璃带速度和厚度。
通过改变纵向牵引力、玻璃黏度表达式中参数及调整纵向温度制度可研究拉制参数的影响。
3 结果分析与讨论
3.1 基本数据
应用上述模型,在计算机上对碱铝硅超薄玻璃进行了模拟计算。计算中用到的玻璃液的性质见表1[1,6,7]。
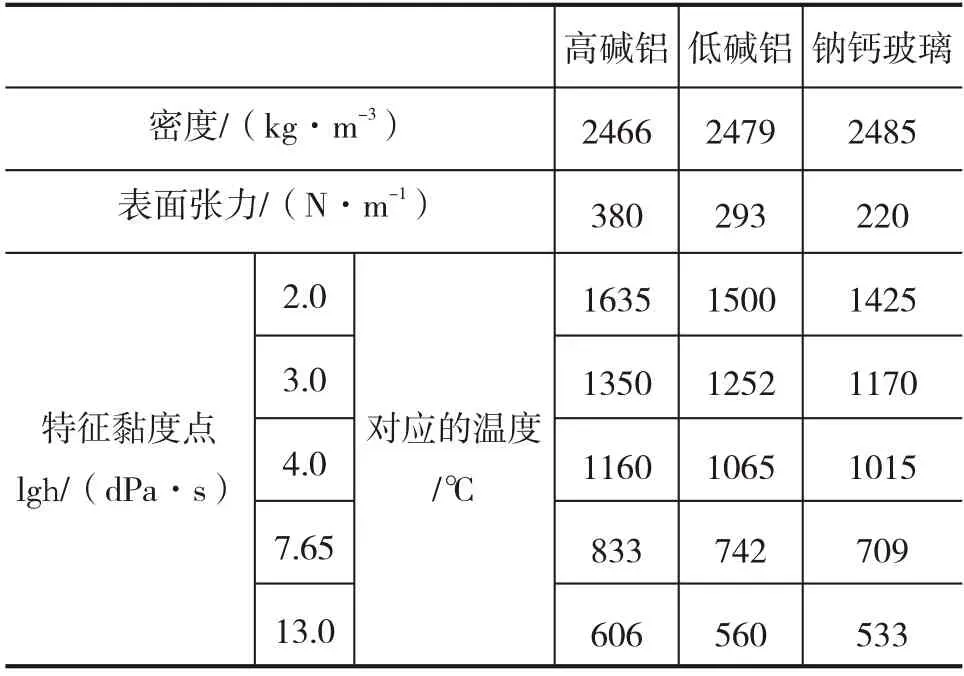
表1 碱铝硅玻璃性质及特征黏度点对应的温度
3.2 碱铝硅玻璃的平衡厚度与回缩增厚速度
3.2.1 平衡厚度
将锡液密度和表面张力及表1中碱铝硅玻璃的相关数据代入式(1),可算得高碱铝、低碱铝和钠钙硅玻璃在锡液上的平衡厚度,分别为7.25 mm、6.78 mm和6.01 mm。该数据比普通钠钙硅酸盐玻璃的平衡厚度(6.01 mm)略大。表明高碱铝和低碱铝硅玻璃比普通浮法玻璃拉薄要求更高。
3.2.2 薄玻璃回缩增厚速度与拉制温度
玻璃厚度及黏度对低碱铝和高碱铝硅玻璃的回缩增厚速度的影响见图1、图2。

图1 玻璃厚度和黏度对低碱铝硅玻璃的回缩增厚速度的影响
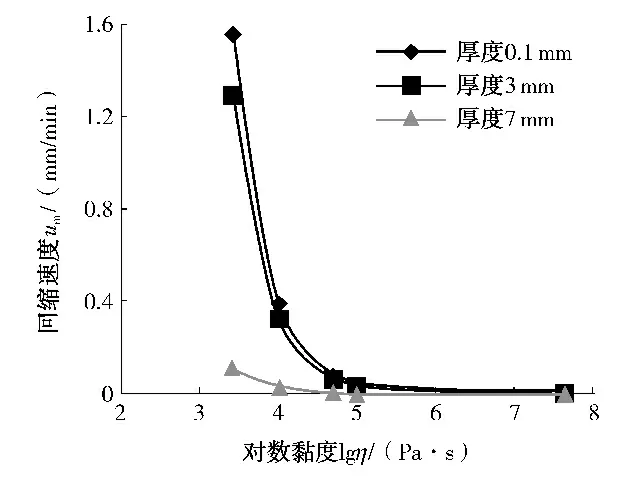
图2 玻璃厚度和黏度对高碱铝硅玻璃的回缩增厚速度的影响
图1和图2表现出相似的特性。从图1和图2可见,在同一黏度下,随着玻璃厚度的减薄,玻璃带回缩增厚速度迅速增大;在高温度(低黏度)区这种趋势尤为明显。这主要是因为在高温区,玻璃黏度小,流动阻力迅速减小所致。
从图1和图2也可看出,随黏度增大,无论厚玻璃还是薄玻璃,玻璃带回缩增厚速度迅速减小,黏度至约105Pa·s时,回缩增厚速度不再明显变化;黏度至108Pa·s时,回缩增厚速度重叠在一起。
当玻璃液从熔窑流入锡槽后,在重力作用下,玻璃迅速展薄,达平衡厚度后,再展薄则必须使用纵向牵引和横向拉边。鉴于本模型还未考虑横向拉边作用,暂时将拉制温度设置在黏度为105Pa·s时所对应的玻璃温度。
利用玻璃黏度-温度表达式,带入表1相应数据,可算得相应的温度。普通钠钙玻璃、低碱铝和高碱铝硅玻璃的相应温度分别为:812 ℃,844℃,952 ℃。
3.3 纵向牵引力与玻璃最终厚度的关系
为避免重复,以下研究以低碱铝硅玻璃为例进行计算与分析。
计算时输入的相关数据:玻璃产量为10 t/d,拉制温度为845 ℃,末端玻璃温度为645 ℃,纵向温度梯度为6.67 ℃/m。计算时,输入一个纵向牵引力,利用公式(3)~(5),从拉制区算至锡槽末端,得到末端玻璃带厚度。计算得到的纵向牵引力与末端玻璃厚度的数据见表2。根据表2中数据可作图分析。

表2 计算的纵向牵引力与末端玻璃厚度的数据
低碱铝硅玻璃的末端玻璃厚度与纵向牵引力的关系如图3所示。
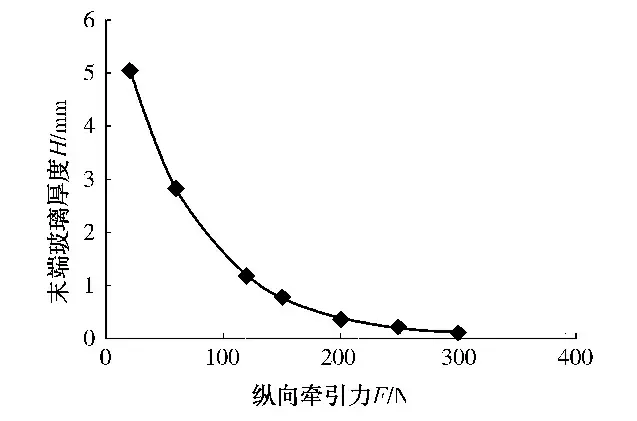
图3 低碱铝硅玻璃的纵向牵引力与末端玻璃厚度的关系
从图3可见,随纵向牵引力增加,末端玻璃厚度逐渐减小,在表2所述条件下,至212 N时,末端玻璃厚度已拉薄至0.1 mm,达到超薄玻璃的要求。
从图3也可看出,纵向牵引力与末端玻璃厚度的关系并不呈线形关系。在牵引力较小(20 N)时,所拉出的玻璃较厚(约为5 mm);随牵引力增加(20~150 N),拉制出的玻璃迅速减薄(5~0.767 mm),处于迅速拉薄区。当牵引力大于150 N时,牵引力对玻璃的拉薄作用减缓(牵引力从150 N提升至250 N时,玻璃厚度从0.767 mm降至0.182 mm),处于缓慢拉薄区。当牵引力大于300 N时,随牵引力增大,玻璃厚度不再明显变化。
对不同玻璃,纵向牵引力与末端玻璃厚度的关系图变化规律相同,可见到类似的3个区,只是拉薄参数的数据不同。
对表1所述低碱铝硅玻璃,在表2所述条件下,拉得厚度小于0.1 mm的超薄玻璃的纵向牵引力应不小于212 N。
3.4 拉制温度对所需纵向牵引力的影响
前述计算分析是基于105Pa·s黏度所对应的温度进行的。实际上,流入锡槽的玻璃温度要高一些。当在较高温度下,玻璃展薄达到平衡厚度后,在纵向牵引力作用下会继续发生展薄。由于温度相对较高,变薄的玻璃会在表面张力的作用下发生回缩增厚,此时,使用横向拉边装置是必须的。随着玻璃带的继续前行,玻璃带不断变薄,温度不断降低,黏度迅速增大,至108Pa·s时,玻璃已不能再拉薄,形成最终厚度。
为研究拉制温度对拉制超薄玻璃所需纵向牵引力的影响。本文在保持上文所述基本条件不变的情况下,改变温度进行了计算。图4是拉得0.1 mm厚超薄玻璃所需的纵向牵引力。
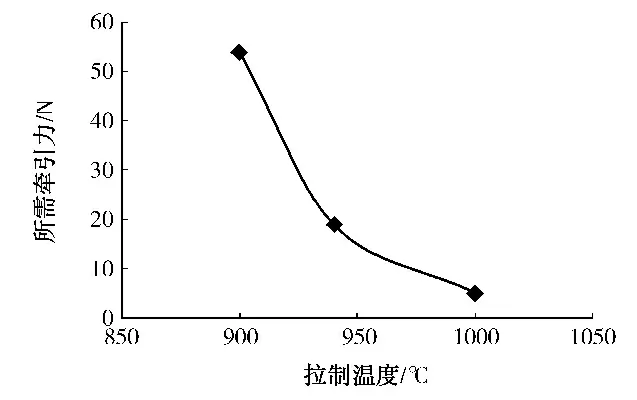
图4 拉制温度对所需纵向牵引力的影响
从图4可见,将拉制温度提高到1000 ℃,拉得所需厚度的超薄玻璃的纵向牵引力迅速降低;降低拉制温度(900 ℃),所需纵向牵引力迅速上升。因此,拉制超薄玻璃的温度不宜过低。
3.5 玻璃带纵向温降对纵向牵引力的影响
图5给出了玻璃带纵向温降对拉得0.1 mm厚超薄玻璃所需纵向牵引力的影响。

图5 玻璃带纵向温降对所需纵向牵引力的影响
从图5可见,在保持日产量和拉制温度不变的情况(产量为10 t/d, 拉制温度为845 ℃)下,随玻璃带温降梯度增加(即玻璃带末端温度降低),拉得相同厚度的超薄玻璃所需纵向牵引力近似直线上升(温度梯度为1.667 ℃/m时,牵引力约为79 N;3.333 ℃/m,139 N;6.667 ℃/m,291 N)。因此,在既定的拉制条件下,玻璃带温降不宜过大,能保持正常的作业即可。
4 结论
利用前期所提出数学模型和数值计算方法,通过改变参数,在计算机上进一步研究了玻璃组分和拉制条件对超薄玻璃拉薄行为的影响。
(1)薄玻璃的回缩增厚速度随玻璃厚度变薄迅速增大,随玻璃黏度增大急剧减小。在黏度约为105Pa·s时,薄玻璃的回缩增厚速度不再明显变化。因此,可在此黏度对应的玻璃温度下,进行薄玻璃的拉薄分析。
(2)纵向牵引力越大,所拉得的玻璃的最终厚度越小。因此,可通过改变纵向牵引力调整玻璃的厚度,但所得到的玻璃的厚度与纵向牵引力不是线性关系。
(3)拉制温度高低影响拉得超薄玻璃所需纵向牵引力的大小。拉制温度过低,所需纵向牵引力太大;拉制温度过高,所需纵向牵引力虽然可以减小,但拉得的薄玻璃会在表面张力作用下迅速回缩增厚,需设置拉边机。有多对拉边机时的合理成形温度的定量分析有待进一步研究。
猜你喜欢
哈尔滨铁道科技(2020年3期)2021-01-18 06:23:04
上海公路(2019年3期)2019-11-25 07:39:30
少年漫画(艺术创想)(2019年5期)2019-09-18 01:26:34
小哥白尼(趣味科学)(2019年5期)2019-08-27 02:46:58
摇篮(2016年19期)2016-12-01 06:32:52
中学生数理化·高一版(2016年4期)2016-11-19 14:15:27
肇庆学院学报(2016年5期)2016-03-11 18:09:21
学习月刊(2015年1期)2015-07-11 01:51:10
科普童话·百科探秘(2015年5期)2015-05-26 07:14:06
石油炼制与化工(2015年6期)2015-04-05 16:46:10