
后区压力棒与新型下销对纱线质量的影响
2022-03-25 03:07:10盛庆石
纺织器材 2022年1期
盛庆石
(山东飞泰纺织有限公司,山东 聊城 252000)
0 引言
纺纱器材的配置直接影响细纱的成纱质量[1],为了探讨细纱器材和专件、尤其是后区压力棒[2]与新型下销对成纱质量的影响,笔者进行了以下试验,优选出合理的配置,使成纱指标得到较好改善。
1 优化配置案例一
试纺品种:集聚纺CJ 18.22 tex;试验配置:裕华方管摇架、V型牵伸;试验机台:218号和217号,同台、同锭、同粗纱试纺。
1.1 试验1
218号机台,在同新型上销、同罗拉隔距、同摇架刻度条件下;配置一:新型下销、3.5 mm单面钳口、无后区压力棒;配置二:老式下销、3.0 mm平面钳口、有后区压力棒。两种配置条件下的成纱质量指标对比见表1。

表1 不同配置条件下成纱质量对比一
通过表1成纱质量对比分析,在同台、同锭、同粗纱、同罗拉隔距、同摇架刻度、同新型上销条件下,采用配置二的成纱质量优于采用配置一的成纱质量。配置二比配置一条干CV值改善了0.45个百分点,千米细节改善了1个,千米粗节改善了3个,千米棉结改善了2个。
1.2 试验2
为了进一步确认试验1的结果,在试验1的基础上进行再次试验。试验2调整优化了摇架刻度,其中配置三的摇架刻度(前×中)为-2×45,配置四的摇架刻度(前×中)为-2×46。成纱质量对比见表2。

表2 不同配置条件下成纱质量对比二
通过表2试验结果分析可知,在同台、同锭、同粗纱、同隔距、同新型上销条件下,采用配置二生产的纱线质量指标优于配置一。其中,配置四中将摇架刻度设置为-2×46时其成纱质量指标最好;与配置一进行对比:条干CV值改善了1.15个百分点,千米细节改善了3个,千米粗节改善了3个,千米棉结改善了7个。
1.3 试验3
试验机台:167号,同新型上销、同后区压力棒、同钳口隔距块、同摇架刻度。配置一:老式下销、后区牵伸倍数为1.25;配置二:新型下销、后区牵伸倍数为1.29。2种配置条件下的成纱质量指标对比见表3。

表3 不同配置条件下成纱质量对比三
通过表3成纱质量对比分析,配置二采取了新型下销、1.29倍后区牵伸,其成纱质量优于配置一:条干CV值改善了0.48个百分点,千米细节改善了1个,千米粗节改善了6个,千米棉结改善了5个。
2 优化配置案例二
2.1 细纱工序试验
试纺品种:集聚纺CJ 22.43 tex K;试验机台:68号FA507型细纱机。
纺纱主要工序参数:实际牵伸倍数为30.99,机械牵伸倍数为32.97,后区牵伸倍数为1.20,设计捻度为67.5捻/(10 cm),捻系数为319.5,罗拉隔距为18 mm×35 mm,前罗拉转速为208 r/min,锭速为11 056 r/min,选用PG1-4254型钢领,气动加压V型牵伸配置。
纺纱配置:揩车完毕后,分别在纺纱配置一(在细纱机下销为带凹槽T型下销和单面钳口隔距块3.5 mm配置)和纺纱配置二(阶梯下销和平面钳口隔距块3.0 mm牵伸配置)条件下,同台、同锭、同粗纱纺满一落纱,对锭位做标记,分别在1号~20号锭取样进行成纱质量对比试验。两种配置条件下成纱质量指标对比见表4。
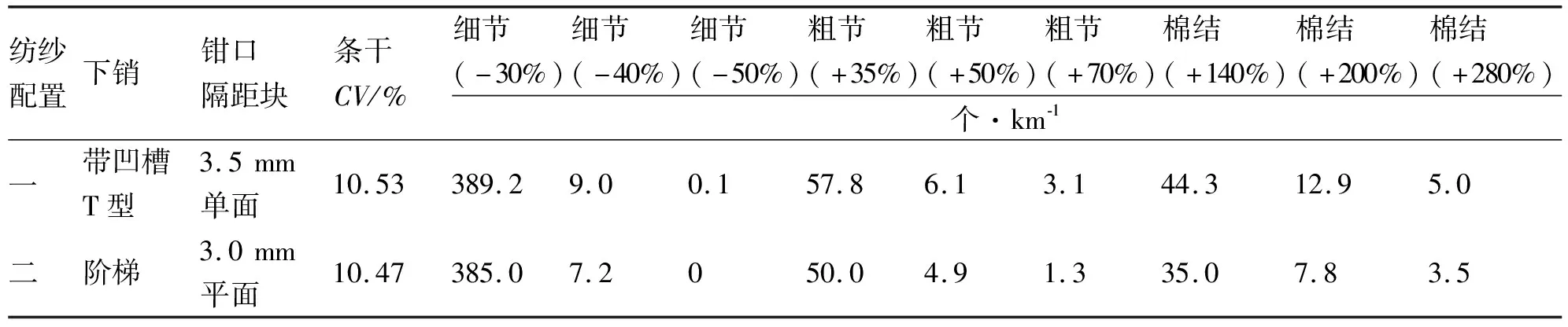
表4 不同配置条件下成纱质量对比四
通过对表4成纱质量对比分析,在纺制集聚纺CJ 22.43 tex K纱品种时,将带凹槽的T型下销和3.5 mm单面钳口更换为肇东阶梯下销和3.0 mm平面钳口后,所测得各项成纱质量指标均有不同程度的改善。其中,条干CV值改善0.06个百分点,-30%细节改善了4.2个/km,-40%细节改善了1.8个/km,-50%细节改善了0.1个/km,+35%粗节改善了7.8个/km,+50%粗节改善了1.2个/km,+70%粗节改善了1.8个/km,+140%棉结改善了9.3个/km,+200%棉结改善了5.1个/km,+280%棉结改善了1.5个/km。
2.2 络筒纱疵对比分析
试验品种:集聚纺CJ 22.43 tex K;试验机台:11号SAVIO自动络筒机,络纱速度为1350 m/min。
试验条件:在同样的电清设置条件下,分别络纺纱配置一、纺纱配置二条件下对应的管纱,分析对应的切疵情况。
电清工艺及曲线设置如下。
错号设置:+8.0%,-7.0%,错号长度为20 m。
短错号设置:+11.0%,-11.0%,短错号长度为6 m。
短疵群设置:直径为1.31,长度为1.2 cm,监看长度为20 m,疵点数为55个。
长疵群设置:直径为1.15,长度为20 cm,监看长度为10 m,疵点数为10个。
偏细疵群设置:直径为-12%,长度为5 cm,监看长度为10 m,疵点数为10个。
两种配置条件下络筒纱疵统计见表5。
由表5络筒工序试验数据分析:从细纱机带凹槽T 型下销和3.5 mm单面钳口配置调整为阶梯下销和3.0 mm平面钳口配置,调整前后分别纺满一落纱,分别在自络同一台车,同电清工艺及曲线设置的条件下,分别络纱。从切疵数据分析,总切纱数减少70个,长粗切纱减少51个,细节切纱减少23个,长疵群切纱减少11个,错号切纱增加21个。总体来看,纺纱配置二相比配置一有所改善。

表5 不同配置条件下络筒纱疵统计
3 结论
3.1由优化配置案例一中3次试验结果分析,集聚纺精梳18.22 tex用细纱牵伸器材及工艺参数配置优选为:新型上销、新型下销、3.0 mm平面钳口、有后区压力棒、罗拉隔距为17.7 mm×27.3 mm、摇架刻度(前×中)为-2×46,后区牵伸倍数为1.29。现已对该细纱牵伸器材及工艺参数配置进行了推广,跟踪抽样测试指标为:条干CV值为11.81%,千米细节为0,千米粗节为7个,千米棉结为18个,成纱质量得到有效提升。
3.2在FA507型细纱机V型牵伸、气动加压配置条件下,纺制集聚纺CJ 22.43 tex K纱品种,采用阶梯下销和3.0 mm平面钳口配置,成纱质量改善程度、后纺络筒纱疵改善程度均优于带凹槽T型下销和3.5 mm单面钳口配置。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:56
纺织器材(2020年5期)2020-12-21 04:05:10
重型机械(2020年4期)2020-06-29 03:02:58
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
纺织器材(2020年1期)2020-03-24 09:14:34
国际纺织导报(2019年2期)2019-05-30 07:31:48
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
现代冶金(2018年1期)2018-04-08 06:08:12
大型铸锻件(2015年4期)2016-01-12 06:35:10
