
工艺参数对激光选区熔化成形TA32钛合金成形质量及硬度的影响
2022-03-15 14:09冉江涛姜风春
机械工程材料 2022年1期
冉江涛,姜风春,陈 卓,赵 鸿,
(1.哈尔滨工程大学机电工程学院,哈尔滨 150001;2.哈尔滨工程大学材料科学与化学工程学院,哈尔滨 150001;3.航天海鹰哈尔滨钛业有限公司,哈尔滨 150001)
0 引 言
激光选区熔化(SLM)技术是一种以激光为热源,基于离散堆积原理层层堆积,近净成形的金属增材制造技术,尤其适用于直接制造复杂结构件,现已广泛应用于航空航天、生物医疗、模具制造等领域[1-3]。预热温度、保护气体纯度、铺粉厚度、激光功率、扫描速度、扫描间距等工艺参数都会影响SLM成形件的成形质量和力学性能,其中铺粉厚度、激光功率、扫描速度和扫描间距等工艺参数的影响更为显著[4-11]。将激光功率与扫描速度、扫描间距、铺粉厚度3者乘积的比值定义为SLM成形的能量密度[12]。卓林蓉等[13]研究发现,随着能量密度的增加,SLM成形铜基形状记忆合金的相对密度先增大后减小。于彦东等[14]研究发现,激光功率和扫描速度对SLM成形Inconel 718合金相对密度的影响高于能量密度的影响。
TA32钛合金是一种新型近α型高温钛合金,其长时服役温度可达550 ℃,短时服役温度可达600 ℃,具有良好的拉伸、疲劳、蠕变等性能,可用于生产航空发动机高压端的叶片、压气机盘和鼓筒等零件[15]。航空航天零部件的典型特点是形状结构复杂,采用传统制造技术常常受到刀具和模具形状的限制,且易造成原料浪费。因此,近净成形SLM技术在航空航天领域有着广阔的应用前景。目前,关于TA32钛合金的研究主要集中在显微组织、流变性、超塑性及拉伸变形行为方面[16-18],关于工艺参数对SLM成形TA32钛合金的成形质量与力学性能的影响研究鲜有报道。因此,作者采用SLM技术,在铺粉厚度为50 μm的条件下成形TA32钛合金,采用单因素试验法研究了激光功率P、扫描速度v、扫描间距L和能量密度对成形质量及硬度的影响规律,为后续工艺优化提供数据支撑。
1 试样制备与试验方法
采用航天海鹰(哈尔滨)钛业有限公司生产研制的气雾化TA32钛合金粉末,松装密度为2.1 g·cm-3,霍尔流速(50 g计)为60 s。 TA32钛合金粉末的微观形貌如图1所示,可以看出粉末球形度良好,表面黏附的卫星球粉末颗粒较少。TA32钛合金粉末的粒径近似服从正态分布,平均粒径为36 μm。TA32钛合金粉末的化学成分如表1所示,满足GB/T 3620.1-2016的规定,且具有低杂质含量特征。
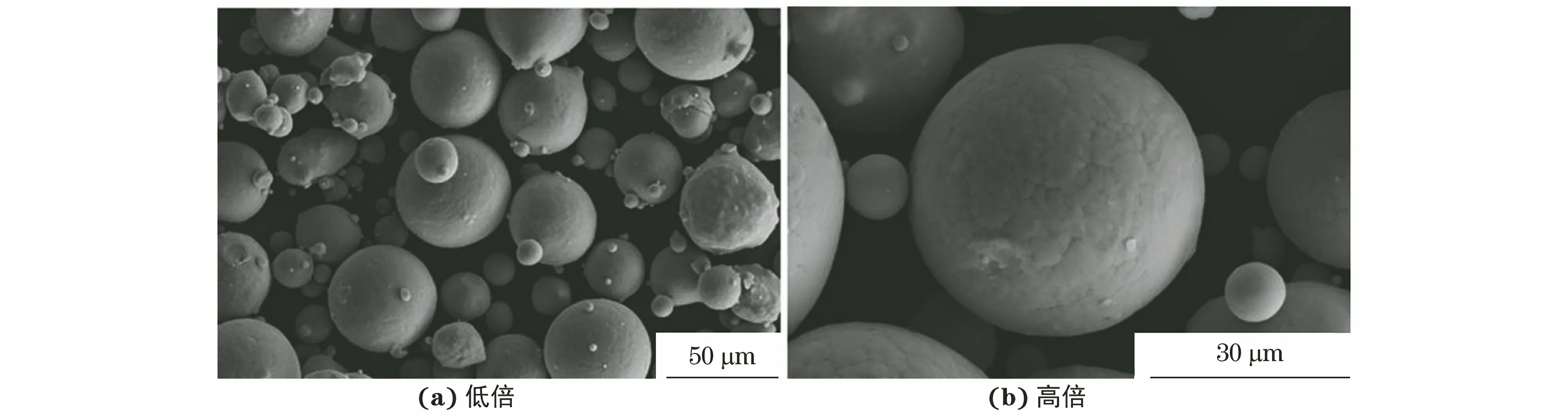
图1 TA32钛合金粉末的SEM形貌

表1 TA32钛合金粉末的化学成分
采用FS271M型SLM设备成形TA32钛合金试样,成形过程中充入氩气使成形腔内含氧量体积分数小于0.02%,铺粉厚度为50 μm。经前期大量试验以及可靠性分析确定如表2所示的工艺参数,试样尺寸均为10 mm×10 mm×10 mm。SLM成形结束后,采用线切割方法将所有试样与基板分离,不做任何后处理。
表2 SLM成形TA32钛合金的工艺参数
根据阿基米德原理,采用排水法测试TA32钛合金试样的体积密度[5],测3次取平均值。将钛合金试样的实际密度除以其理论密度(4.6 g·cm-3)得到相对密度。采用VHX-1000型超景深显微镜观察试样的表面形貌。采用SJ-410型表面粗糙度测量仪测试试样的表面粗糙度,每个试样测3次取平均值。采用Bruker D8型高级X射线衍射仪测量SLM成形TA32钛合金试样的物相组成,采用铜靶,Kα射线,管电压为40 kV,管电流为40 mA,扫描范围为20°~80°。采用线切割在钛合金试样上截取尺寸为10 mm×10 mm×10 mm的金相试样,表面经磨抛,用克罗尔试剂(HF、HNO3、H2O体积比为1…3…7)腐蚀后,采用DMI 5000 M型光学显微镜观察试样的显微组织。采用TMVS-1S型数显显微维氏硬度计测量试样的维氏硬度,加载载荷为9.8 N,加载时间为15 s,每个试样测5次取平均值。
2 试验结果与讨论
2.1 典型形貌、显微组织与物相组成
沿成形方向,不同工艺参数SLM成形TA32钛合金试样的微观形貌相似,均如图2所示,表现出典型的鱼鳞纹特征,鱼鳞纹相互搭接。形成这种形貌与采用的能量源有关,激光束为圆形高能热源,其中间部分的激光能量密度高,而边缘部位的激光能量密度较低,因此在一个熔道中,中间部分的粉末熔化得比两边多,使得凝固后熔道呈鱼鳞状的半圆形结构[19]。不同工艺参数SLM成形TA32钛合金试样中存在因熔化不完全而产生的孔洞缺陷,缺陷尺寸较小,形状不规则。
图2 不同工艺参数SLM成形TA32钛合金试样的典型形貌
不同工艺参数SLM成形TA32钛合金试样的显微组织均相似,以P=400 W,v=1 000 mm·s-1,L=90 μm条件下的为例进行分析。由图3可知,TA32钛合金试样的显微组织主要由原始柱状β晶内的针状α′马氏体相组成。在SLM成形过程中,激光作用于TA32钛合金粉末使其迅速熔化,同时产生微小熔池,激光束离开熔池后,熔池快速冷却,其冷却速率达到形成马氏体的冷却速率,因此在合金内形成了大量的α′马氏体。
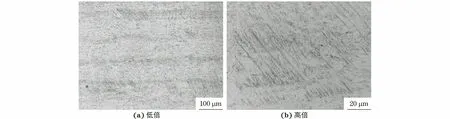
图3 SLM成形TA32钛合金试样的显微组织(P=400 W,v=1 000 mm·s-1,L=90 μm)
所有试样的XRD谱均十分相似,且未观察到新相生成,如图4所示。结合显微组织可以看出,SLM成形TA32钛合金试样均主要由α′马氏体组成,未观察到明显的β相峰,说明SLM成形过程中原始柱状β相已完全转化为α′马氏体。
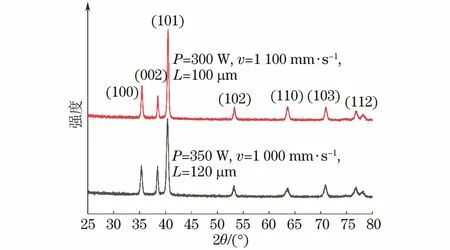
图4 SLM成形TA32钛合金试样的XRD谱
2.2 工艺参数对表面质量的影响
由图5可知:随着扫描速度提高,试样顶面的表面粗糙度Ra均呈先减小后增大的趋势,表明过低或过高的扫描速度都不利于获得表面质量较好的试样;相同激光功率和扫描速度下,扫描间距较大试样的表面粗糙度明显较小。由图6可以看出,随着扫描速度提高,试样表面形貌先变平整后又变得凹凸不平,在扫描速度为1 100 mm·s-1时表面最为光滑平整。扫描速度过低时,激光作用于粉末的时间延长,熔池不断受到激光束的冲击作用而产生剧烈震荡,导致凝固后试样表面呈高低起伏的形貌,因此表面粗糙度较大。另外,扫描速度过低使得粉末在单位时间内吸收的能量过多从而产生过烧现象,导致成形表面较为粗糙[20]。扫描速度过高,激光作用于粉末的时间极短,产生的熔池较浅,熔体来不及均匀铺展就已经凝固,凝固后试样表面凹凸起伏,部分区域因存在未熔粉末而出现鼓包,因此表面粗糙度较大。
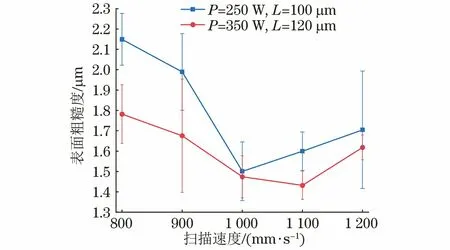
图5 扫描速度对SLM成形TA32钛合金试样表面粗糙度的影响
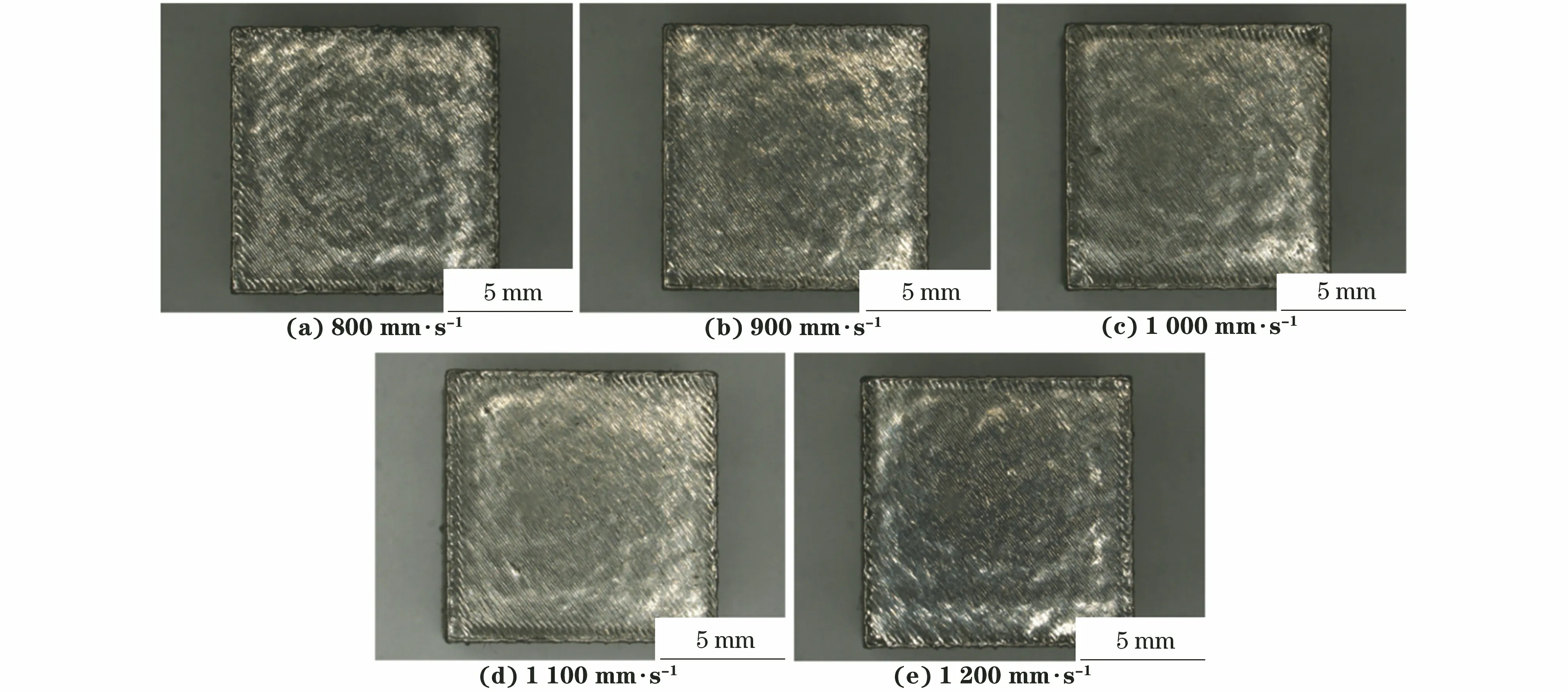
图6 不同扫描速度下SLM成形TA32合金试样的表面形貌(P=350 W,L=120 μm)
由图7可知,随着扫描间距增大,试样顶面的表面粗糙度均呈先减小后增加的趋势,这表明扫描间距过小或过大,都不利于获得表面质量较好的试样。由图8可以看出,随着扫描间距增大,试样的表面形貌先由沟壑状变得平整,后又呈凹凸不平状,在扫描间距为110 μm时,表面质量最好。扫描间距过小,相邻扫描线存在重叠区域,处于重叠区域的粉末被激光束反复熔化,造成一定程度的过熔,从而导致凝固后表面表现为沟壑状形貌,表面粗糙度较大。扫描间距过大,相邻扫描线重叠区域很小,甚至完全不重叠,两条扫描线之间的区域输入的激光能量较低,粉末熔化不充分并产生球化现象,凝固后在表面形成一道凸起的扫描线,表面质量差。
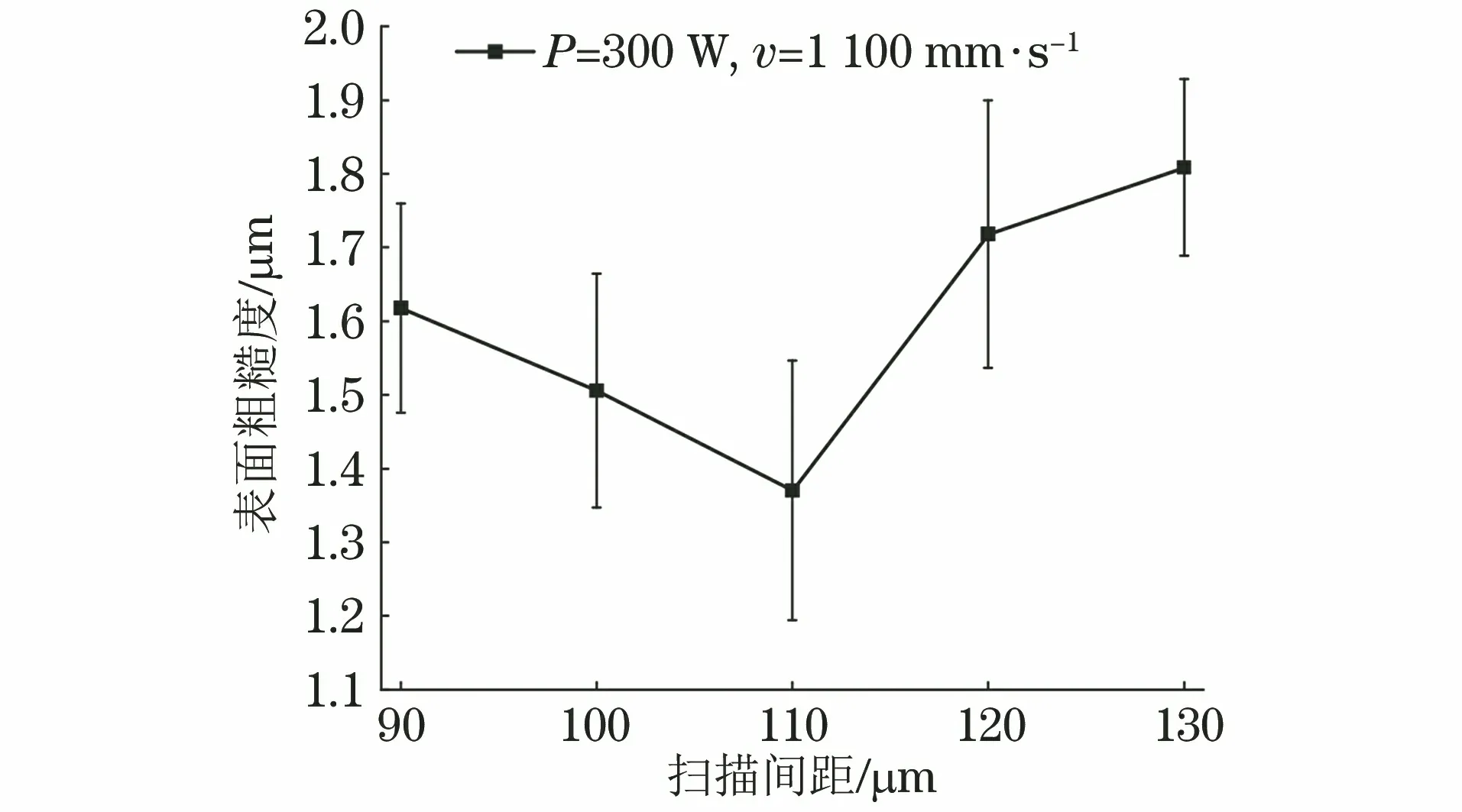
图7 扫描间距对SLM成形TA32钛合金试样表面粗糙度的影响
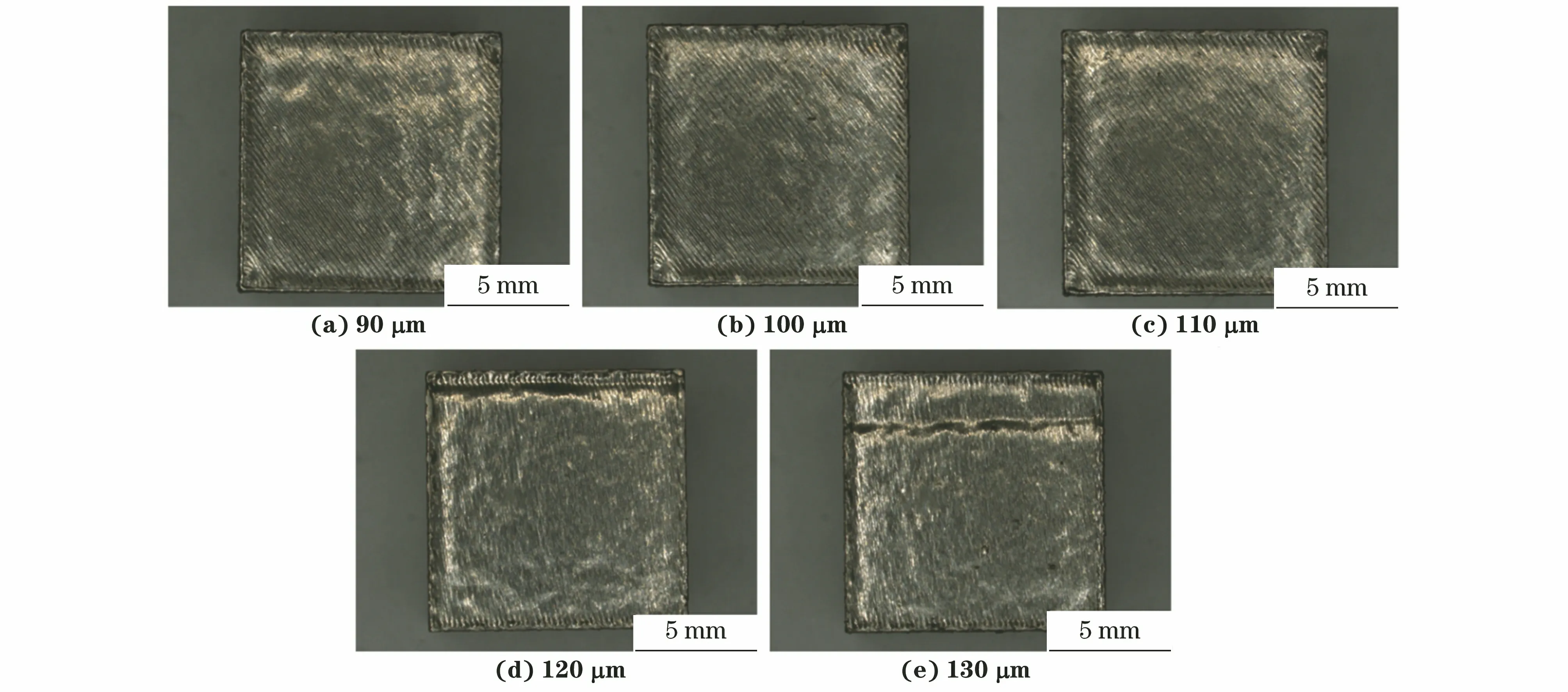
图8 不同扫描间距下SLM成形TA32钛合金试样的表面形貌(P=300 W,v=1 100 mm·s-1)
由图9可知:随着激光功率增加,试样顶面的表面粗糙度呈先减小后增大的趋势,这表明过低或过高的激光功率都不利于获得表面质量较好的试样。由图10可以看出,随着激光功率增加,试样的表面形貌先变平整后又变得凹凸不平,在激光功率为300 W时,表面质量最好。激光功率过低,输入的能量不足,产生的熔池较浅,熔体流动不充分,在凝固之前不能充分铺展,因此凝固后表面部分区域出现鼓包,表面粗糙度较大。激光功率过高,粉末熔化后熔池温度急剧升高,易挥发元素发生气化现象,从熔池中逸出,同时气化产生的反冲压力对熔池产生冲击和搅拌作用,使得熔池表面不平整,因此凝固后部分区域出现鼓包,部分区域出现凹坑,表面质量较差。
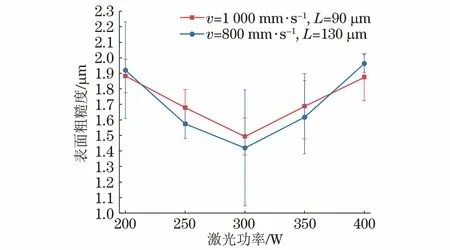
图9 激光功率对SLM成形TA32钛合金试样表面粗糙度的影响
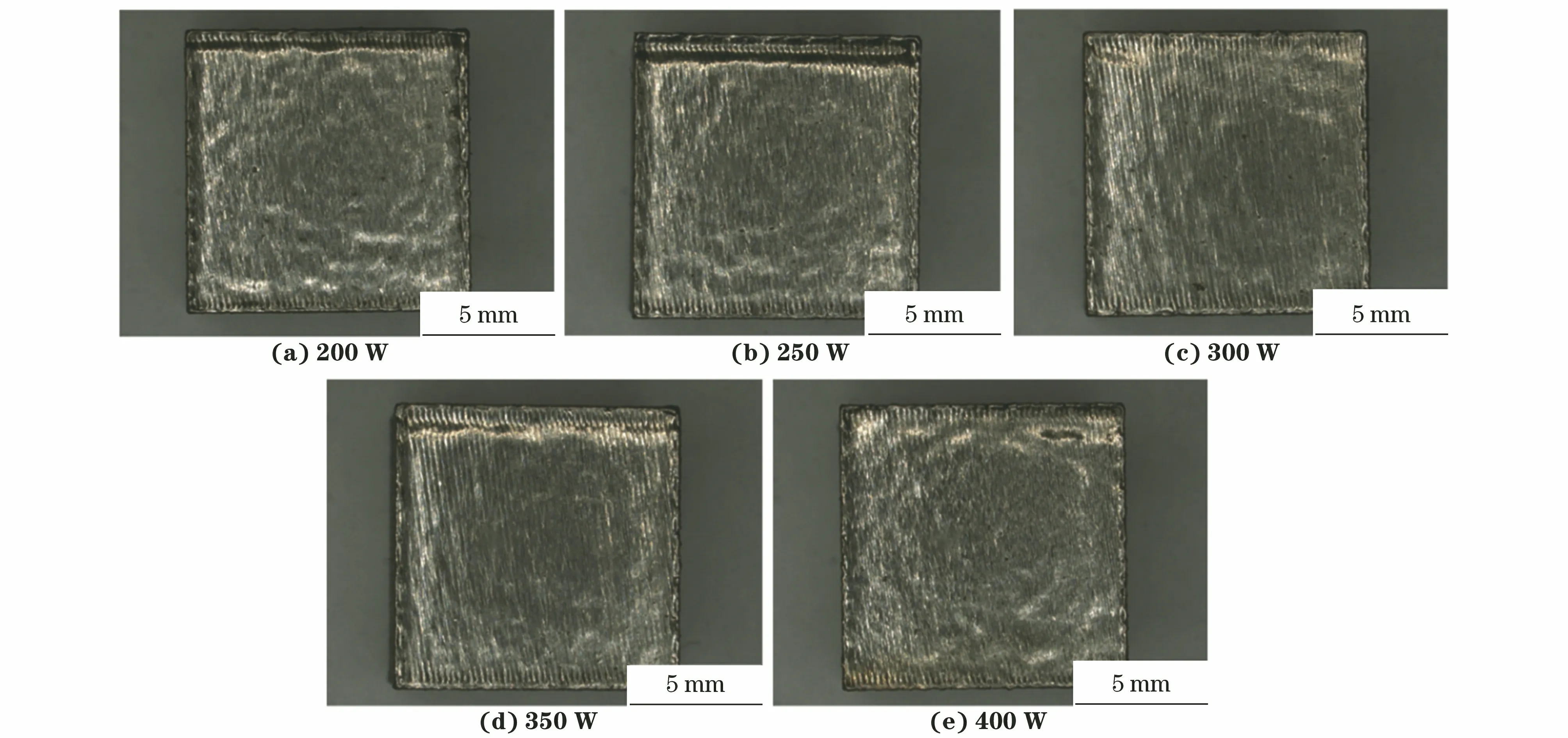
图10 不同激光功率下SLM成形TA32钛合金试样的表面形貌(v=1 000 mm·s-1,L=90 μm)
2.3 工艺参数对相对密度的影响
由图11可知,随着扫描速度提高,SLM成形TA32钛合金试样的相对密度逐渐减小。由图12可以看出,试样表面的孔洞等缺陷随扫描速度增高而增多。扫描速度越快,激光作用于TA32钛合金粉末的时间越短,粉末熔化不充分。未完全熔化的粉末发生烧结作用,相互黏结在一起,相邻粉末颗粒间存在空隙,因此成形试样的相对密度降低。
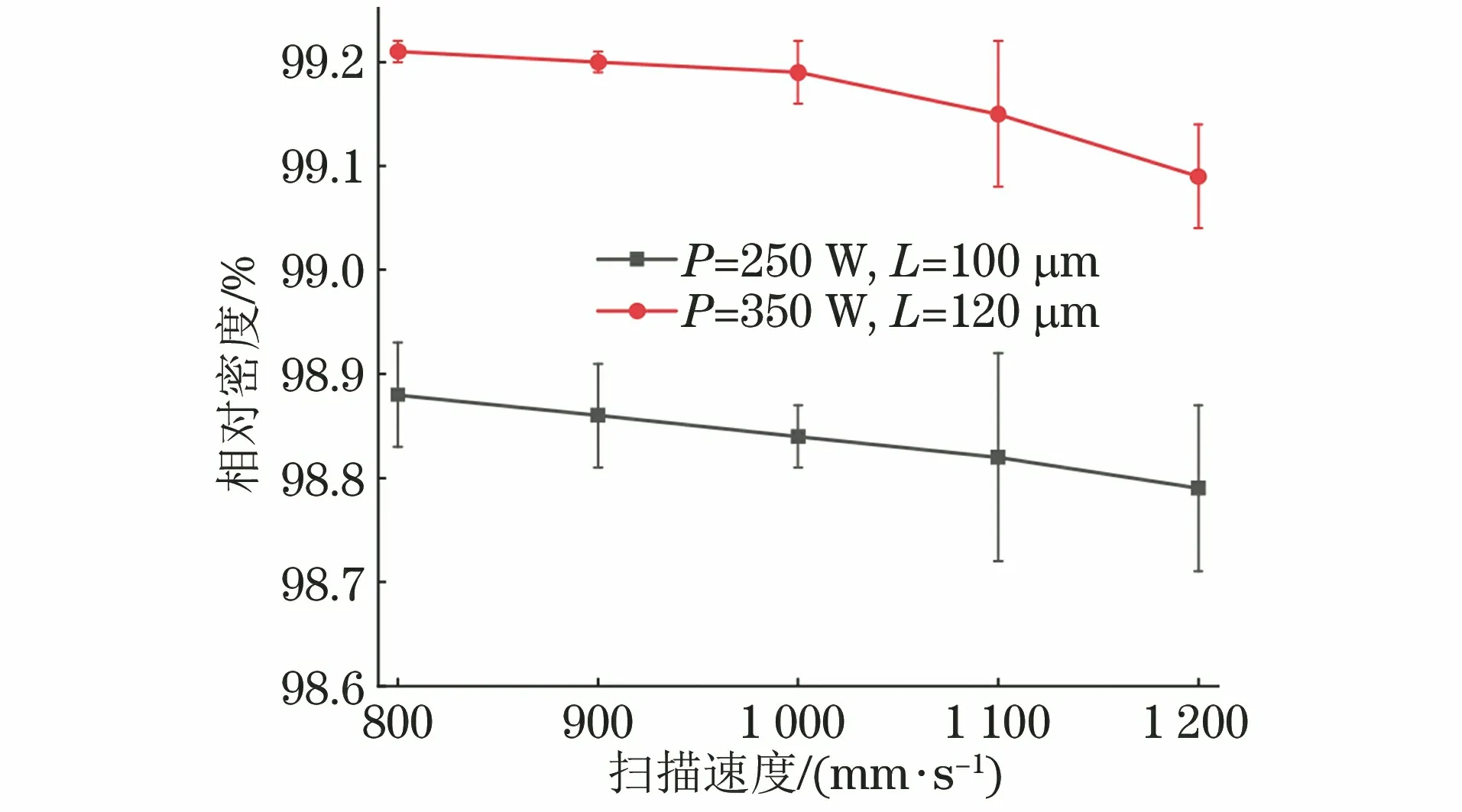
图11 扫描速度对SLM成形TA32钛合金试样相对密度的影响
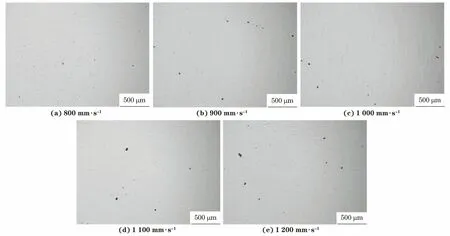
图12 不同扫描速度下SLM成形TA32钛合金试样的微观形貌(P=350 W,L=120 μm)
由图13可知,随着扫描间距增大,试样的相对密度呈先减小后增大的趋势,扫描间距为90 μm时的相对密度最大,110 μm时最小。由图14可知:采用110 μm 扫描间距成形的试样抛光表面存在的缺陷数量最多,这表明110 μm 的扫描间距不利于获得较为致密的试样。扫描间距较大时会使得熔道之间无法充分搭接,熔道间隙的粉末吸收能量不足,无法润湿固相,最终导致试样的相对密度较低[19]。
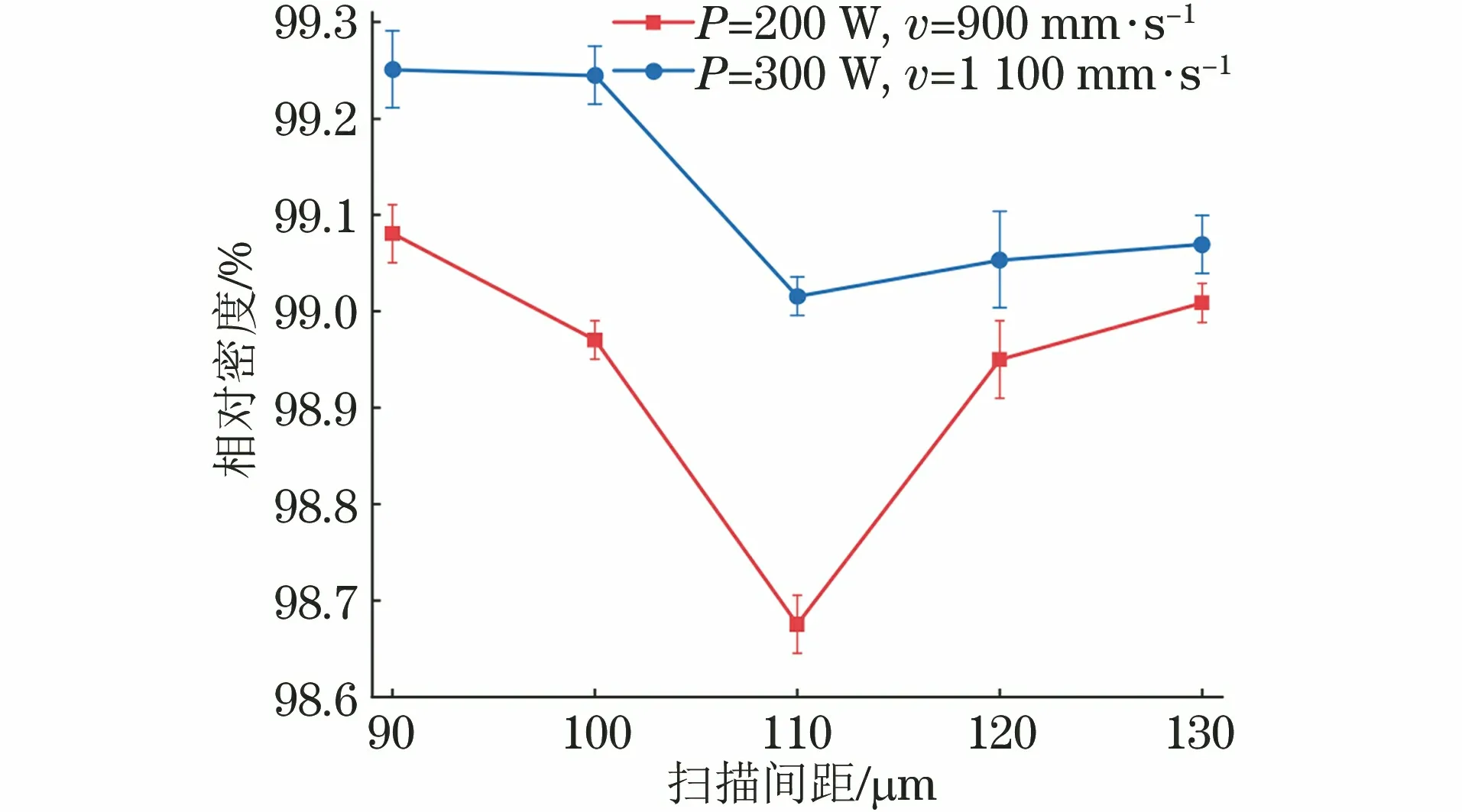
图13 扫描间距对SLM成形TA32钛合金试样相对密度的影响
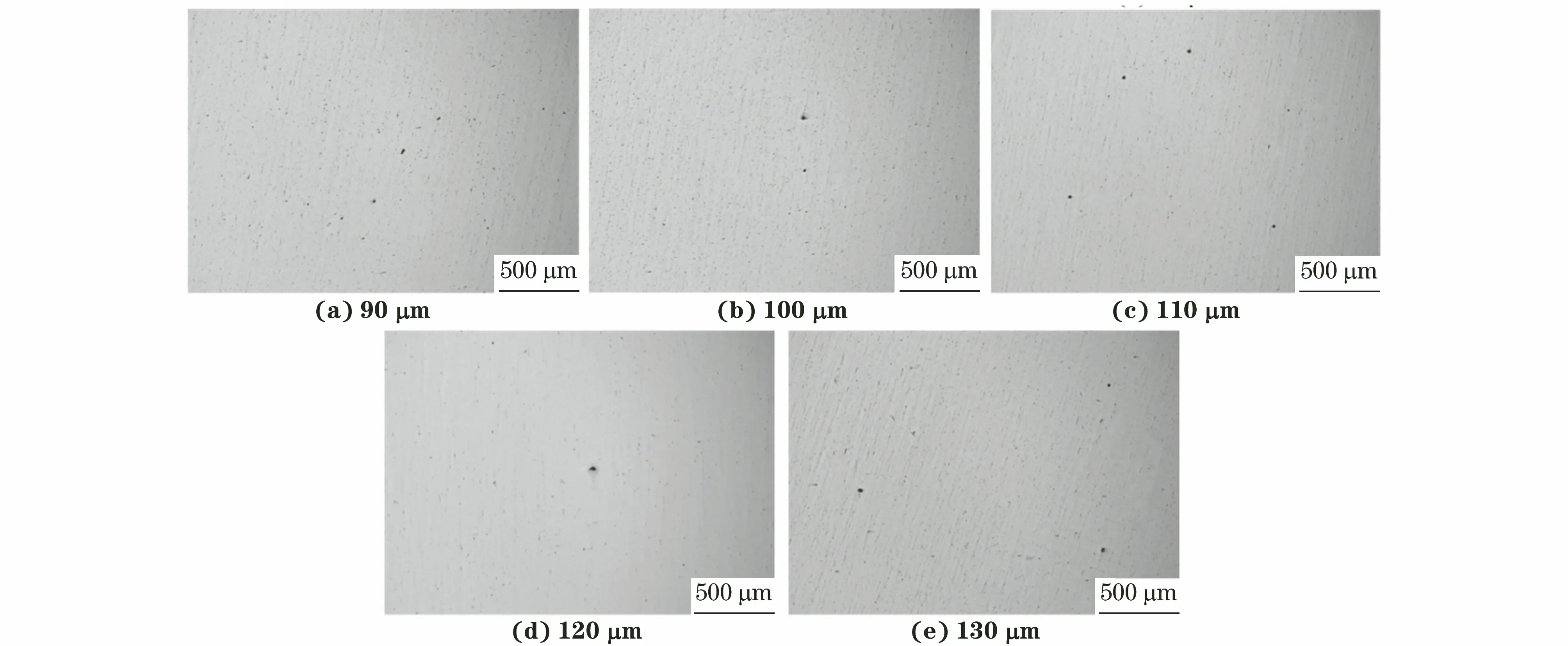
图14 不同扫描间距下SLM成形TA32钛合金试样的微观形貌(P=300 W,v=1 100 mm·s-1)
由图15可知,随着激光功率增加,试样相对密度呈先增大后减小的趋势,当激光功率在250,300 W时相对密度相对较大。由图16可以看出,当激光功率为300 W时,试样抛光表面存在的缺陷数量最少。激光功率较小时,粉末吸收的能量不足以熔化粉末,熔池窄而浅,且熔体黏度大,润湿角大,容易引起球化现象,凝固后表面凹凸不平,存在较大孔隙,影响后续的铺粉质量,最终导致试样相对密度减小[20]。激光功率过大时,周围粉末熔化量增加,熔池变宽,且可能造成过烧[6],因此试样的相对密度减小。
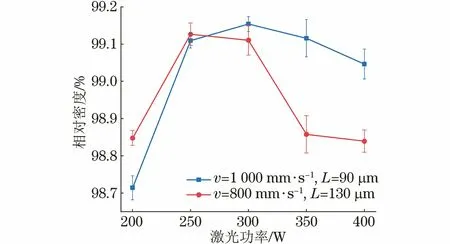
图15 激光功率对SLM成形TA32钛合金试样相对密度的影响
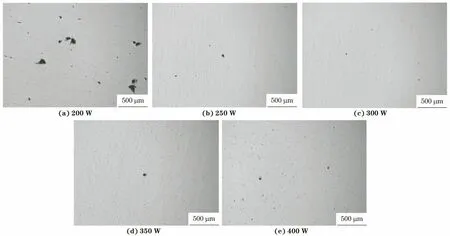
图16 不同激光功率下SLM成形TA32钛合金试样的微观形貌(v=1 000 mm·s-1,L=90 μm)
2.4 工艺参数对硬度的影响
由图17可知:随着扫描速度增加,TA32钛合金试样的维氏硬度逐渐降低,当扫描速度过高时,单位面积粉末吸收能量过低导致尚未完全熔化,产生的液相较少,无法完全润湿固相,材料内部组织不致密且缺陷过多[6],导致试样硬度下降,但下降的幅值很小;随着扫描间距增加,TA32试样的维氏硬度先降低后增加,当扫描间距为110 μm时试样的硬度最低,这与相对密度的变化一致;随着激光功率增加,TA32试样的维氏硬度呈先升高后降低的趋势,在激光功率为300 W时维氏硬度最大,这是由于此时粉末熔化完全,熔体对已凝固层润湿充分,层与层之间黏结良好,材料致密性好[19]。
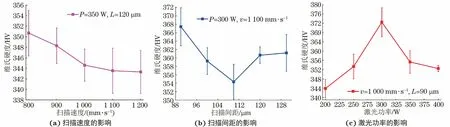
图17 工艺参数对SLM成形TA32钛合金试样维氏硬度的影响
2.5 能量密度对成形质量及性能的影响
统计得到表面粗糙度、相对密度及维氏硬度与能量密度的关系如图18所示,可以看出,试样的表面粗糙度、相对密度及维氏硬度与激光能量密度并无明显的函数关系;当激光能量密度在45~75 J·mm-3范围内变化时,72%试样顶面的表面粗糙度小于1.8 μm,80%试样的相对密度大于98.9%,72%试样的维氏硬度大于350 HV。这说明在试验参数范围内,45~75 J·mm-3的激光能量密度范围较适用于成形TA32钛合金。
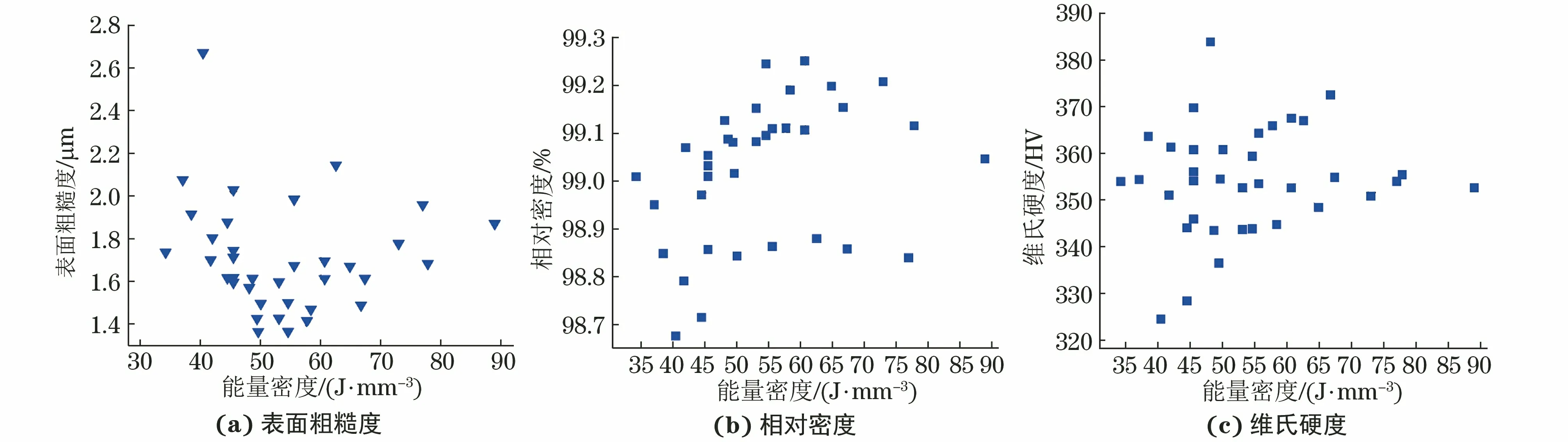
图18 SLM成形TA32钛合金试样的表面粗糙度、相对密度、维氏硬度与能量密度的关系
3 结 论
(1) SLM成形TA32钛合金试样的表面均呈现典型的鱼鳞纹特征,显微组织主要由原始柱状β晶内的针状α′马氏体组成。
(2) 随着扫描速度(800~1 200 mm·s-1)增加,SLM成形TA32钛合金试样的表面粗糙度先减小后增大,相对密度和维氏硬度均逐渐降低;随着扫描间距(90~130 μm)增加,试样的表面粗糙度先减小后增大,相对密度和维氏硬度均先降低后升高;随着激光功率(200~400 W)增加,试样的表面粗糙度先减小后增大,相对密度和维氏硬度均先升高后降低。
(3) 综合考虑表面粗糙度、相对密度以及维氏硬度,在试验参数范围内,适用于TA32钛合金SLM成形的能量密度范围为45~75 J·mm-3。
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
机械工业标准化与质量(2022年3期)2022-08-12
昆钢科技(2021年5期)2021-12-14
理化检验(物理分册)(2021年10期)2021-10-28
理化检验(物理分册)(2021年6期)2021-06-30
空间科学学报(2020年1期)2021-01-14
科学技术创新(2020年23期)2020-08-13
航空发动机(2020年3期)2020-07-24
活力(2019年17期)2019-11-26
模具制造(2019年4期)2019-06-24
