GH4096 合金固溶冷却方式对性能和残余应力的影响
2022-03-25 00:26白云瑞李祚军李福林孟令超毕中南
航空材料学报 2022年1期
白云瑞, 付 锐, 李祚军, 李福林, 孟令超, 毕中南
(1.中国航发四川燃气涡轮研究院, 成都 610500;2.中国钢研北京钢研高纳科技股份有限公司, 北京 100081)
GH4096 合金是基于粉末冶金FGH4096 合金的成分,采用我国原始创新的定向凝固铸锭变形工艺研发的先进航空发动机用盘件合金[1-4],主要性能与粉末冶金FGH96 合金相当,最高使用温度可达到750 ℃。由于采用了新型定向凝固铸锭变形工艺,从根本上避免了大尺寸夹杂物带来的使用风险,且生产成本降低40%左右,具有良好的应用前景。
为了防止GH4096 合金固溶热处理后冷却过程中析出的γ′相粗化,降低强度水平,固溶处理后通常采用较快的速率冷却,目前常用的冷却方式是油淬冷却。然而油淬冷却的GH4096 合金锻件时效处理后在制备薄壁类零件时容易出现冷加工变形问题,导致零件尺寸公差难以保证。锻件中存在较大的残余应力是造成冷加工变形的重要因素,因此,只有锻件的内部残余应力降低到一定水平,才能从根本上解决零件加工变形问题[5-7]。
残余应力本质上是残留在材料内部的晶格畸变[8],研究表明,影响高温合金锻件中残余应力的最主要工序是固溶处理后的快速冷却过程,淬火应力形成的本质原因是锻件不同区域之间的体积差异,这既包括因温度不同引起的热膨胀差,也包括相变引起的体积变化[9]。在体积差异形成的应力作用下,合金在较高温度下以黏塑性方式变形,而在较低温度下表现出弹塑性变形行为。锻件内部不同步且不均匀的塑性变形会在其完全冷却至室温后形成残余应力。
由于不同冷却介质与高温合金锻件表面之间有不同的换热系数,会影响固溶处理后锻件冷却过程的温度梯度和冷却速率,从而决定锻件内部残余应力的大小和析出相的尺寸与分布。张家峰等[10]研究FGH96 合金空冷、风冷和油冷过程的换热系数,空冷和风冷时表面温度越高换热系数越大,空冷的换热系数最大为160 W·m-2·K-1,风冷状态下的换热系数与风速有关,风速越大换热系数越大,而油冷时由于表面温度过高时金属表面会形成一层气膜降低换热系数,因此当金属表面温度为600 ℃左右时换热系数最大达到1600 W·m-2·K-1。吴剑涛等[11]研究540 ℃盐浴冷却时FGH95 合金的换热系数,由于熔融盐的沸点较高,在热处理过程中熔盐与金属之间不会形成气膜,热处理金属的表面温度越高换热系数越大,最大可达500 W·m-2·K-1左右。
本工作研究了空冷、风冷、油冷和盐浴冷却四种固溶冷却方式对GH4096 合金环件主要力学性能和残余应力的影响。
1 实验材料与方法
GH4096 合金的化学成分见表1。采用自主创新的电渣重熔连续定向凝固+3D 整体锻造制坯+等温模锻成形+机加工制备实验用环形锻件,尺寸为ϕ630 mm/ϕ500 mm×40 mm,环件截面图见图1。环件固溶温度为1080 ℃,冷却方式分别为空冷,风冷,油冷和盐浴冷却,其中风冷采用转速为1600 r/min的风机吹风,风速约10 m/s,油冷采用H3 号淬火油,油温40 ℃左右,盐浴采用540 ℃的BaCl2熔盐,时效制度为760 ℃×4 h 空冷。热处理后在环件截面的中心位置和外侧边缘切取金相试样,试样经研磨、抛光、腐蚀后采用图像分析仪检测晶粒组织,用场发射扫描电镜观察二次、三次γ′相的形貌,用图像分析软件统计二次、三次γ′相的平均尺寸,在环件截面中心位置切取试样测试拉伸和蠕变性能。

表1 GH4096 合金的化学成分(质量分数/%)Table 1 Chemical composition of GH4096 alloy(mass fraction/%)

图1 实验用环件截面图Fig. 1 Section of ring used in experiment
实验用环件采用轮廓法测试残余应力。轮廓法是近几年发展起来的一种通过破坏法来测量试件整个截面上残余应力的方法[12-13]。该方法的原理是构件沿需要研究和评估应力的平面完整切开成为两半,切割面上的残余应力全部释放,由于应力释放,切割面轮廓发生变形,假设切割面的变形轮廓是由残余应力弹性释放造成的,且切割过程不会产生额外的附加应力,如果施加外力将变形后的切割曲面恢复到切割前的平面状态,所得到的应力状态就等于切割前该平面上的原始残余应力,因此可以利用切割面上的变形轮廓得到原始内部残余应力分布。该方法对于轴对称的盘环形锻件尤为适用。
本研究中,测试对象为GH4096 合金环形件,将试件在约束状态下采用慢走丝线切割方法沿环件对称面将其剖开。切割丝为直径0.2 mm 的钼丝,为保证线切割时不引入附加应力,切割速率设定为0.2 mm/min。环件切割成两半后,采用三坐标测量仪测量切割面的轮廓。以切割后试件的尺寸建立有限元模型,将切割面轮廓作为有限元的边界条件,采用Deform 软件计算得到切割面的残余应力分布。
2 结果与分析
2.1 微观组织
图2 为不同冷却方式试件中心位置的晶粒组织,各试样的晶粒均为等轴晶,晶粒尺寸约12 μm,晶界上分布着颗粒状的一次γ′相,尺寸约3 μm,GH4096 合金采用亚固溶热处理工艺,由一次γ′相控制晶粒度,因此,固溶热处理后的冷却方式对晶粒尺寸没有影响。
GH4096 合金析出相有一次γ′相,二次γ′相,三次γ′相及碳化物、硼化物等相,固溶冷却方式会影响GH4096 合金二次和三次γ′相的数量、尺寸和形貌。图3 为不同固溶冷却方式GH4096 合金环件中心位置和外侧边缘位置的二次、三次γ′相的尺寸和形貌,其中大颗粒的析出相为二次γ′相,小颗粒的析出相为三次γ′相。试件在冷却过程中随着温度的降低,二次γ′相开始形核并长大,冷却速率越大,二次γ′相形核的过冷度越大,形核数量越多,尺寸越小。三次γ′相主要在时效过程中形核并长大。从图2 中可以看出风冷试样中心和边缘的二次γ′相平均尺寸差别较小,心部约为100 nm,边缘为90 nm,油冷和盐浴冷却试样中心的二次γ′相尺寸相当,约70 nm,盐浴冷却试件边缘的二次γ′相略小,约50 nm,油冷表面的二次γ′相约为70 nm,三种冷却方式的三次γ′相的尺寸相近,约为10 nm。空冷环件中心位置的二次γ′相有两种,一是在较高温度下形核并逐渐长大,尺寸约200 nm,另一种在较低温度下形核并长大,平均尺寸约为40 nm,三次γ′相的尺寸较其他冷却方式试样略大,试件边缘位置的二次γ′相的平均尺寸约为110 nm,三次γ′相约10 nm。由于固溶冷却过程的冷却速率对二次、三次γ′相有明显的影响,冷却速率快会抑制二次、三次γ′相的长大。根据不同固溶冷却方式GH4096合金二次、三次γ′相的尺寸可以得出,风冷冷却速率低于油冷和盐浴冷却的冷却速率,而空冷的环件冷却速率更低,导致析出的γ′相尺寸较大。
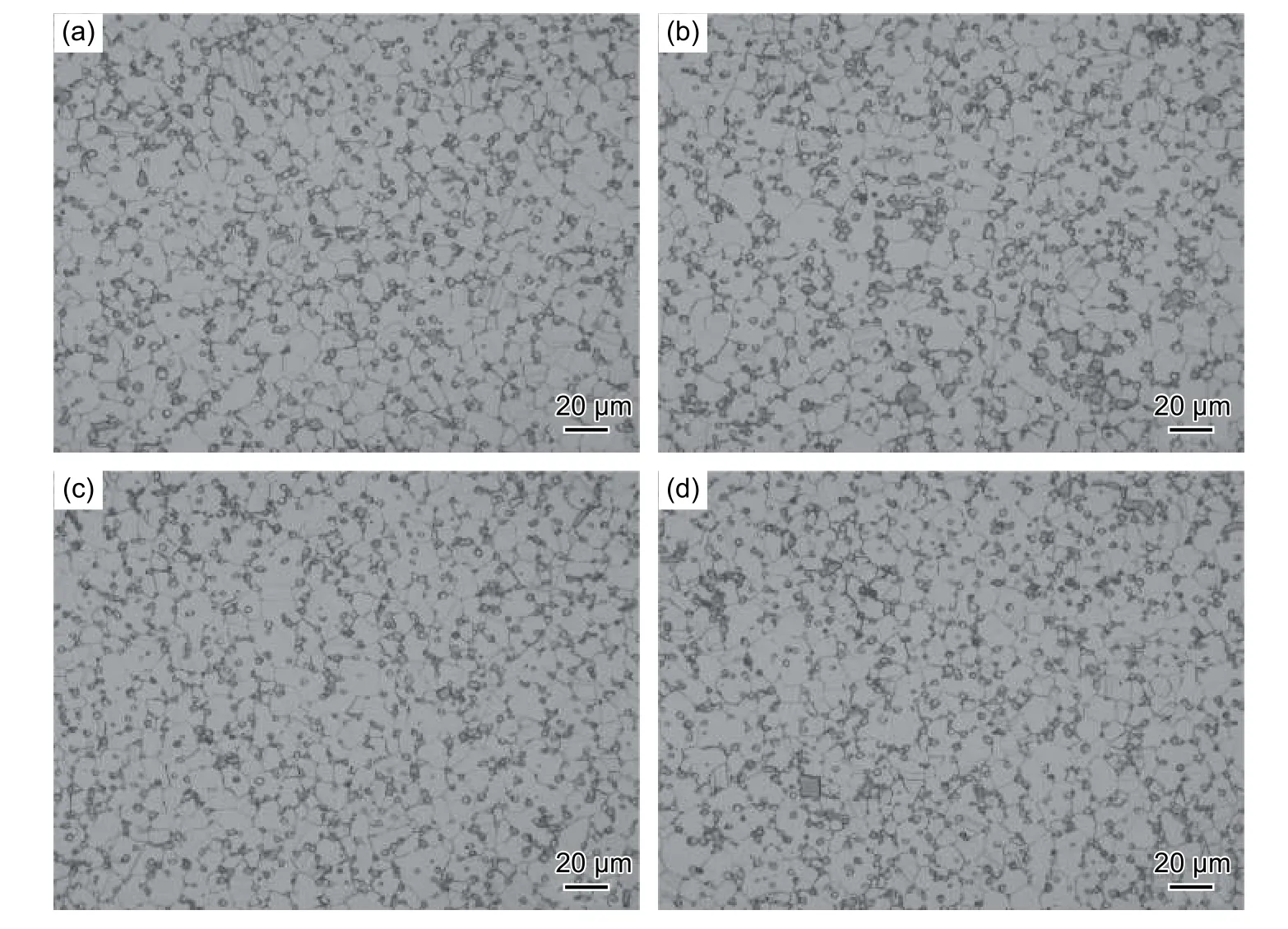
图2 不同固溶冷却方式GH4096 合金试样的晶粒组织 (a)空冷;(b)风冷;(c)油冷;(d)盐浴Fig. 2 Grain microstructure of GH4096 samples with different cooling method (a) air cooling (AC); (b) wind cooling (WC);(c) oil cooling (OC); (d) salt bath cooling (SC)

图3 不同固溶冷却方式和位置γ′相的形貌 (a)空冷;(b)风冷;(c)油冷;(d)盐浴;(1)中心;(2)边缘Fig. 3 The γ′ phase morphologies of GH4096 samples by different solution cooling methods and location (a)air cooling (AC);(b)wind cooling (WC); (c)oil cooling (OC); (d)salt bath cooling (SC);(1)center ;(2)edge
析出相的尺寸与试件固溶处理后的冷却速率直接有关,而冷却速率由试件表面和冷却介质间的换热系数决定。由于GH4096 合金γ′析出相与γ 基体相是共格结构,析出速率非常快,冷却速率越快,过冷度越大,γ′相形核数量越多,密度越大,尺寸越小。经过计算,试件表面温度降到1000 ℃左右时,空冷的平均热交换系数为160 W·m-2·K-1,风冷的热交换系数约为300 W·m-2·K-1,油冷的热交换系数约为400 W·m-2·K-1,盐浴冷却的热交换系数约为500 W·m-2·K-1,随着试件表面温度的降低,油冷的热交换系数快速提高,当试件表面温度为600℃左右时达到最大值,约1600 W·m-2·K-1,而后又快速降低,空冷和风冷的热交换系数几乎呈线性降低至200 ℃以下,而盐浴处理时,由于熔盐的温度为540 ℃左右,热交换系数随着试件温度的下降而迅速降低。可见,GH4096 合金高温区的冷却速率对γ′相的析出影响较大。油冷、风冷和盐浴处理的试件由于表面热交换系数较大,整体冷却速率较快,试样边缘和心部的γ′相形貌略有差别,而空冷试样的边缘和心部的γ′析出相尺寸和数量差别较大。
根据 Feng 等[14]研究得到的FGH96 合金冷却速率和二次γ′相尺寸之间的函数关系,计算得到了不同冷却方式环件中心和外侧边缘的冷却速率,见图4。由图4 可见,试件冷却速率发生较大幅度的变化才会对二次γ′相的尺寸产生明显的影响。

图4 不同冷却方式实验件中心和边缘的冷却速率Fig. 4 Cooling rates at center and edge of samples by different solution cooling methods
2.2 力学性能
由于实验用环件采用相同的锻造工艺和固溶加热温度,时效处理制度也相同,因此晶粒度和锻造过程形成的一次γ′相、碳化物、硼化物等相的尺寸和分布相当,固溶冷却方式会引起冷却速率的差异从而影响二次、三次γ′相尺寸和数量的差异,进而影响GH4096 合金的力学性能。图5 列出了不同固溶冷却方式GH4096 合金试件中心位置的蠕变性能。从图5 可以看出,蠕变性能与二次γ′相的尺寸有明显的对应关系,试样固溶冷却速率越快,二次γ′相尺寸越小,蠕变性能越好。

图5 不同固溶冷却方式GH4096 合金环件700 ℃/690 MPa 条件下的蠕变性能Fig. 5 Creep properties of GH4096 alloy rings by different solution cooling methods at 700 ℃/690 MPa
图6 列出了不同固溶冷却方式GH4096 合金试件中心位置400 ℃和650 ℃的拉伸性能,从结果可以看出,冷却速率对拉伸性能的影响较小,随着冷却速率的加大,拉伸性能有小幅提高。另外,冷却速率对拉伸塑性没有明显的影响,不同冷却方式400 ℃和650 ℃的伸长率均超过15%。

图6 不同冷却方式实验件中心位置试样的拉伸性能Fig. 6 Tensile properties of GH4096 alloy rings by oil cooling (OC), air cooling (AC), wind cooling (WC) and salt bath cooling(SC)
2.3 残余应力分布
图7 为采用轮廓法计算的不同固溶冷却方式锻件内部残余应力的分布情况, 盐浴冷却产生的残余应力量级最大,冷却后环件心部最大残余拉应力是260 MPa,表面最大残余压应力-430 MPa;油冷工件中形成了±200 MPa 的残余应力;空冷环件中心位置最大拉应力是200 MPa,最大压应力-386 MPa在工件表层;风冷环件表面残余压应力小于-100 MPa,内部拉应力小于66 MPa。

图7 不同固溶冷却方式环件的残余应力分布 (a)空冷;(b)风冷;(c)油冷;(d)盐浴Fig. 7 Internal residual stress of rings by different solution cooling methods (a) air cooling (AC); (b) wind cooling (WC); (c) oil cooling (OC);(d) salt bath cooling (SC)
试件固溶冷却过程中截面上较大的温度梯度是造成内部残余应力重要因素,试件表面和心部冷却速率差异越大,内部的残余应力越大,空冷、油冷和盐浴冷却过程环件截面心部和表面冷却速率差异较大,形成了较大的残余应力,风冷适当降低了环件的冷却速率,提高了冷却的均匀性,因此环件内部残余应力较低。另外空冷试件的冷却速率较低,试件心部有足够时间析出γ′相,造成表面和心部γ′相的数量和尺寸差别较大,由于γ′相的析出会导致体积收缩[5],同样会引起残余应力增加,因此,空冷试件的内部残余应力较大。
3 结 论
(1)GH4096 合金固溶冷却方式的不同直接影响冷却速率的均匀性,冷却速率的不同造成了二次和三次γ′相尺寸和分布的差异,这种差异对蠕变性能的影响较为明显,对拉伸性能影响不大。
(2)GH4096 合金环件截面上不同位置的冷却速率差异和γ′相析出引起的体积变化是造成内部残余应力的重要因素,试件采用风冷对力学性能的影响不大,同时将环件的内部残余应力控制在±100 MPa 以内,有利于改善薄壁零件的冷加工变形行为。
(3)GH4096 合金锻件需要根据性能要求和零件加工过程尺寸精度控制的难易程度选择固溶冷却方式,由于空冷锻件边缘和中心的析出相尺寸相差较大会导致性能均匀性较差,且拉伸性能和蠕变性能有较大幅度的降低,因此一般不选择空冷;盐浴冷却锻件的残余应力最大且在性能上与油冷锻件相当,也不选择;油冷和风冷的锻件拉伸性能相当,蠕变性能略有差别,而残余应力差别较大,可综合考虑零件的蠕变性能要求和加工过程的尺寸精度控制要求进行选择,对于尺寸精度控制较为困难的薄壁件,建议选择风冷,而对于蠕变性能要求较高且零件加工过程尺寸精度容易控制的刚性件,建议选择油冷。
猜你喜欢
金属热处理(2022年7期)2022-11-16
汽车实用技术(2022年12期)2022-07-05
工业建筑(2022年1期)2022-04-21
粘接(2022年3期)2022-04-16
锻造与冲压(2022年5期)2022-03-23
少儿画王(3-6岁)(2021年2期)2021-09-13
东坡赤壁诗词(2020年4期)2020-09-02
教育教学论坛(2019年40期)2019-11-15
作文·小学低年级(2019年12期)2019-09-10
智富时代(2018年10期)2018-01-30