
酶水解对提高燕麦、荞麦粉发酵酒精度的影响研究
2022-03-13 11:46:38张弘弛杨永恒石金波
酿酒科技 2022年2期
李 慧,张弘弛,刘 瑞,杨永恒,石金波
(1.山西大同大学生命科学学院,山西大同 037009;2.山西农业大学高寒区作物研究所,山西大同 037008)
燕麦和荞麦是我国栽培面积较大的小杂粮作物,具有良好的营养和保健功能。燕麦是所有谷物之中唯一含有皂苷素的农作物,有控制血糖、降低血压、胆固醇等保健功能。燕麦中的黄酮类化合物具有抗肿瘤等生物活性。荞麦富含蛋白质、脂肪、淀粉、膳食纤维、矿物质及维生素等营养成分,现代医学研究表明,荞麦黄酮类化合物具有防癌抗癌、调节心血管、调节内分泌系统、增强免疫力等功能。
由于二者的高营养性和经济性,市场上富含荞麦、燕麦的产品种类越来越丰富,以燕麦、荞麦为原料的传统食品如白酒、啤酒、香醋等产品越来越受到大众青睐。但传统的发酵工艺多采用曲作为糖化剂,而曲并不能完全将原料中的多糖分解利用,相对于酶催化糖收得率较低,而且发酵的周期较长。食醋生产时多采用曲作为糖化剂,但相对于酶催化糖收得率较低30 %~50 %。酶法水解可以加快原料中多糖的分解,得到更多的可发酵性单糖,加快料液中微生物的代谢繁殖,提高料液的发酵酒精度。
本试验在发酵工艺中,加入酶进行原料水解,通过正交试验优化水解工艺条件,大大提高了原料的利用率,使发酵更加充分,缩短了发酵时间,提高了发酵终产物的产量,为荞麦燕麦酒类工艺研究及相关发酵食品开发提供依据。
1 材料与方法
1.1 材料、试剂及仪器
材料:燕麦、荞麦粉均产自山西省大同市阳高县;α-淀粉酶:南宁庞博生物工程有限公司;酒曲:大同酒庄;糖化酶:郑州一阳食化生物科技。
试剂及耗材:DNS(3,5-二硝基水杨酸):酒石酸钾钠18.2 g,溶于50 mL 蒸馏水中,加热,于热溶液中依次加入3,5-二硝基水杨酸0.63 g,NaOH 2.1 g,苯酚0.5 g,搅拌至溶,冷却后用蒸馏水定容至100 mL,贮于棕色瓶中,室温保存。
仪器设备:数显恒温水浴锅,金坛市国旺实验仪器厂;电子天平,常州市宏衡电子仪器厂;752 型紫外可见分光光度计,上海光谱仪器有限公司制造;酸度计,美国奥豪斯ST 3100;酒精计;粉碎机,尼阳机械制造公司;旋转蒸发仪,郑州长城科工贸有限公司。
1.2 试验方法
1.2.1 工艺路线
原料干燥→等量混匀→蒸料→加水搅拌至匀浆液→加酶糊化→加酶糖化→酒精发酵
1.2.2 操作要点
1.2.2.1 原料粉碎和处理
分别称取相同质量的荞麦粉和燕麦粉混合,沸水蒸40 min,加水搅拌直至完全溶解混匀,加水量为原料质量的4倍。
1.2.2.2 糊化
燕麦荞麦粉混合匀浆液中加入不同量的α-淀粉酶,放于70 ℃的恒温水浴锅中酶解20 min。
1.2.3 糖化工艺
将糊化好的混合液冷却到50 ℃左右,加入糖化酶混匀,控制酶用量、pH 值、温度、时间进行单因素试验。在糖化酶的4 个单因素试验分析基础上,以燕麦、荞麦粉酶解液中的还原糖含量为指标,选择酶解时间、加酶量、酶解温度、pH 值为正交试验的考察因素,选择L(3)正交试验表对这些因素的水平进一步优化,见表1。

表1 燕麦荞麦粉酶解正交试验因素与水平
1.2.4 酒精发酵
为了缩短发酵周期,将称好的酒曲提前进行活化,按照比例添加到已通过α-淀粉酶糊化的混合糊化液中。向未加入糖化酶的燕麦荞麦混合糊化液中加入2 %的大曲糖化之后,再加入1 %的酒曲以30 ℃发酵。向加入糖化酶并进行了适当时间酶解的燕麦荞麦混合匀浆液中以及同时加入糖化酶和1 %大曲并进行了适当时间糖化后的燕麦荞麦混合液中,分别加入1%的酒曲进行发酵。每天早晚观察两次并且振荡,使之排出发酵产生的气体,直至观察到原料液中再无气泡产生,说明该发酵大致结束,可测定发酵酒精度。
1.2.5 还原糖含量的测定
还原糖的测定采用DNS 法(3,5-二硝基水杨酸比色法)测定。
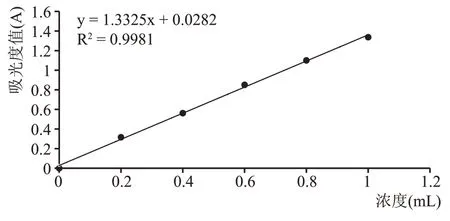
图1 葡萄糖标准曲线
1.2.6 酒精含量的测定
将得到的发酵液离心,蒸馏之后,取适量的液体用酒精计进行酒精含量的测定。
2 结果与分析
2.1 糊化工艺条件
燕麦荞麦粉混合匀浆液中α-淀粉酶添加量分别为每克燕麦、荞麦粉10 U、15 U、20 U、25 U、30 U、35 U进行糊化,在糊化液中分别加入糖化酶200 U/g燕麦荞麦粉,调pH5.5,在55 ℃下酶解180 min 后取出,测还原糖含量,结果见图2。

图2 α-淀粉酶浓度对混合液酶解的影响
由图2 可知,α-淀粉酶用量越大,最终糊化、糖化后所得的还原糖含量越高,从10 U/g 到30 U/g 增加最为明显,添加量为30 U/g 后增加缓慢,从节约成本方面考虑,我们选择30 U/g 荞麦燕麦粉的α-淀粉酶用量为最优用量。
2.2 糖化工艺单因素试验
2.2.1 酶解时间对混合糊化液酶解程度的影响
将混合糊化液在温度55 ℃、pH5.5、糖化酶用量200 U/g 条件下,分别酶解60 min、90 min、120 min、150 min、180 min、210 min、240 min,随后分别测定还原糖含量,测得结果见图3。
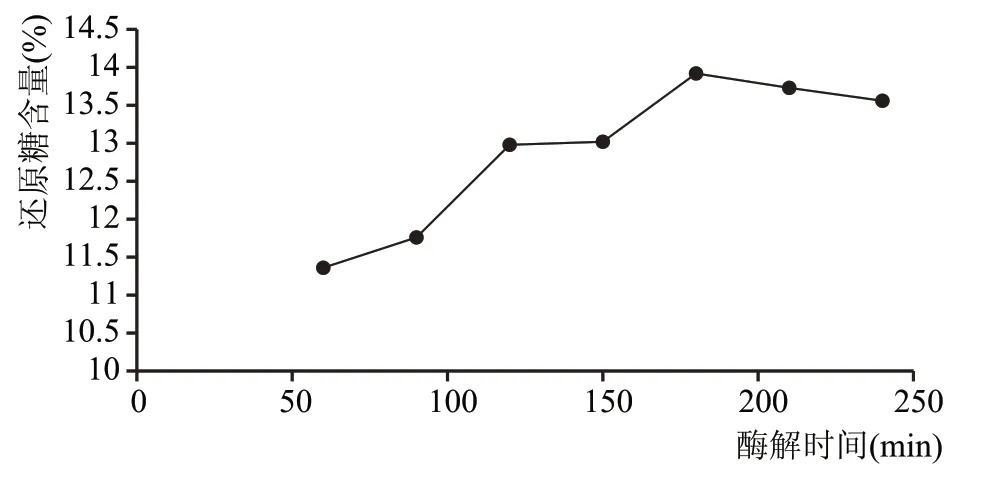
图3 时间对混合糊化液酶解的影响
由图3 可知,混合匀浆液在酶解时间为90 min到180 min 的酶解效果上升最为明显,还原糖含量增加明显,而从180 min以后,还原糖含量甚至没有明显的变化,酶解程度基本稳定,糖化酶的最适酶解时间为180 min。
2.2.2 酶用量对混合糊化液酶解程度的影响
将混合糊化液在温度为55 ℃、pH5.5 的条件下进行酶解180 min,分别加入的糖化酶的用量为50 U/g、100 U/g、150 U/g、200 U/g、300 U/g。随后测定不同酶用量的还原糖含量,测得的结果见图4。

图4 糖化酶用量对混合糊化液水解的影响
图4 结果表明,混合糊化液随糖化酶用量的增加,酶解程度呈现不断上升的趋势。酶用量为50~200 U/g 时,燕麦荞麦混合匀浆液的酶解速度增加较快,而在酶用量为200~300 U/g 时,混合匀浆液的酶解速度增加较为缓慢。如果从生产的角度考虑,选用200 U/g 的糖化酶用量,可以节约成本,在相对减少酶用量的同时对生产的影响较小。
2.2.3 温度对混合糊化液酶解程度的影响
将混合糊化液分别在45 ℃、50 ℃、55 ℃、60 ℃、65 ℃、70 ℃下进行酶解,其他条件均相同,分别为pH5.5,酶解时间180 min,糖化酶用量200 U/g。随后测其还原糖含量,所得结果见图5。

图5 温度对混合糊化液水解的影响
从图5 中可以明显的看出,温度对于燕麦荞麦混合液的酶解程度有明显的影响。温度从45 ℃逐渐上升到55 ℃时,混合水解液的酶解程度也随之不断提高,而温度一旦超过55 ℃,混合水解液的酶解程度反而随着温度的升高而迅速降低。此现象表明,糖化酶会在超出其最适温度范围的高温下,逐渐失活,丧失其酶解能力。因此,我们选择将55 ℃作为该糖化工艺的最适酶解温度。
2.2.4 pH值对混合糊化液酶解度的影响
将混合糊化液置于55 ℃,糖化酶用量200 U/g,酶解时间180 min 的条件下,分别调pH 值为4.0、4.5、5.0、5.5、6.0、6.5。酶解后分别测还原糖值,所得结果见图6。

图6 pH值对混合糊化液水解的影响
由图6 可知,在整个设定的pH 值梯度中,混合液的酶解程度呈现先升高再降低的趋势,结果表明,糖化酶水解该混合糊化液的最适pH值为5.5。
2.3 酶解正交试验
燕麦、荞麦粉酶解试验的正交试验结果见表2。由表2 可看出,在燕麦、荞麦糊化液的酶解试验中,各因素影响酶解反应的大小顺序为C>B>A>D,即酶用量对于酶解程度的影响最大,其次是酶解时间,pH 值和酶解温度相对来说影响小。最佳的优化工艺为ABCD,pH值为5.5,酶解时间为180 min,糖化酶用量为300 U/g,酶解温度为55 ℃。

表2 燕麦荞麦糊化液酶解的正交试验结果
由表3 可知,F 值>F=3.11,表示在0.10 水平上显著,说明酶用量对于混合液酶解产生的还原糖量有显著影响(p<0.10),是影响酶解的主要因素。而其他因素对混合液酶解程度影响不大。

表3 正交试验结果方差分析
分别取等质量的燕麦和荞麦粉混合后,于最佳条件中发酵,进行试验验证,燕麦、荞麦混合液经过发酵实验测得还原糖含量为13.7%。
2.4 酒精发酵
在未加入糖化酶的燕麦荞麦混合糊化液中,加入2 %的大曲进行糖化,糖化得还原糖结果为8.92%,随后加入1%的酒曲进行发酵,置于恒温培养箱,设定温度28 ℃,发酵结束测得酒精度为3%vol,发酵时间6 d。
加入了糖化酶的燕麦、荞麦混合糊化液,进行糖化得还原糖结果为13.11%,随后加入1%的酒曲进行发酵,置于恒温培养箱设定温度为28 ℃,发酵后测得酒精度为5%vol,发酵时间4 d。
同时加入了糖化酶和1%大曲的燕麦、荞麦混合糊化液,进行糖化得还原糖结果为13.95%,随后加入1 %的酒曲,置于恒温培养箱进行发酵,设定温度为28 ℃,发酵后测得酒精度为6%vol,发酵时间4 d。
由图7 可知,燕麦、荞麦粉经酶解后,进行酵母发酵提高了发酵酒精度,同时大大缩短了酒精的发酵周期。从第2 个和第3 个方案比较可以看出,同时加入糖化酶和大曲进行糖化,可以提高发酵的酒精度,但是对于发酵周期并没有影响。

图7 3种试验方案的发酵酒精度和发酵时间结果
3 结论
在α-淀粉酶的糊化作用下,加入糖化酶充分的酶解燕麦、荞麦混合浆液中的淀粉,使其变成可被酵母发酵利用的还原糖。通过单因素和正交试验,以还原糖含量为指标进行酶解条件优化,结果表明,在α-淀粉酶添加量为30 U/g 燕麦、荞麦粉,温度70 ℃条件下糊化;糖化酶用量300 U/g 燕麦、荞麦粉,酶解时间180 min,pH5.5,酶解温度55 ℃下糖化,燕麦、荞麦混合浆液中的还原糖含量提高至13.95%,经酵母发酵后酒精度达到6%vol,发酵时间为4 d。燕麦和荞麦同比例混合的情况下,用适量的α-淀粉酶和糖化酶进行糊化、糖化,不仅可以节约大曲的用量,而且可发酵性糖的含量也大大提高,提高了发酵酒精度,同时也可以提高此工艺生产发酵产品的产量。
猜你喜欢
酿酒科技(2024年2期)2024-04-02 01:46:18
今日农业(2022年13期)2022-09-15 01:19:24
家庭医学(下半月)(2019年8期)2019-09-25 09:02:04
食品与生物技术学报(2019年12期)2019-02-15 01:42:27
食品与发酵工业(2019年1期)2019-01-29 10:26:02
食品工业科技(2018年21期)2018-11-27 01:59:10
黄河·黄土·黄种人(华夏文明)(2017年3期)2017-08-22 04:01:29
食品工程(2015年3期)2015-12-07 10:20:53
汉语世界(2014年4期)2014-04-06 05:23:40
中国酿造(2014年9期)2014-03-11 20:21:10
