
集聚纺细纱机使用压力棒隔距块对成纱质量影响的研究
2019-04-30 06:31惠晶
纺织科技进展 2019年4期
惠 晶
(新疆应用职业技术学院,新疆 奎屯833200)
现代纺纱技术中,集聚纺纱已经很普遍,而提高集聚纺纱的成纱质量仍然是技术工作的重中之重。对集聚纺细纱机上牵伸部分进行了压力棒隔距块的使用,研究其对成纱质量的影响情况。其原理主要是,在细纱前区加装压力棒以后,压力棒与被牵伸的纤维束接触,并迫使纤维束的通道成为曲线。由于压力棒的下压,须条在压力棒表面形成包围弧,在前牵伸区增加了一个新的摩擦力界,加强了对浮游纤维的控制作用,使纤维的变速点集中而稳定地靠近前钳口,有利于改善条干均匀度,减少细节、粗节和棉结,达到改善成纱条干均匀度的目的[1-6]。
1 工艺流程
F1012型往复抓棉机→FA103B重物分离器→FA103型双轴流开棉机→F1026型多仓混棉机+F1124C型梳针式开棉机→FA151型除微尘机→F1206A型梳棉机→F1310型并条机→F1383型条卷机→F1278型精梳机→FA319型并条机→F1458型粗纱机→F1569型细纱机[7]。
2 试验方案
2.1 试验条件
纺制品种:CJ15.3 tex、CJ14.6 tex;罗拉隔距:18×31 mm;各种规格普通隔距块(2.2、2.5、3.0 mm)和压力棒隔距块(2.2、2.5、3.0 mm),其他纺纱条件与常规相同。
2.2 测试条件
测试仪器:USTER®TESTER 5条干均匀度测试仪、USTER®TENSOJET 4强力测试仪。
测试速度:400 m/min;测试时间:1 min。
3 结果与分析
3.1 普通隔距块筛选试验
对普通隔距块在CJ15.3 tex、CJ14.6 tex上的选用进行了筛选。普通隔距块的型号分别有2.2、2.5、3.0 mm。分别对3种型号下的纱线进行10次测试,取平均值,得到表1不同规格普通隔距块下的成纱质量。
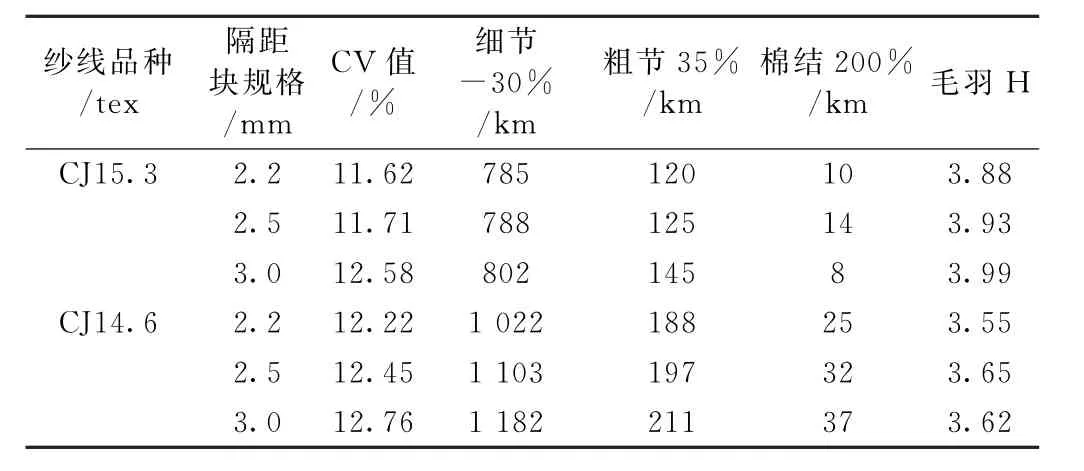
表1 不同规格普通隔距块下的成纱质量
根据表1数据可知,对于CJ15.3 tex、CJ14.6 tex采用不同的普通隔距块,成纱质量均有所不同。对比条干CV值,细节-30%/km,粗节35%/km,棉结200%/km,毛羽H,选用2.2 mm的钳口隔距规格的成纱质量较好。
3.2 压力棒隔距块筛选试验
对压力棒隔距块在CJ15.3 tex、CJ14.6 tex上的选用进行了筛选。压力棒隔距块的型号分别有2.2、2.5、3.0 mm。分别对3种型号下的纱线进行10次测试,取平均值,得到表2不同规格压力棒隔距块下的成纱质量。
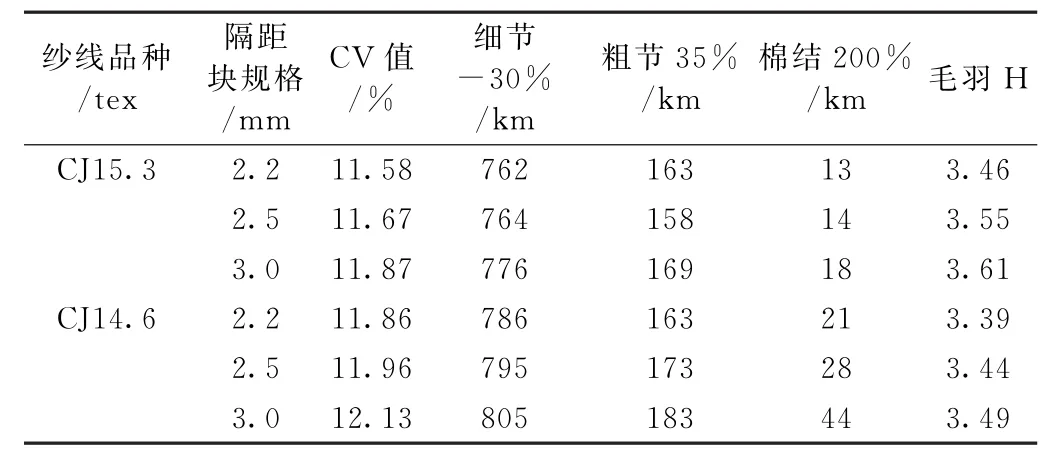
表2 不同规格压力棒隔距块下的成纱质量
根据表2数据可知,CJ15.3 tex、CJ14.6 tex采用不同的压力棒隔距块,成纱质量均有所不同。对于CJ14.6 tex纱线,对比条干CV值,细节-30%/km,粗节35%/km,棉结200%/km,毛羽H,选用2.2 mm的压力棒隔距规格的成纱质量最好。而对于CJ15.3 tex纱线,虽然选用规格为2.2 mm的压力棒隔距块,成纱的条干CV值比2.5 mm的压力棒隔距块好,但是在实际生产中,由于隔距较小,容易出现梳理不开,导致“硬头”较多,大大降低纱线品质,也会给挡车工带来困难。故实际生产中,纺制CJ15.3 tex纱线,选用2.5 mm的压力棒隔距块比较合适[8-9]。
3.3 普通隔距块与压力棒隔距块对比分析
试验是在3.1,3.2章节试验的基础上,选用优选的普通隔距块和压力棒隔距块进行二次对比试验,以期在优中选优。分别对普通隔距块(CJ15.3 tex、CJ14.6 tex均选用2.2 mm隔距块)和压力棒隔距块(CJ15.3 tex选用2.5 mm压力棒隔距块,CJ14.6 tex选用2.2 mm压力棒隔距块)下的纱线进行10次测试,取平均值,得到优化普通隔距块与压力棒隔距块进行对比试验,见表3。
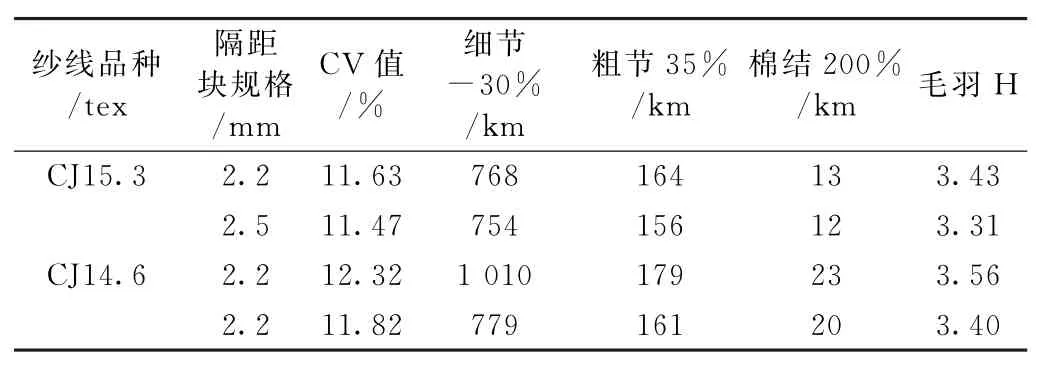
表3 优化普通隔距块与压力棒隔距块对比试验
根据表3数据可知,CJ15.3 tex、CJ14.6 tex均采用压力棒隔距块,成纱质量明显提高。其中,CJ15.3 tex使用压力棒隔距块,条干CV值降低约1.38个百分点;千米细节约减少1.82个百分点;千米粗节约减少4.88个百分点;千米棉结和毛羽也均有所降低。CJ14.6 tex使用压力棒隔距块,条干CV值降低约4.06个百分点;千米细节约减少22.87个百分点;千米粗节约减少10.06个百分点;千米棉结和毛羽也均有所降低。
4 结论
对于不同号数的集聚纺精梳纱,在细纱机上使用压力棒隔距块可以一定程度提高成纱质量,尤其在改善纱线条干CV值、千米细节、千米粗节上有明显作用。但是对于压力棒隔距的推广使用,还需要注意以下几个问题:
(1)不同号数的纱线,使用压力棒隔距块达到的效果不一样,且由于对纱线的附加摩擦力界增强,容易出现“硬头”,必须进行优化和对比试验,不可盲目使用。
(2)由于压力棒隔距块不同于普通隔距块,容易出现位移现象,需要加强监控和管理。
(3)市面上不同厂家的压力棒隔距较多,不同厂家的同型号压力棒隔距块实际规格有可能不同,材质也有差别,需要进行试验分析。
(4)细纱机对纱线的控制好坏决定了纱线的成纱质量,压力棒隔距块可与其他附加元件一起使用提高纱线质量,有待进一步研究对比。
猜你喜欢
棉纺织技术(2022年10期)2022-11-21
丝绸(2021年1期)2021-01-21
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
纺织器材(2019年2期)2019-04-15
丝绸(2017年5期)2017-10-15
中国纤检(2015年15期)2015-11-13
合成纤维工业(2015年3期)2015-08-05
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
现代纺织技术(2015年6期)2015-02-28
