
涤/莫代尔混纺织物浆纱工艺探讨
2022-03-25 03:07马彩虹
纺织器材 2022年1期
仲 佩,刘 园,马彩虹
(西安纺织集团有限责任公司,西安 710038)
1 原料性能及组织规划
莫代尔(Modal)纤维是一种新型环保纤维,是奥地利兰精公司开发的一种高湿模量再生纤维素纤维,采用欧洲榉木木质浆液制成。莫代尔纤维不但具有天然纤维的吸湿性,而且具有合成纤维的强伸性,生产加工过程清洁无毒,具有良好的环保特性。
涤纶纤维作为新型差别化纤维,断裂强度高、弹性模量大、伸长率小,不仅尺寸稳定性好,而且耐磨、耐腐蚀、耐光,但吸水性差、回潮率低。
笔者公司开发生产4种组织规格的高比例涤/莫代尔混纺织物:T/M 80/20 15.34×T 16.67×523×303×167.64大菱;T/M 80/20 10.23×T 16.67×681×417×167.64人字条;T/M 80/20 15.34×T 16.67×401×346×167.64纬长丝交织物;T/M 80/20 15.34×T/M 80/20 15.34×480×319×165.10竖条布。
这4种织物采用不同特性的原料混合以达到取长补短的效果,生产的小提花、平纹及贡缎织物具有不同的外观效果,织物挺括、细腻光滑,吸湿性好、透气性好,尺寸稳定性好,可以满足服装面料良好的舒适性及皮肤适应性要求。
2 生产技术难点
2.1涤纶比例高,原纱毛羽多,静电严重,浆纱时浆液渗透性差,易形成表面上浆,造成织机开口不清,有棉球阻纬。
2.2莫代尔纤维与涤纶纤维的吸湿回潮率差异大,在浆纱过程中很难控制,应选用合适的浆料配方和浆纱工艺参数,才能达到减少断头、贴伏毛羽、提升耐磨性的目的。
3 工艺配置
织造准备工艺:经纱筒子→KY6081型高速整经机→TTS20S-230型双浆槽浆纱机→自动穿筘机→OMS-2-P型喷气织机。
3.1 整经工序
采用KY6081型高速整经机,整经工序采用“小张力、中速度、小伸长、保弹性”的工艺原则,整经速度为800 m/min,配置张力为3 g~4 g,做到少断头、少停台,从而减少整经张力变化,保证张力、排列、卷绕“三均匀”。
3.2 浆纱工序
3.2.1 浆料配方
根据莫代尔、涤纶纤维的特点,浆料配方的设计应遵循以下原则:① 莫代尔属于再生纤维素纤维,表面光洁,纤维间易产生相对滑移,亲水性强,根据相似相溶原理,应选用含有较多亲水性基团和浆膜强伸性好的变性淀粉为主浆料;② 涤纶纤维属疏水性纤维,纤维表面光滑,受外力作用时纤维间易滑移,上浆困难,浆料应选用对涤纶具有良好粘附性的变性PVA、丙烯酸酯类浆料,以增加纤维之间的粘结力和聚合力,增加被覆,贴伏毛羽,减少断经及棉球疵布,提高开口清晰度;③ 为提高涤/莫代尔混纺纱的耐磨性,贴伏毛羽,保持弹性,浆液粘度要低,流动性要好,粘着力还要强。综合以上因素,选择高浓低粘浆料,以减少浆纱干分纱区因分纱阻力大造成的二次毛羽。
通过多方面对比,最终选定PVA1799 和变性PVA作为主浆料。PVA1799和变性PVA按一定比例混合,可使其聚合度降至约1200,能有效降低浆膜撕裂强度,改善浆纱干分纱性能,增加浆膜耐磨性,提高织物可织性。
通过降低聚乙烯醇聚合度,并在分子中引入疏水性基团而制得的低粘PVA(包括变性PVA),保证浆膜强度,弥补细号纱强力较低的缺陷;由于PVA易结皮,浆膜强力较大,易造成干分绞时分纱困难,断头增加,再生毛羽增加,因此加入一定比例的低聚合度的变性PVA,使分纱更为容易,浆膜更为完整,浆液的渗透得以提高。选择低粘度的变性淀粉浆料以增加浆纱被覆。
式中:Sa为应力幅,MPa;S-1为材料疲劳极限,MPa;Sb为强度极限,MPa;Sm为平均应力,MPa。
为了提高浆膜塑性,可加入一定比例的浆纱助剂。如:K-2000变性淀粉具有良好的混溶性、吸湿性和稳定性,可弥补主浆料的不足;SLMO-96油剂具有良好的水溶性及混溶性,使浆纱既润滑又坚韧,摩擦因数降低;963抗静电剂使纱线柔顺且不易产生静电。最终设计的浆料配方见表1。

表1 浆料配方 单位:kg
3.2.2 浆纱工艺
使用津田驹TTS20S-230型单浸双压双浆槽浆纱机生产,根据纱线品种的结构,浆纱时应遵循“二高一低”的上浆工艺原则,即采用“高浓、低粘、高压”的上浆工艺,并结合小张力、保伸长、保回潮的工艺,适量使用后上蜡方法,减少经纱间摩擦,提高产质量水平。
3.2.2.1莫代尔纤维的公定回潮率为13%,涤纶纤维的公定回潮率仅为0.4%,必须保证浆纱的回潮率接近纤维的公定回潮率以保持纤维的原有特性,防止脆断头。因此,在机回潮率控制在2.0%~2.5%,烘筒温度不宜过高。
3.2.2.2要使浆纱质量稳定,必须保证主压浆力、含固率、退浆率等工艺参数的稳定[1-2];要使织机效率稳定,则要求退浆率不小于12.5%,浆槽含固率不小于12.8%,主压浆力不小于18 kN,这样织机经向断头少、效率高。
3.2.2.3上浆以被覆为主,通过贴伏毛羽、后上蜡增平滑,减少经纱摩擦。采用高压、浸透与被覆并重[3],小伸长、小张力的上浆路线、总伸长控制在不大于1%。
具体浆纱工艺参数见表2。
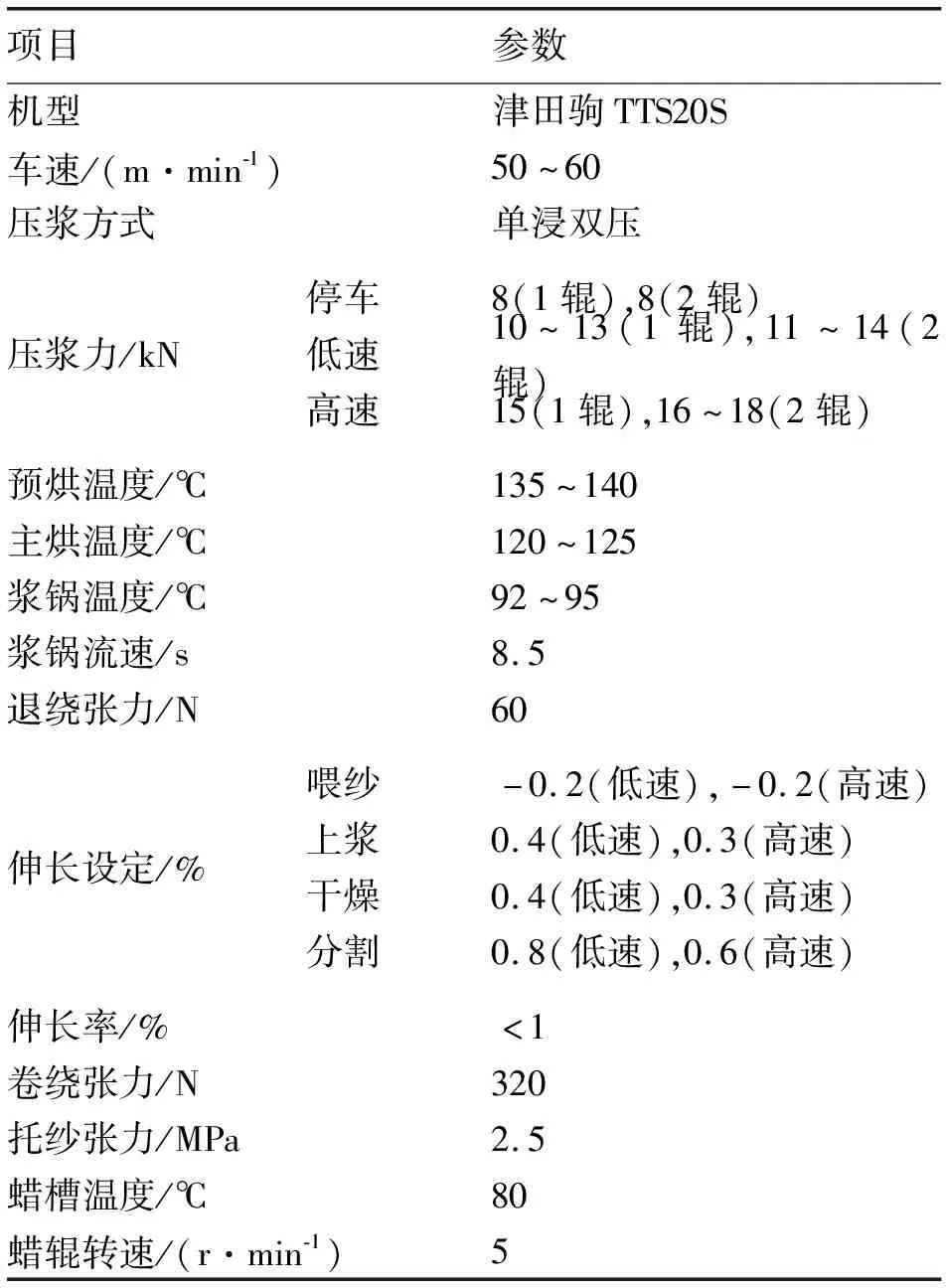
表2 浆纱工艺参数
3.2.3 浆纱操作方法
整个纱线通道的光洁、匀整是减少缠纱的前提,减少开慢车,可以保证织轴质量前后一致[4]。浆纱工序需做到:① 起机前对好经轴边子,处理好上下层的分层绞线;② 勤巡回,勤打边绞,分边绞时使用Ⅱ速掏过小绞棒,减少边并绞;③ 浆纱起机20 m内完成平纱工作,边部平纱要求匀薄,正常开车后不得随意挑动纱线;④ 下轴割纱要稳,双面粘胶带纸,减少绞头;⑤ 下轴后在灯光下观察纱线毛羽的被覆情况以及经纱表面浆膜的完整度,根据浆膜和毛羽情况及时调整主压浆力。
按照浆料的配方、浆纱工艺和操作方法,浆纱后的主要质量指标:上浆率为13%,回潮率为2.3%,增强率为23.5%,减伸率为9.1%。
3.3 穿经工序
3.3.1 上轴质量
上轴质量的好坏影响到穿经质量。笔者公司增加了上轴完好率的考核指标,要求上轴无绞头、无漏头、无碰油、碰断,绷轴夹纱做到纱片张力均匀。
3.3.2 自动穿经机穿经
自动穿经机穿经纱的速度约为140根/min,当筘号大于133时,电脑自动控制车速为100根/min。实际使用筘号为95~97,故选择穿经纱的速度为110根/min比较适合。电脑带有存储功能,可记忆存储工艺,再次穿轴简单,方便直接选用。穿轴过程中筘齿前进错误会自动停车。
3.3.3 结经周期和织轴维护
该品种执行“四结一穿”结经周期,织造工序应加强对织轴周围环境的管理和织轴状态的维护,保证倒头出来还原、绞头及时理顺,提高织轴的可织性。经过对穿经工艺进行优化,在OMS-2-P型多臂喷气织机上织造,织机速度为750 r/min,台时断经为0.56根,棉球疵布率为0.02%,综合织机效率从85%提高到95%以上。
4 结语
4.1涤/莫代尔混纺织物上浆的关键在于贴伏毛羽和增加耐磨性,并兼顾渗透和被覆的原则。
4.2PVA1799和变性PVA以一定比例混合,使其聚合度约降至1200,可以有效降低浆膜撕裂强度,改善浆纱干分纱性能,增加浆膜耐磨性,提高织物可织性。
4.3采用“高浓、低粘、高压”工艺,并结合小张力、保伸长、保回潮工艺,适量使用后上蜡,减少经纱摩擦,提高产质量水平。
4.4严格执行上浆工艺及浆纱操作法,值车工勤巡回、勤检查,每一轴必须打一遍大绞,边绞并及时打边部,平纱要薄要匀,防止倒、并、绞坏轴。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
家禽科学(2020年4期)2020-06-03
新材料产业(2019年9期)2019-10-30
环球时报(2019-04-03)2019-04-03
佛山陶瓷(2017年7期)2017-09-06
农家科技下旬刊(2017年7期)2017-08-22
农家科技下旬刊(2016年7期)2016-10-21
小学科学(2016年10期)2016-09-10
大众健康(2016年6期)2016-08-03
科技创新导报(2016年5期)2016-05-14
