
轿车发动机护板加强板模具设计
2022-03-18 08:34文根保熊利军袁开波
模具工业 2022年2期
0 引 言
家用轿车的底盘较低,在路况不佳的情况下,地面突出物易碰到汽车底部裸露的发动机,为避免此类问题,家用轿车一般会加装发动机底盘护板。由于不同品牌汽车的底盘安装孔不一致,整块护板不能适配所有的车型,为了解决适配性的问题,同时降低生产成本,部分底板护板采用了1块整板与4块加强板桥接组合而成,能适应不同的车型。
1 加强板工艺分析
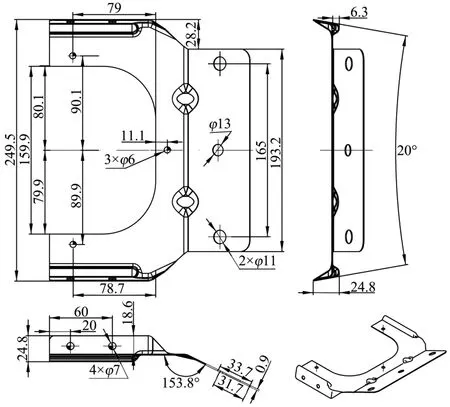
发动机护板加强板材料为DC01,如图1所示,加强板外形左宽右窄,中间为斜边,宽端需要冲裁U形槽,两宽端侧需要弯曲,窄边除了要成形2个压窝之外,还要弯曲153.8°。若采用单工序模成形,工序件在模具间的定位需要转换,多次定位会造成制件尺寸变化,并且所占用的冲床和操作的工人多
,从生产效率、加工成本等方面考虑,决定采用级进模进行成形。
2 加强板的排样及工位分析
级进模设计前,需要对加强板进行排样设计,以处理各工位的成形及其相互关系
,排样如图2所示。工位1:需要冲裁4×
8 mm带料定位孔,其中中间2×
8 mm定位孔用于带料步距(202±0.02)mm的定位,两侧的
8 mm定位孔起导向作用,还要冲裁4×
7 mm孔,同时对加强板中部斜边进行切边。工位2:冲切两侧Γ字形边,一方面以带料中间2×
8 mm为定位孔,另一方面以工位1与工位2之间两侧剩余料为导向,确保后工位的步距导向。工位3:弯曲两侧成24.8 mm×6.3 mm×20°的形状,中间U形槽若直接冲裁,加强板与带料在宽端搭接材料的单边宽度为25.9 mm,会造成加强板翘曲变形,为了缓和变形,需要将U形槽分成中间长方形槽、两侧台阶形槽和短U形槽3个工位成形。工位4:冲裁U形槽中间长方形槽及
6、
11、
13 mm的孔。工位5:冲裁U形槽中间长方形槽两侧的台阶形槽及外部切边。工位6:弯曲153.8°的形状和成形2个窝,设计时需要注意回弹。工位7:冲裁短U形槽和整形153.8°的形状。工位8:切断加强板与带料的搭接料。
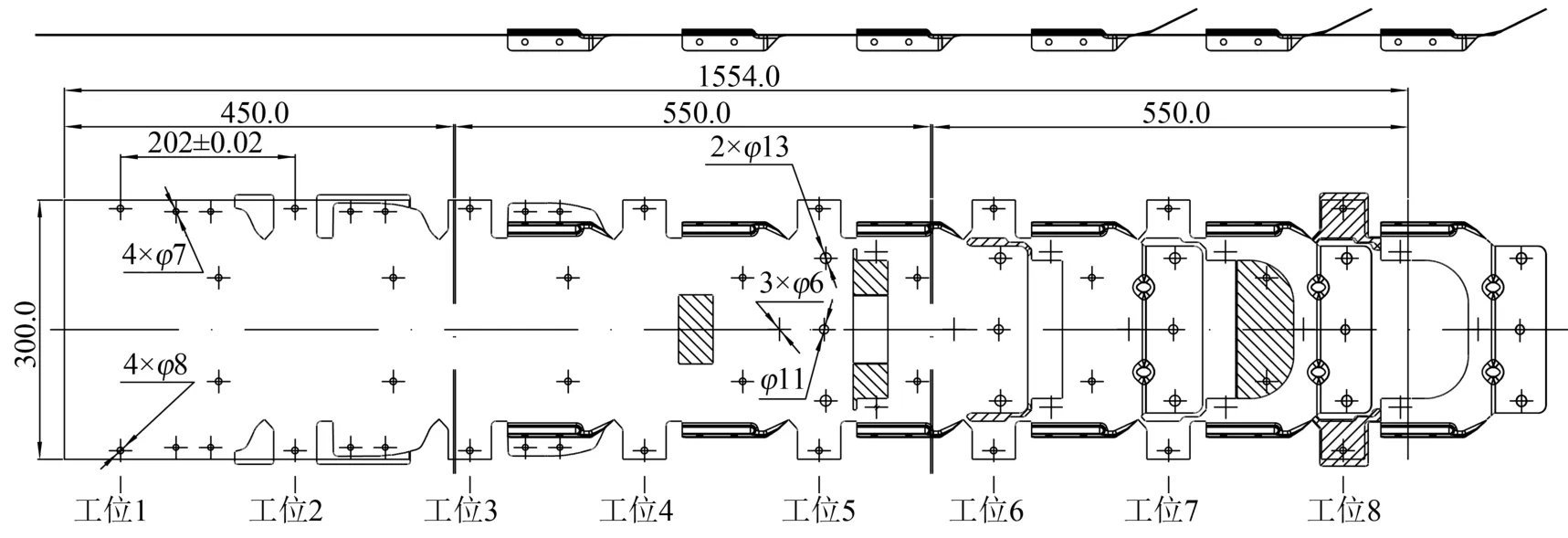
将加强板10个孔和定位孔的冲裁在工位1、4进行,避免了冲孔工位的集中;U形槽分解在工位4、5、7成形,避免了加强板的变形;外形在工位1、2、8进行切边,保证了8个工位成形加强板与带料的连接,还保留了8个工位带料的导向。
3 模具结构设计
加强板级进模结构如图3所示,模具工作部分长度为1 554 mm,将模具分成Ⅰ、Ⅱ、Ⅲ三个区域,第Ⅰ区域设置工位1、2;第Ⅱ区域设置工位3、4、5;第Ⅲ区域设置工位6、7、8。
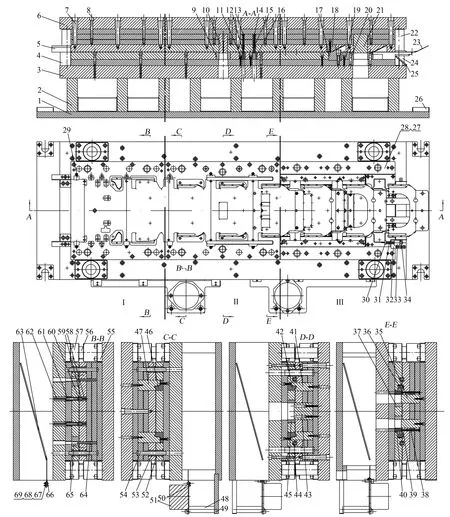
第Ⅲ区域模具结构如图6所示,设置了工位6、7、8。工位6:通过切边凸模49和切边凹模50完成两侧切边。工位7:通过弯曲凹模21和弯曲凸模22实现153.8°的弯曲和2处压窝的成形。工位8:通过U形凸模37、38和U形凹模39完成短U形槽的冲裁;通过切搭接料凸模16、17和切搭接料凹模18将成形的加强板与带料连接处切断,成形的加强板通过斜滑板29滑进收料箱。
2016年1月,习近平总书记在重庆召开推动长江经济带发展座谈会,强调当前和今后相当长一个时期,要把修复长江生态环境摆在压倒性位置,共抓大保护,不搞大开发。
3.1 第Ⅰ区域结构设计
步入社会,参加工作。对于企业经营者和领导者,大多数都希望自己的员工或者手下能够为他努力的工作。因此,在制度、激励等方面都是为了更好地为他服务。久而久之,人们在这种工作状态中,更多的是关注自己的工作,希望把工作做好来保住这份工作;做的更好,获得更多工作收入。久而久之,安于现状,不进则退,在一种自然工作状态下埋没了自己的财商,也流失了很多创富机会。
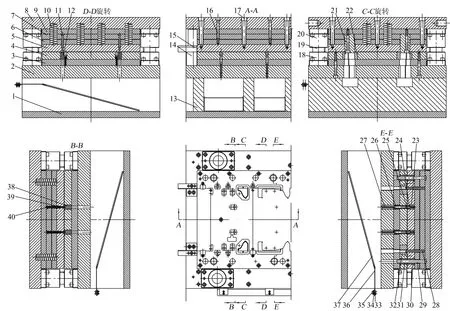
第Ⅱ区域模具结构如图5所示,设置了工位3、4、5。工位3:通过弯曲凸模51和弯曲凹模52实现两侧24.8 mm×6.3 mm×20°的弯曲。工位4:通过冲孔凹模23和冲孔凸模24、25完成
6 mm孔的冲裁。通过长方孔凹模20、长方孔凸模21、长方孔中心凸模22完成长方形孔的冲裁,弯曲凹模14和弯曲凸模15实现两侧24.8 mm×6.3 mm×20°的整形。工位5:通过冲孔凸模26、冲孔凸模27和冲孔凹模28完成
11 mm孔的冲裁,冲孔凹模31和冲孔凸模32完成2×
13 mm孔的冲裁,冲孔凸模47、48和冲孔凹模50完成2×
6 mm孔的冲裁,Γ形孔凸模44和Γ形孔凹模46完成2处Γ形孔的冲裁。第Ⅱ区域带料的卸料及定位与第Ⅰ区域类似。
3.2 第Ⅱ区域结构设计
第Ⅰ区域带料的卸料:卸料螺钉17将上模座8与卸料板5连接,卸料螺钉17与上模座8之间存在35 mm的行程距离。所有的凸模在凸模固定板6、7上,卸料板5在22个弹簧10的作用下可移动35 mm,使卡在凸模上的带料能够退出。合模时下模板4可通过卸料板5压缩弹簧10迫使卸料螺钉17退回35 mm。
第Ⅰ区域设置了工位1、2。工位1:如图4中
剖视结构所示,通过4套冲孔凹模38和冲孔凸模39、40完成带料中间2×
8 mm定位孔和两侧2×
8 mm孔的冲裁,以便于后面7个工位的冲压定位。如图4中
旋转剖结构所示,以4套冲孔凸模11、冲孔凹模12完成带料两外侧4×
6 mm孔的冲裁。工位2:如图4中
旋转剖视结构所示,通过切边凸模21和切边凹模22完成带料斜边孔的冲裁,通过Γ形孔凸模28和Γ形孔凹模32完成带料Γ形孔的冲裁加工。
带料由自动送料机以步距(202±0.02)mm从定位座4上定位板5的槽中送进,并由第Ⅰ、Ⅱ区域两边共10个定位块29为导向进行8个工位的冲压成形,开模后定位销59进入带料冲裁的
8.06 mm孔,合模后通过弹簧62和导料销61压迫限位销60进行冲压,开模时弹簧58使限位销60将带料从定位销59上推出。冲孔、冲槽和切边用的凸模材料为SKD11,硬度为58~60 HRC;凹模材料为SKD11,硬度为56~58 HRC。弯曲、拉深、整形凸模和凹模材料为Cr12MoV,硬度为58~60 HRC。
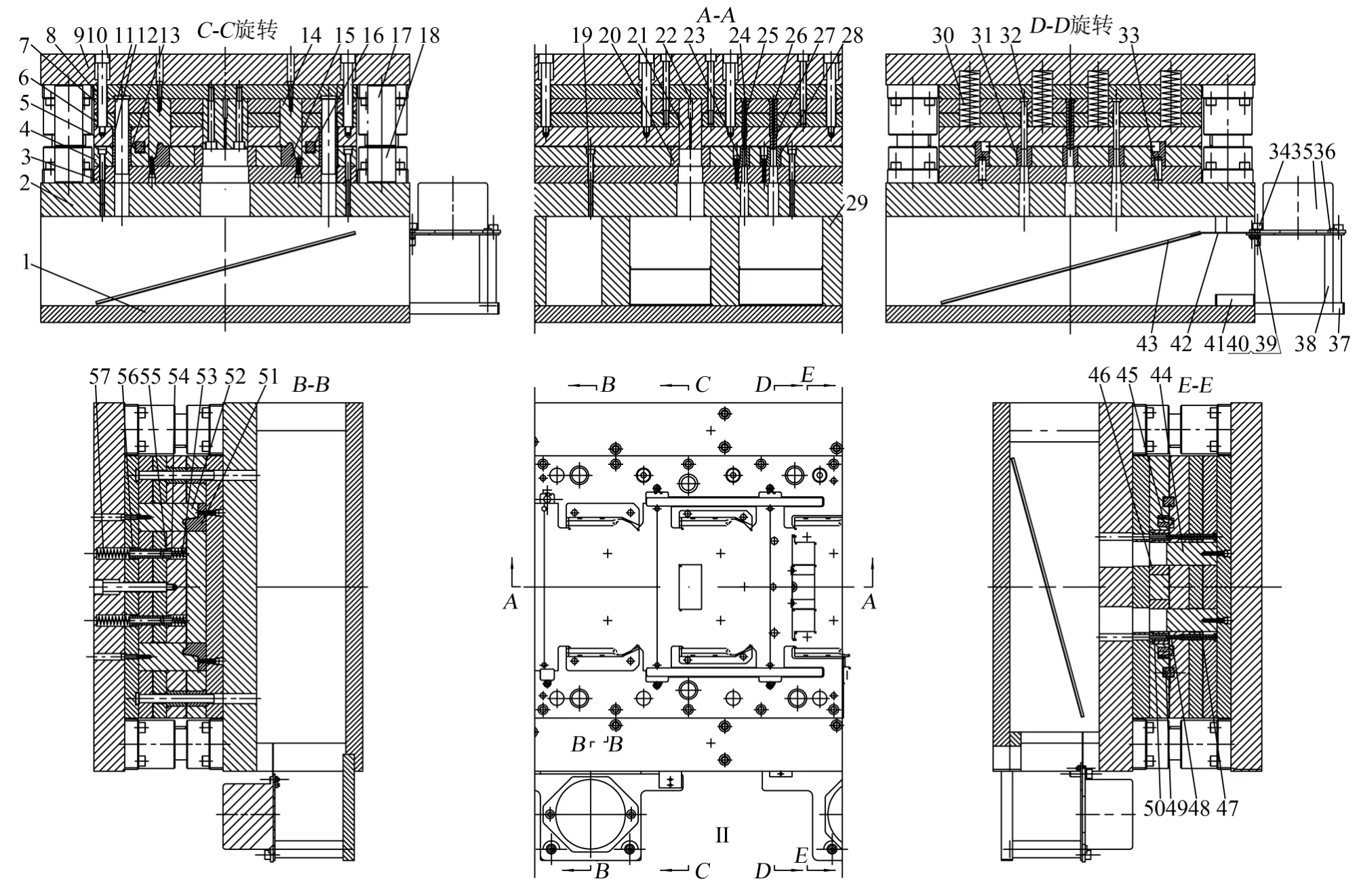
3.3 第Ⅲ区域结构设计
开模后定位销24进入带料冲裁的
8.06 mm孔,并通过弹簧23、27和导料销26压迫限位销25进行冲压,开模时弹簧23使得限位销25将带料从定位销24上推出。
第Ⅲ区域开模后冲裁带料的U形槽进入U形凸模37上,由于U形凸模37固定在凸模固定板6、7上,通过28个弹簧43推动卸料板5移动35 mm,将带料从U形凸模37推出。合模后下模板4推动卸料板5和卸料螺钉19退回35 mm。
文献[12]研究了降水入渗补给规律,如图1所示。从图1可知:在不同的岩性条件下,降水入渗系数随水位埋深(包气带厚度)的增加而减小,降雨入渗系数在1 m左右达到最大,1 m以下降雨入渗系数逐渐减小,并在大于3 m后趋于稳定。降水入渗时存在一个地下水最佳埋深,此时入渗量与降水入渗补给系数最大,当地下水埋深大于最大埋深稳定点后,降雨入渗补给系数基本趋于稳定。
3.4 冲裁废料排出
模具中所有冲孔、冲槽和切边的废料都从凹模、下垫板、下模座的排料孔中掉落到底板上。下模座与底板之间共有9个垫块,垫块高度较低,可容纳废料的空间较小,又因模具成形效率较高,要经常清除各个垫块之间下模座与底板中的废料。为此在各垫块之间的下模座与底板空间中设置冲裁废料斜滑板,可使冲裁废料掉到斜滑板9上,依靠斜面使冲裁废料下滑出模具,如图7所示。
在对于医疗卫生基本公共服务均等化中,地区医院床位数这一因素在回归结果中并未显示对被解释变量医疗卫生基本公共服务均等化具有显著影响,但从理论上说,当地的医疗设施条件的好坏直接决定了医疗卫生条件水平,因此我们尝试换一个指标重新进行检测,本文选择卫生人员数占当地年末人口的比值rthnb作为替代地区床位数thnb的指标,重新对被解释变量进行回归分析,模型如下:

4 结束语
通过加强板工艺分析及合理设计模具结构,使加强板能顺利成形,达到高效、高质量和低成本生产的要求,完成加强板成形只需要1台冲床、1副模具、1名操作人员,简化了生产管理。
[1]金龙建.多工位级进模典型结构图册[M].北京:化学工业出版社,2011:135-138.
[2]文根保,熊利军.轿车辅助底板多工序级进模设计[J].模具工业,2019,45(1):53-56.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
汽车实用技术(2020年15期)2020-10-20
意林(2020年10期)2020-06-01
汉语世界(The World of Chinese)(2019年2期)2019-04-19
滇池(2017年5期)2017-05-19
科技创新与应用(2017年9期)2017-04-26
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
哈尔滨理工大学学报(2016年2期)2016-09-12
企业导报(2015年6期)2015-04-27
