
移动式管道预制生产线应用分析
2022-03-11 01:59张龙邢攸为高跃龙韩旭汤国红
石油和化工设备 2022年2期
张龙 邢攸为 高跃龙 韩旭 汤国红
(海洋石油工程股份有限公司,天津市滨海新区邮编300452)
1 移动式管道预制生产线主要设备
1.1 移动式数控管子切断坡口一体工作站
主要用于对管道进行切断和坡口加工,适用于碳钢、合金钢、不锈钢等不同材质的管材。利用车削原理及数控技术,可对管子切断、切断坡口。刀具进给方式为径向进刀。进料方式采用自动进料、数控定长。管子的切割下料/坡口的过程实现高效化和自动化流水线作业。本工作站包括数控管子切断坡口一体机、自动定常装置、液压动力站、控制系统和输送辊道,集成在长度为12m的集装箱中,可切割范围为管径:DN60~273,壁厚:5~25 mm,材质:碳钢、合金钢、低温钢、不锈钢,坡口型式为I型、V型、U型。另外一个组合式切断坡口加工站由带锯机、管端坡口机、液压动力站、控制系统、输送辊道组成,适用管径:DN60-430,壁厚:5~30 mm,材质:碳钢、合金钢、不锈钢等不同材质的管材,坡口型式:I型、V型、U型、复合型(双V型),两套坡口加工站根据现场实际需要选用其一或搭配组合使用。
1.2 移动式管道自动焊接工作站
本工作站包括三个自动焊接工作站,集装箱端面开口,便于管道的进出,集装箱顶配置两台3T4m 的吊装系统,便于管道的装卸作业,适用管子直径范围:DN60~610mm,一号站包括2个自动焊接工位,含有变位机、悬臂焊接机、焊接摆动器各两台,管道焊接系统、人机对话控制系统各两套,集成在9米集装箱内,有效解决3000mm以下碳钢、合金钢、不锈钢等管段的焊接问题。焊口封底形式:氩弧焊、CO2气保,焊口填充、盖面形式:氩弧焊、CO2气保、埋弧焊。二、三号站配有两个焊工位:“变位机+悬臂焊工位”和“弯管焊接机工位”,有变位机、悬臂焊接机和无配重弯管焊接机各一台,焊接摆动器、焊接系统和人机对话控制系统各两套,两个工作站解决长度250mm~1200mm碳钢、合金钢、不锈钢等单管。每个自动焊接工作站配置两台气体保护焊机,组成双工位的自动焊接系统,集装箱端面开口,便于管道的进出,集装箱顶配置两台3T4m 的吊装系统,便于管道的装卸作业,使用气体保护自动焊的特点是:电弧热量集中,熔池小,焊接速度快,热影响区较窄,焊件变形小,抗裂变能力强,焊接时对打底厚度无要求,焊缝质量及表面成形好。
2 移动式管道预制生产线布置

此图为移动式管道预制生产线在某场地的布置图,占地面积1680m2,从图中可以发现一号移动管道自动焊接站的输送辊道与下料管线存放架没有直接相连接,因需要二号站顶的吊机将管线吊到三号辊道的输送小车上,这在一定程度上会影响工作效率,因此此工作站的效率并不是最高的,但是在建造场地可提供的摆放面积来说,这是符合实际情况的最佳摆放方式。
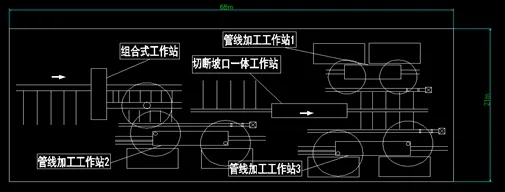
此图为移动式管道预制生产线的另一种摆放方式,占地面积1428m2,这种摆放方式的优势是占地面积最小,并且我们的移动式管道预制生产线的效率也能发挥到95%,使得我们在场地面积有限的情况下依然能投入使用。

此图的摆放方式占地面积1800m2,这种摆放方式使的下料之后的关系能直接通过输送小车送到组对器处,在输送环节上实现了流水化作业,缩短了吊装时间,同时也节约了成本,使得劳动效率比其他摆放方式提高了10%左右,因此在场地条件满足的情况下此摆放方式的生产效率是最高的。
3 移动式管道预制生产线工艺流程
整个预制过程采用流水作业方式,其过程是将下料、打磨、组对、打底、自动焊填充、盖面分为一个个相对独立的工段,每个工段上由专人负责,最终形成成品管段。工序流程如下:材料工段→下料、坡口制作工段→打磨工段→组对工段→焊接打底工段→自动焊接(分简单、复杂焊口)工段→成品分区堆放需要下料及下好料的管子,打磨、打底及盖面焊接好的管子放在工位架上,其与工作站的进出锟道顶部平齐,便于加工好或焊接好的管段直接滚动到工位架上,如下图所示,底部用膨胀螺栓固定在工字钢(场地防潮水)上,两个间隔500mm的架子与相邻间隔500mm 的架子组成一组,并形成多组有序排列;打底工作在焊接变位机上进行,通过变位机将管子压紧按照一定的速度呈轴向转动,方便焊工施焊,节省体力。各工段间物流交接通过输送小车和进行辊道运输,原则上输送小车较适用于纵向长距离输送,连续性强、安全可靠;辊道适用于纵向短距离及横向输送,效益较高;物流是否充分利用起来是决定移动式焊接工作站效率高低的一个关键。

4 移动式管道预制生产线使用过程中存在的问题
在某场地出于对设备的防潮方面的考虑,在集装箱和料架的底部垫放了400的工字钢,这使得材料存放架与输送小车存在500mm的高度差(如图),这存在一定的安全隐患,在将管线滚落时由于惯性容易使小车发生侧翻,并且长期使用时会影响小车轨道的使用寿命,产生额外经济负担。因此建议在料架边缘加焊一块钢板形成一种缓冲装置。

焊接设备在焊接时会散发出大量的热量,由于集装箱通风口有限,会造成集装箱内温度过高,这对我们的工作人员健康很有害,而且久而久之还会影响设备的使用寿命,因此希望能在集装箱进料或出料端口安装排气扇,降低箱内温度。
5 结语
移动式管道预制生产线的优点是自动化程度高,如切割采用数控控制系统,管件组对采用机械组对,焊接采用自动焊接设备,设备强度、可靠性、安全性应满足长时间连续操作要求,各机构有良好的可拆装性,便于维修;移动式管道预制生产线的总体功能完整,技术先进性较高,对工作现场条件的要求小,迅速形成生产的能力较强,体现了移动式管道预制生产线的移动性、针对性、实用性,更好地为现场施工服务。对于其中存在的问题,应该结合实际情况进行设备改进、工艺改善等行之有效的解决方案。
猜你喜欢
选煤技术(2022年3期)2022-08-20
商用汽车(2021年4期)2021-10-13
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
科学与信息化(2020年28期)2020-12-21
冰雪运动(2019年3期)2019-08-23
山东工业技术(2018年15期)2018-09-26
电子制作(2017年17期)2017-12-18
电子制作(2016年19期)2016-08-24
建筑工程技术与设计(2015年28期)2015-10-21
