
翼子板月亮弯区域面品问题分析及解决方案
2022-03-18 08:34刘方文侯小刚
模具工业 2022年2期
0 引 言
翼子板月亮弯是指翼子板与机盖搭接的圆弧线区域,由于形状像弯月而俗称月亮弯,如图1所示,这是机盖和翼子板的型面分割的典型方式,另一种是一字形平直的分缝,如图2所示。该位置为A级区域,消费者对此处缺陷问题比较敏感,所以对制件外观品质要求较高。

1 原因分析
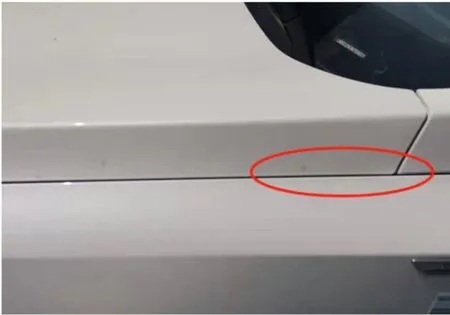
上述位置面品缺陷具有一定代表性,某车型翼子板月亮弯区域在靠近棱线大约10 mm出现凹陷,如图3所示,在棱线附近出现一条凸线,造成双棱线的假象。基于此缺陷问题,利用最新开发的某车型翼子板为样本,分析其产生的缺陷原因。
严格来说,这一条新闻并非摄影新闻。富士推出的这款旗下第一台投影仪,能够在75cm的距离下填满100英寸的画面。这台尚未命名的投影仪使用了一支富士龙镜头,富士宣称这是世界首台可以翻转镜头的投影仪,能够改变投影的方向。

1.1 制件设计问题
该车型月亮弯棱线圆弧
较小,型面为凹曲面,如图4所示,当翻边时,变形区域
在成形后变成
,变形区域的外缘圆弧
变为圆弧
,且变形后
长度大于变形前
长度,称为拉深类翻边。翻边过程中平面属于非变形区,翻边面属于主变形区,翻边后主变形区会释放残余应力。对于拉深类翻边,翻边时其边界部分的周向应力、应变最大值在
点,两侧部分递减,最小值在
、
端点,其值为0,因此可将这种接近变形中线的材料应力极大、远离变形中线值递减的情况看作周向应力沿翻边外缘非线性的余弦分布。当外力卸载后,板料受力不再保持平衡,内应力会以回弹的形式释放,应力越大,回弹值也越大,导致
点处上翘,变形趋势以
点为中心呈余弦分布。综上所述,回弹是向原始状态方向,拉深向收缩方向,故主变形的方向决定了回弹的方向。

非变形区的形状为反凹时,如图5(a)中
截面所示,翻边的差值变成
与
的差值,此时主变形区变成双向受拉的状态,应力释放后
点的应力最大,最后以回弹的形式释放残余应力。由于主型面的反凹设计,
点的回弹方向为收缩方向,向下变形,可以弥补弧长差值,实际造成凹陷,如图5(b)所示,缺陷的实物表现形式与理论分析一致。
糖尿病是临床常见以及多发的一种疾病,因存在较少免疫功以及身体功能,促使容易发生不良现象,且对其开展髋关节置换手术处理,会增加手术风险,术后容易发生疼痛、隐形失血、麻醉时间长等问题,促使患者诱发髋关节功能不佳、褥疮、坠积性肺炎等临床并发症[2-3],所以,需要采取科学的护理模式进行临床围手术期的干预。上世纪初丹麦医生Kehlet提出了不同于传统康复观念的快速康复外科理念,这种理念更加注重术前、术中以及术后的完整护理干预,各护理部分密切相关且相互影响,进而起到减少并发症,有效改善预后的目的[4-6]。

反凹面不但会使翻边产生缺陷,而且拉深时也会产生缺陷。由于反凹区域是依靠上模成形(对于外板下模成形最优),在拉深过程中反凹面无法成形到位,另外拉深时的轮廓过拉深设计,在成形
角时存在弧长比变化,成形后出现面塌现象。上述2种原因共同作用造成拉深时轮廓面缺陷。从图6可看出,截面
区域在成形过程中一直未接触凸模,但成形边界与其他位置较早接触凸模,造成边界内的板料被顶起,成形到底时边界被压死,而内部是虚空状态,造成外观轮廓面缺陷。

1.2 模具零件型面着色
(2)凹曲率时,曲率半径尽量大,
>100 mm。

前不久,他扎着满头脏辫(把头发紧紧缠在一起,代表黑人文化的一种发型)上赛场,球员马丁发了段视频,言语中满满都是黑人的优越感:“我明白你想弄成黑人的样子,但你姓林。”
(3)凹曲率半径不满足时,分割线角度越大越好,建议130°以上,过渡圆角
150 mm以上。
(1)月亮弯区域凸曲面的弯区分割线越平缓越好。
我国校园足球竞赛多以学校为基本参赛单位,这会导致足球竞赛成绩优势学校与劣势学校差距进一步加大,影响学校参赛积极性,造成劣势学校优秀足球人才流失。建议增设以区级、市级、省级为单位的校园足球竞赛体系,尤其是以区为单位的校园足球赛事,促进片区内学校间足球优势资源共享,将散落于区域内的各学校优秀球员集中起来,为他们提供一同训练与比赛的机会,通过高水平校园足球竞赛体系的构建,也为职业足球发现与选拔基层青少年人才提供平台。
通过对比市场上主流合资车型发现,翼子板存在月亮弯的曲面造型凸曲率偏多,且月亮弯的轮廓平缓,这样制件设计从源头上杜绝了月亮弯区域缺陷的产生。在制件造型及设计阶段,月亮弯分缝方式优选顺序如下。
反凹区在冲压方向上属于陡峭面,造成反凹区在拉深时成形不到底或着色不良,出现面品缺陷。图7所示在反凹区取7个截面,以成形到底前10 mm为基准。由于反凹区的月亮弯位置在冲压方向上属于陡峭立面,越接近反凹区面越陡峭,冲压方向偏差值越大,表现为平面位置比反凹区先触料,造成月亮弯位置到下止点无着色。
动物学科英语隶属于科技英语,但它是更具专业性的科技英语,涉及的知识面更加狭窄,与动物学联系更加紧密。因此,在进行动物学科英语互译时,不但要注意科技英语的文体、修辞、语法等特点,还要紧密结合相关专业知识,力求做出符合原文语言特点、本族语言特点以及动物学相关知识的完美译文。此外,通过上述介绍可以得知,概念语法隐喻一般包括语义层次上的及物性隐喻和词汇语法层次上的名词化、形容词化等现象,下面将主要从以下两个方面来探讨动物学科英语的翻译。
通过对曲率半径及月亮弯夹角对缺陷影响分析可以看出,
越小夹角越小,月亮弯区域的缺陷越严重。当
>80 mm、夹角>130°时,月亮弯位置的面品质量可控制在接受范围。在2个参数无法同时满足要求时,二者成反比关系,即
越小,夹角越大。
2 解决方案
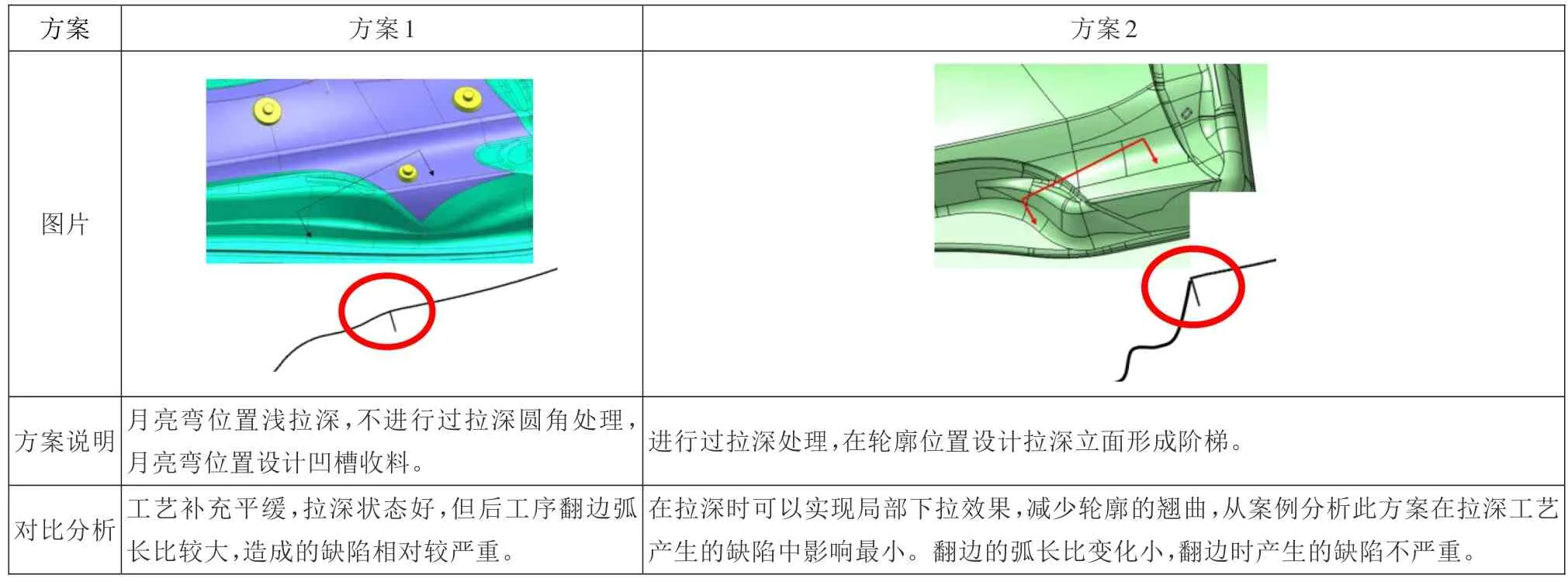
通过以上分析及总结,首先确保拉深状态缺陷最小,拉深有表1所示的2种优化方案:经对比分析,方案2在平衡拉深与翻边工序的缺陷效果最好。

2.1 拉深方案选择
CAE阶段缺陷识别:通过AutoForm分析结果,结合负应力+油石的复合检查方式加强缺陷识别率。根据图8所示数据统计,月亮弯部位拉深变形指标准确率最高为油石(stone)分析结果(90%),回弹后的最小主应力(AT-MStrs)次之(60%),回弹前的最小主应力(BF-MStrs)准确率只有40%。后期判定变形主要用油石指标,利用长度规格为150 mm的油石按照A面延伸方向打磨外表面后进行分析。目标是没有变形,即使有指标小于0.01的轻微变形,现场实际也会比较轻微,一般可以接受,后期着色提升后变形会进一步减轻。
2.2 拉深型面补偿
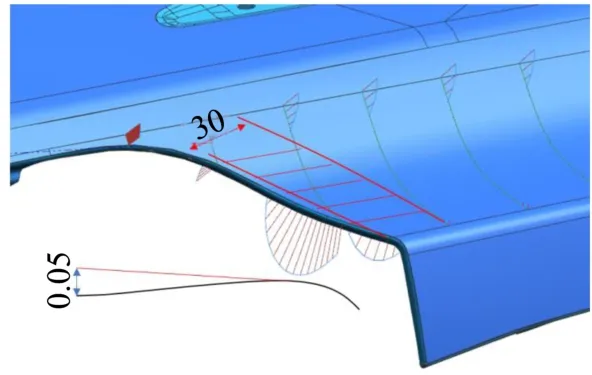
如月亮弯区域造型均为凹曲面时,对其成形制件全工序模具零件型面进行补偿,补偿值为0.05 mm,具体补偿数值需依据反凹区域的大小,一般设计0.03~0.05 mm,凸、凹模型面一起补偿,如图9所示。
2.3 拉深型面着色
为确保月亮弯区域型面的平整,通过强压设计,最大程度确保该位置着色最强,如图10所示。

2.4 翻边工序型面着色
确保月亮弯区域压料均匀且着色较重,在此区域翻边时,有效控制着色可以确保通过强压对型面的变形进行校正,同时减少月亮弯翻边时对A面型面的拉拽而产生型面变形,导致制件外观产生缺陷。
综上所述,影响月亮弯区域面品缺陷各环节的注意事项及应对方案汇总如表2所示。

3 结束语
结合以上方案,在最新开发车型的翼子板上进行验证,效果较好,月亮弯区域面品缺陷得到明显控制,要彻底解决翼子板月亮弯区域面品缺陷的外观问题,需要从制件结构设计、模具工艺方案、参数调试等全过程的优化及协作。
[1]胡世光,陈鹤峥.板料冷冲压成形的工程解析[M].北京:北京航空航天大学出版社,2004:75-79.
[2]李硕本.冲压工艺学[M].北京:机械工业出版社,1982:56-58.
[3]蒋浩民,陈新平,李川海,等.大型车车身覆盖件冲压成形特征分析及选材研究[J].金属成型工艺,2003,21(3):50-51.
[4]高满银.基于抗凹理论对两厢汽车顶盖外板尾部波浪问题的分析[J].模具工业,2017,43(3):34-37,41.
[5]侯小刚,张海军,高满银.模面精细化技术在侧围模具开发上的应用[J].模具工业,2018,44(1):57-61.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
智慧少年·故事叮当(2020年10期)2020-11-06
电脑报(2019年35期)2019-09-10
作文周刊·小学二年级版(2018年29期)2018-11-26
读者(2018年7期)2018-03-15
人生十六七(2017年11期)2017-11-09
滇池(2017年5期)2017-05-19
数学大王·中高年级(2016年12期)2016-12-26
哈尔滨理工大学学报(2016年2期)2016-09-12
少年科学(2015年3期)2015-04-08
